

Пневматические передачи
Исполнительный механизм
Механизмы главного движения (резания)
вращательного движения
рабочие валы
шпиндели
составные
цельные
полые
телескопические
шпиндельные блоки
центры и патроны
поступательного движения
возвратно-поступательного движения
пильные рамки
суппорты
Механизмы подачи
с жёсткой связью
непрерывного движения
возвратно-поступательного движения
шаговые
с фрикционной связью
с непрерывным движением
шаговые вальцовые
Базирующие устройства
Столы
Направляющие линейки
Упоры
Зажимные устройства
Прижимные устройства
Загрузочно-разгрузочные устройства
с накопителями
без накопителей
Станина
Устройства безопасности и звукоизолирующие ограждения
Устройства смазки.
Опорные элементы
Органы управления
- маховички, педали, рукоятки, кнопки, переключатели
С танки
круглопильные
танки
круглопильные
-предназначены для раскроя досок, фанеры, древесных плит. В качестве рабочего органа используется круглая дисковая пила.
По расположению пилы относительно распиливаемого материала:
Для поперечного раскроя
Для продольного раскроя
Для смешанного раскроя
С танки
ленточнопильные
танки
ленточнопильные
- предназначены для прямолинейного и криволинейного пиления досок, щитов и листовых материалов на заготовки.
Режущий инструмент станка - стальной бесконечной ленты, с зубьями на одной из кромок.
Станки продольно-фрезерные
Предназначен для обработки пластей и кромок брусковых деталей методом фрезерования вдоль волокон.
Рабочий орган – барабан (1 или несколько)
Бывают:
Фуговальные – выравнивание 1 стороны
Р

 ейсмусовые
– выравнивание 1 и более сторон,
параллельных базовой.
ейсмусовые
– выравнивание 1 и более сторон,
параллельных базовой.Четырёхсторонние продольно-фрезерные станки
С танки
фрезерные
танки
фрезерные
- предназначены для профильной обработки деталей прямолинейной или сложной формы
Рабочий орган – фреза.
Станок шипорезный
- предназначен для формирования шипов и
проушин на концах деталей, которые
используются при сборке из них рамочных
конструкций или склеивании по длине
предназначен для формирования шипов и
проушин на концах деталей, которые
используются при сборке из них рамочных
конструкций или склеивании по длине
Станок сверлильно-пазовальный
- предназначен для формирования пазов, гнёзд, проушин в деталях.
С танок
долбёжный
танок
долбёжный
Станок токарный
П редназначены
для получения деталей в виде тел вращения.
Процесс – точения.
редназначены
для получения деталей в виде тел вращения.
Процесс – точения.
На токарных станках заготовка вращается, а резец имеет поступательное движение.

С танок
шлифовальный
танок
шлифовальный
- для обработки деталей шлифованием.
Стапель
(от голл. — stapel) сооружение для постройки судна и спуска его на воду. Постройка (сборка) судна на стапеле начинается с его закладки. Как правило, сборку судна на стапеле осуществляют из готовых блоков и секций, изготовленных в специализированных цехах (возможность изготовления блоков и секций «под крышей» позволяет повысить качество их сборки и сократить время изготовления). Одновременно со сборкой корпуса его насыщают крупногабаритным оборудованием. Процесс постройки судна на стапеле завершается его спуском.
Поперечный стапель
В процессе спуска судна с поперечного стапеля оно движется вдоль своей поперечной оси.
Продольный стапель
В процессе спуска судна с продольного стапеля оно движется вдоль своей продольной оси.
С тапель-палуба
тапель-палуба
Столы
- в деревообрабатывающих станках выполняют функцию базирования детали
Столярные изделия
Оконные блоки
Дверные блоки
Мебель
С теклорез
ручной инструмент который используется при резке (а точнее, контролируемом ломании) плоского или листового стекла. Колёсико обычно около 5 мм в диаметре и сделано из закаленной стали или карбида вольфрама с краем в виде V-сечения. Резка стекла вручную обычно используется при небольших, одноразовых работах. Полуавтоматический стол для резки стекла с использованием компьютера обычно используется для разметки больших листов стекла, которые затем разламываются вручную на отдельные части. Только обычное, а не закалённое стекло может подвергаться резке.
С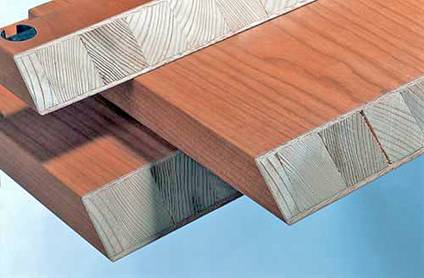 толярная
плита
толярная
плита
представляет собой щит, оклеенный с обеих сторон шпоном. Столярные плиты могут быть нескольких типов:
НР — из не склеенных между собой реек;
СР — из склеенных между собой реек;
БР — из склеенных в блок досок,
Стрингер
продольная связь набора корпуса судна, идущая по всей его длине. В зависимости от назначения стрингера называются днищевыми, скуловыми, бортовыми и палубными.
Стру́жка
Часть древесины, отделяемая при внедрении в заготовку клиновидного резца, в процессе резания
С ту́сло
(штосслад)
ту́сло
(штосслад)
столярное приспособление в виде лотка для резки досок под углом, как правило составляющим 45°. Изготавливается из дерева, иногда из пластмассы или алюминиевых сплавов.
Доска вкладывается в лоток стусла
(иногда прижимается струбциной) и
распиливается через б оковые
прорези. Для распиливания применяется
пила, как правило, без разводки (шлицовка).
оковые
прорези. Для распиливания применяется
пила, как правило, без разводки (шлицовка).
Применяется для распиливания плинтусов,
б агетных
планок, досок для дверных косяков и т.п.
при подготовке соединения «на ус».
агетных
планок, досок для дверных косяков и т.п.
при подготовке соединения «на ус».
Су́ппорт
( от
англ. и франц. support, от позднелат. supporto —
поддерживаю)
от
англ. и франц. support, от позднелат. supporto —
поддерживаю)
Основной рабочий орган станка, предназначенный для закрепления и движения режущего инструмента или заготовки, а также для перемещения рабочего органа на заданные размеры обработки.
Сушка древесины
процесс удаления влаги из древесины путем испарения. Она является энергоемким процессом, связанным со значительным расходом топлива, пара, а также электроэнергии. При снижении влажности древесины улучшаются ее физико-механические и эксплуатационные свойства. Классификация видов и способов сушки базируется на особенности теплообмена материала со средой. По этому признаку различают четыре вида сушки: конвективную, кондуктивную, радиационную и диэлектрическую.
Конвективная сушка основана на передаче тепла материалу путем конвекции от газообразной или жидкой среды.
Кондуктивная сушка основана на передаче тепла древесине путем теплопроводности при контакте с нагретыми поверхностями.
При радиационной сушке тепло передается материалу путем облучения источниками лучистой тепловой энергии (в основном от источников инфракрасного излучения). Этот вид сушки древесины в настоящее время не применяется.
Диэлектрическая сушка — это сушка в электрическом поле высокой частоты; тепло материалу передается за счет диэлектрических потерь.
Способ сушки пиломатериала в специальных камерах получил название камерной сушки. На судостроительных заводах нашли применение только атмосферная и камерная сушка.
Атмосферная сушка не потеряла своего значения и в настоящее время. Она проходит без затрат топлива, электроэнергии, не требует применения специального оборудования. По сравнению с камерной имеет более низкую себестоимость, а при правильном проведении обеспечивает высокое качество продукции.
Состояние атмосферного воздуха в штабеле зависит от плотности укладки досок. Чем плотнее уложены доски, тем хуже продуваемость штабеля и, следовательно, тем ниже в нем температура и выше насыщенность воздуха влагой. Со снижением влажности древесины температура воздуха в штабеле увеличивается, а степень насыщения падает. Процессом атмосферной сушки можно управлять путем соответствующего размещения штабелей на складе и надлежащей укладки в них пиломатериалов с учетом климатических особенностей района расположения завода.
Продолжительность атмосферной сушки зависит в основном от характеристики пиломатериалов, климата данной местности, метеорологических условий, времени укладки штабелей. Атмосферная сушка считается законченной, когда влажность материала достигает 20...22 %. Штабель в этом случае разбирают, и пиломатериал отправляют на завод.
Камерной сушкой называется процесс высушивания пиломатериалов в специальных сушильных камерах. Сушильные камеры, независимо от конструкций, представляют собой закрытые помещения с утепленными стенками и перекрытиями, а также с герметически закрывающимися дверьми (воротами). Камеры оборудуют специальными тепловыми установками (калориферами), вентиляторами, осуществляющими принудительную циркуляцию воздуха. Процесс сушки может быть непрерывным и периодическим.
На судостроительных заводах установлены в основном камеры периодического действия. Камерой периодического действия называется камера, в которой сушка древесины производится по ступеням режима от начальной до конечной влажности. Камерная периодическая сушка древесины включает следующие операции: подготовку камеры и древесины, пуск камеры и начальную обработку материала, регулирование режима сушки, конечную обработку материала, выгрузку сухой древесины.
На судостроительных заводах получили широкое распространение сушильные камеры с эжекционным побуждением циркуляции воздуха.
Нагнетательные воздуховоды 5 имеют треугольное сечение, что улучшает аэродинамику камер. Сопла 6 воздуховодов выполнены из листовой стали, предохраненной от коррозии. Калорифер 3 из ребристых чугунных труб размещен на продольных боковых стенках камеры. Электродвигатели / присоединены к валам вентиляторов с помощью эластичных муфт. В камере установлены кон-сольно два вентилятора 2 перед каждым нагнетательным воздуховодом. В подштабельном пространстве смонтирован подвесной экран 4 из листовой стали, на каркасе — из угловой стали. Образуемый экраном канал служит для смешения эжектируюшего воздуха, поступающего из сопел, и эжектируемого воздуха, подсасываемого из рабочей части камеры.

Рис. Сушильная камера с эжекционной реверсивной циркуляцией
1 — электродвигатель; 2 — осевой высоконапорный вентилятор; 3 — калориферы; 4 — подвесной экран; 5 — нагнетательный распределительный воздуховод с соплами; 6 — сопла; 7 — увлажнительная труба; 8 — экран; 9 — конденсатоотводчик
Струи воздуха, выходящие из сопел, на середине ширины канала смыкаются и подходят к противоположной стене общим потоком. Этот поток воздуха опускается у стены вниз, поступает в штабеля досок, забирает из них влагу и затем в пространстве у противоположной стены поднимается вверх, вторично подсасывается эжектирующей струей и опять нагнетается ею к штабелям. Воздух при подъеме и опускании соприкасается с калориферами и нагревается. Таким образом, поток воздуха многократно циркулирует по поверхности калориферов и материала.
Реверсирование воздуха достигается поочередным включением в работу одного из двух вентиляторов. Скорость циркуляции воздуха по материалу составляет 0,5... 1,3 м/с. В нижних продольных углах камер имеются экраны 8 из кирпича, предназначенные для предотвращения перетекания воздуха под штабелями. Отработавший насыщенный влагой воздух удаляется из камеры через вытяжную трубу.
Для сушки пиломатериалов применяют
сборные металлические камеры типа ПАП
(печь аэродинамического подогрева).
Камеры ПАП можно применять в частных
случаях при небольших объемах сушки, в
основном пиломатериалов мягких хвойных
пород. Недостатками камер ПАП являются:
большой расход электроэнергии,
невозможность проведения влаготеплообработки
из-за отсутствия системы увлажнения,
нерациональность с хемы
циркуляции (укладка со шпациями, движение
сушильного агента вдоль штабеля).
хемы
циркуляции (укладка со шпациями, движение
сушильного агента вдоль штабеля).
Струбцина
один из видов вспомогательных инструментов, используемый для фиксации каких-либо деталей в момент обработки, либо для плотного прижатия их друг к другу, например, при склеивании.
По конструкции, струбцина обычно состоит из двух частей — основной рамы и подвижного элемента с зажимом, перемещение которого позволяет менять расстояние между губками инструмента. На подвижной части также располагается зажимное устройство — винт или рычаг, используемый для фиксации подвижной части, а также регулирования силы сжатия.
Струбцины могут изготавливаться из дерева, металла.
Обычно для установки струбцины необходимо использовать обе руки, однако есть варианты (на картинке второй слева в верхнем ряду), позволяющие обходиться только одной.
С трогание
процесс резания древесины ножом, когда главное движение резания и движение подачи поступательны, прямолинейны и осуществляются попеременно.
Для строгания используют:
рубанки
фуганки
цикли
А так же электрорубанки, фуговальные и рейсмусовые станки
Строгание
применяют, например д ля
получения строганного шпона.
ля
получения строганного шпона.
Т
Текстура
рисунок на поверхности разрезанной древесины, у каждой породы он различен.
Технологический процесс
охватывает работы, непосредственно связанные с превращением сырья в готовую продукцию. Технологический процесс — основная часть производства (производственного процесса).
Технологический процесс состоит из целого ряда производственных операций, которые выполняются в строго определенной последовательности.
Производственной операцией называется часть технологического процесса, выполняемая на определенном рабочем месте определенным инструментом или на определенном оборудовании.
Операции следуют в технологическом процессе в строго установленном порядке. Например, за разметкой следует раскрой досок на заготовки для деталей, далее идет строгание, оторцовывание, выработка шипов, выдалбливание гнезд и т. д. Никто не станет запиливать шипы у нестроганых деталей или шлифовать деталь, прежде чем ей не придана окончательная форма строганием.
Степень пооперационной расчлененности технологического процесса зависит от объема работы по изготовлению данного изделия, от количества рабочих, занятых изготовлением изделия, от размеров производственного помещения (рабочей площади), от характера оборудования рабочих мест и других условий производства. Самым глубоким расчленением технологического процесса на операции нужно считать такое, когда каждая операция выполняется за один прием без смены инструмента. Чем меньше операция, тем она проще и доступнее для выполнения. Поэтому, чем глубже пооперационное расчленение технологического процесса, тем выше производительность труда и меньше потребность в высокой квалификации работающих.
Технологический процесс может быть общим на изготовление всего изделия или охватывать, например, только операции обработки деталей, только операции сборки или операции отделки изделий.
Не следует смешивать технологический процесс с технологией производства. Под технологией производства нужно понимать не только последовательность выполняемых операций, но также приемы и способы выполнения этих операций. Технология производства должна строиться на основе новейших достижений науки и техники, с учетом опыта работы новаторов и рационализаторов.
Место в производстве, на котором выполняется какая-либо производственная операция, называется рабочим местом. Установленные на рабочем месте станки, механизмы, стационарные приспособления, т. е. приспособления постоянные, укрепленные неподвижно, составляют оборудование рабочего места.
От того, как организовано рабочее место, от обеспеченности его инструментами и приспособлениями, от расположения материалов, инструментов и приспособлений относительно постоянного оборудования рабочего места и относительно самого рабочего, от подготовленности оборудования, инструмента и материалов к работе, от качества ухода за рабочим местом и оборудованием — от всего этого зависит производительность труда и качество продукции.
В столярном производстве, как и всюду в промышленности, технологический процесс подразделяется соответственно делению производства на цехи. Основными цехами являются раскройный, сушильный, машинный, клеильный, сборочный и отделочный.
Далее следуют цехи подсобные и обслуживающие. Обслуживающим считается, например, механический (металлообрабатывающий) цех с пило-ножеточной мастерской.
В пределах цеха технологический процесс делится на стадии обработки. Например, стадии технологического процесса в сборочном цехе — это сборка узлов, сборка комбинатов, зачистка и обработка собранных элементов, сборка всего изделия. Стадии технологического процесса в отделочном цехе: отделочная подготовка, начальная и промежуточная отделка, сушка, окончательная отделка.
Деление технологического процесса соответственно цехам позволяет:
1) наиболее рационально оборудовать каждый цех станками, еханизмами, приспособлениями, соответственно характеру выполняемых в нем работ;
2) создать в цехе наилучшие условия труда с учетом особенностей работы в нем;
3) приспособить помещение и оборудование цеха к выполнению работ в соответствии с требованиями техники безопасности, охраны труда и противопожарной охраны, предъявляемыми к этим видам работ;
4) наиболее оперативно и квалифицированно руководить работой цеха, полнее осуществлять качественный контроль за работой;
5) рационально организовать рабочие места.
Разделение технологического процесса по стадиям обработки позволяет:
1) разместить в наилучшей производственной последовательности станки, механизмы и другое оборудование, обеспечить механизированную подачу к ним материалов;
2) организовать труд бригадами и звеньями.
Технологическая документация
Любое столярное изделие изготовляется по общему и рабочим чертежам и на основании технологических карт. На общем чертеже (находится обычно в конторе цеха) изображено в трех проекциях и в разрезах изделие и показаны сложные узлы. Рабочие чертежи разрабатываются на каждый узел и каждую деталь. На них изображения даются в большом масштабе, с точным показом форм и простановкой всех размеров деталей.
Рабочий чертеж выдается на руки рабочему. К нему всегда нужно обращаться для проверки точности выполнения работы.
Важнейшим технологическим документом является технологическая карта. Технологические карты составляют на изготовление каждой детали, на сборку каждого узла, комбината, изделия в целом, на отделку изделия. В них указываются все операции независимо от их сложности. К технологической карте прилагается объяснительная (инструкционная) записка, в которой содержатся необходимые указания относительно выполнения операций и технические условия.
Иногда, главным образом для внешней отделки, составляют технологические карты на каждую отдельную операцию. Такие карты называются операционными. В них указываются: 1) назначение операции; 2) способы ее выполнения; 3) инструменты и приспособления; 4) материалы; 5) требования к выполненной работе; 6) нормы расхода материала; 7) норма времени. К технической документации относится наряд, содержащий производственное задание. В нем указываются: вид и объем работы, срок выполнения, расценки. Наряд нужно всегда получать до начала работы. Если наряд выдан на бригаду, полезно всей бригадой обсудить содержащееся в нем задание и наметить пути к наилучшему его выполнению. После окончания работы наряд «закрывается», т. е. в нем проставляются все необходимые сведения отчетного характера, и сдаётся в контору цеха. По закрытому наряду начисляется заработная плата.
Технологическая карта
форма технологической документации, в которой записан весь процесс обработки изделия, указаны операции и их составные части, материалы, производственное оборудование и технологические режимы, необходимое для изготовления…
технологическая документация в виде карты, листка, содержащего описание процесса изготовления, обработки, производства определенного вида продукции, производственных операций, применяемого оборудования, временного режима осуществления операций.
№ п/п |
Этапы обработки |
Графическое изображение |
Инструменты и оборудование |
|
|
|
|
Т иски
иски
приспособление для закрепления заготовки или детали при обработке или сборке, состоящее из корпуса и неподвижной и подвижной губок. Различают тиски ручные, слесарные параллельные (закрепляют на верстаке), кузнечные (для грубых работ), машинные (закрепляют на столе станка). Могут быть с пневматическим и гидравлическим приводом.

Топор
инструмент, обычно с металлическим лезвием, жёстко закреплённым на рукоятке, обычно деревянной. Существует разновидность топора, называемая тесло, в которой лезвие повернуто перпендикулярно рукоятке. Топор обычно применяется в плотницком деле для разрубания или придания формы дереву, а также для сруба деревьев.
Трещины
о тносят к существенным порокам древесины, которые значительно ухудшают ее физико-механические свойства (рис.3). Трещина представляет собой разрыв древесины вдоль волокон и сердцевины. Трещины образуются по направлению к сердцевине, более редко - по годовым слоям. По разновидности трещины разделяют наотлупные, метиковые, морозные и трещины от усушки. Трещины могут быть боковые и пластевые, кромочные и торцевые, неглубокие, глубокие и сквозные.
Внутренние напряжения, возникающие в стволе, приводят к появлению отлупных (отслоение друг от друга годичных слоев) и метиковых (идущих вдоль ствола от комля к вершине) трещин. Морозные трещины появляются в результате расширения внутренней влаги при сильных морозах. В результате этого в стволе возникают сквозные трещины, направленные радиально. Помимо этого при сушке древесины могут образовываться трещины, идущие в радиальном направлении и являющиеся результатом усушки. Появление таких трещин вызвано сушкой древесины под прямыми лучами солнца из-за неравномерных внутренних напряжений. Наиболее уязвимым местом древесины в отношении образования трещин является ее торцевая поверхность, что необходимо учитывать при заготовке и хранении.
Т очение
очение
процесс резания древесины, при котором заготовка совершает главное вращательное движение резания, а движение подачи обеспечивается суппортом с резцом.
У
У гольник
гольник
инструмент, представлющий собой основание, у которого строго под прямым углом вмонтирована линейка с делениями. Служит для проверки правильности отточенной железки у строгальных инструментов, наличия прямого угла на строганных деталях, угла между двумя соединенными деталями и т. д.
Угольники изготавливают металлические или деревянные.
У гольник-центроискатель
гольник-центроискатель
инструмент, представляющий собой угольник, к которому прикреплена линейка. В верхней части угольник скрепляется планкой. Линейка крепится таким образом, чтобы она находилась в середине скрепляющей планки и делила прямой угол угольника пополам. Служит для определения центра у цилиндрических деталей.
Углы резания
а) с прямолинейным движением резца
б) с вращательным движением резца
δ -угол
резания; α-задний угол; β-угол
заострения; γ-передний угол
-угол
резания; α-задний угол; β-угол
заострения; γ-передний угол
У поры
станков
поры
станков
Служат для точного базирования детали по длине.
У ровень
ровень
инструмент представляющий собой алюминиевый корпус, в который вставлена запаянная трубочка (ампула), наполненная спиртом. В спирте имеется пузырек воздуха, который стремится занять верхнее положение. Применяют для проверки горизонтального расположения поверхностей при выполнении работ.
Уровни имеют следующие размеры: ширина 22 и 25 мм, высота 40 и 50 мм и длина 300, 500 и 700 мм.
Установка
часть операции, выполняемая при одном закреплении заготовки в станке или приспособлении. Так, сверление нескольких отверстий в заготовке на многошпиндельном сверлильном станке можно выполнять за одну установку, т. е. при одном закреплении заготовки на столе станка. Эта же операция при выполнении на одношпиндельном сверлильном станке без специальных приспособлений, очевидно, потребует столько закреплений (установок) заготовки, сколько в ней будет сверлиться отверстий.
Ф
Ф анера
(древесно-слоистый пластик) — многослойный строительный материал изготавливается путём склеивания специально подготовленного шпона. Количество слоёв шпона обычно нечётное, и составляет, как правило, 3—5 слоя. Для повышения прочности фанеры слои шпона накладываются так, чтобы волокна древесины были строго перпендикулярны предыдущему листу. Промышленностью также выпускаются фанерные плиты по ГОСТ 8673-93, состоящие из семи и более слоёв.
Ф аска
аска
- конструктивный элемент столярных изделий
- плоскость, которая получается, если снять ребро на кромке доски, рейки или бруска. Размер фаски может быть любым, угол тоже, но чаще 45°
Ф алевая
ручка
алевая
ручка
«Ручка-фаля». Асимметричная поворотная ручка, открывающая дверной замок
Ф альц
альц
- конструктивный элемент столярных изделий
ребро, снятое вглубь детали в виде
прямоугольной выемки, как у ч етверти,
но с разными размерами высоты и ширины.
Если выемка имеет равные стороны угла,
то она образует четверть.
етверти,
но с разными размерами высоты и ширины.
Если выемка имеет равные стороны угла,
то она образует четверть.
Фальцгéбель
- рубанок, служащий для выборки и зачистки четвертей в деталях столярных изделий; в отличие от зензубеля имеет ступенчатую подошву. Масса 0,5 кг.
Заменяется ручным фрезером или же фрезерным станком.
Ф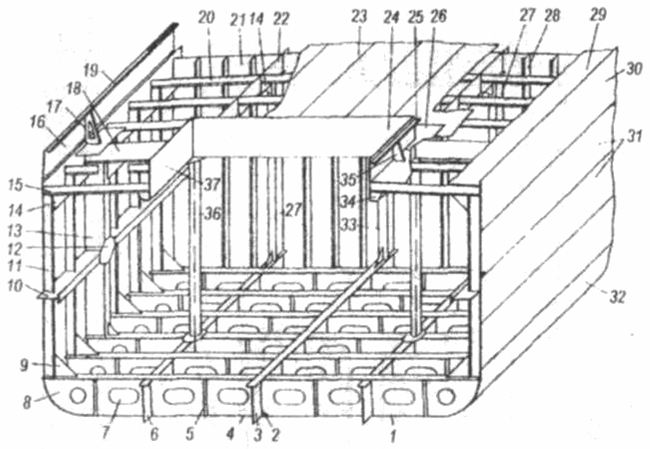 альшборт
альшборт
(16) укрепленный (стальной) пояс, расположенный выше верхней палубы судна, выполненный как продолжение борта. Фальшборт служит ограждением палубы и уменьшает поступление на нее забортной воды. Обычно фальшборт выполняется в носовой и в кормовой частях судна.
Ферма
(франц. ferme, от лат. firmus – крепкий, прочный)
несущая конструкция, состоящая из прямолинейных стержней, узловые соединения которых при расчёте условно принимаются шарнирными. Ф. применяют главным образом в строительстве (покрытия зданий, пролётные строения мостов, мачты, опоры линий электропередачи, гидротехнические затворы и др.), а также в качестве несущих конструкций машин и механизмов. По виду материала различают металлические, железобетонные, деревянные и комбинированные (например, металлодеревянные) Ф. Тип Ф. и её очертания (рис.) определяются назначением здания или сооружения, видом покрытия, способом опирания Ф. и т.д. Узлы Ф., хотя и считаются шарнирными, практически обладают той или иной степенью жёсткости. При проектировании Ф., как правило, обеспечивается узловое приложение внешней нагрузки (например, прогоны покрытия здания опираются на Ф. в узлах верхнего пояса, балки подвесных кранов крепятся к узлам нижнего пояса и т.д.). Допущения о шарнирном соединении узлов и узловом приложении нагрузки позволяют учитывать при расчёте Ф. только осевые продольные усилия в стержнях (при этом в поперечных сечениях стержней возникают равномерно-распределённые напряжения, позволяющие наиболее эффективно использовать материал). Усилия в стержнях статически определимых плоских Ф. (см. Статически определимая система) определяют из уравнений статики, пространственных – как правило, путём расчленения на плоские. Статически неопределимые Ф. (см. Статически неопределимая система) рассчитывают при помощи уравнений метода сил (см. Строительная механика), в которых коэффициенты при неизвестных (перемещения) определяют с учётом действия только нормальных усилий в элементах Ф. При расчёте Ф. на подвижные нагрузки (См. Подвижная нагрузка) используют т. н. линии влияния.
Лит. см. при статьях Строительная механика, Металлические конструкции, Железобетонные конструкции и изделия, Деревянные конструкции.
Л. В. Касабьян.
Классификация ферм по типам решётки:
а — балочная раскосная; б — балочная с треугольной решёткой; в — балочно-консольная с треугольной решёткой и дополнительными стойками; г — консольная полураскосная; д — консольная двухраскосная; е — балочная двухрешётчатая; 1 — верхний пояс; 2 — нижний пояс; 3 — раскос; 4 — стойка.
Ф илёнка
илёнка
- конструктивный
элемент столярных изделий
конструктивный
элемент столярных изделий
щит из ДСП, ДВП или столярной плиты, закрепляемый раскладкой в двери
тонкая доска, планка или нарисованная линия, проведенная по периметру.
По форме филенки бывают плоские, со скошенными кромками и с профильной обработкой кромок.
Флор
Балки поперечного набора, подкрепляющие днищевую обшивку
Ф рамуга
верхняя застекленная часть оконного переплета.
Фрезá
р ежущий
многолезвийный инструмент в виде тела
вращения с зубьями для фрезерования.
Бывают цилиндрические, торцевые,
червячные и др. Материал режущей части
— быстрорежущая сталь, твёрдый сплав,
минералокерамика, алмаз, массив кардной
проволоки. В зависимости от конструкции
и типа зубьев фрезы бывают цельные
(полностью из одного материала), сварные
(хвостовик и режущая часть состоит из
различного материала, сваренные вместе),
сборные (из различного материала, но
соединённые стандартными крепёжными
элементами — винтами, болтами, гайками,
клиньями). На рисунке представлена
сборная фреза для торцевого фрезерования.
ежущий
многолезвийный инструмент в виде тела
вращения с зубьями для фрезерования.
Бывают цилиндрические, торцевые,
червячные и др. Материал режущей части
— быстрорежущая сталь, твёрдый сплав,
минералокерамика, алмаз, массив кардной
проволоки. В зависимости от конструкции
и типа зубьев фрезы бывают цельные
(полностью из одного материала), сварные
(хвостовик и режущая часть состоит из
различного материала, сваренные вместе),
сборные (из различного материала, но
соединённые стандартными крепёжными
элементами — винтами, болтами, гайками,
клиньями). На рисунке представлена
сборная фреза для торцевого фрезерования.
Ф резерование
процесс резания древесины вращающейся фрезой при движении подачи заготовки перпендикулярно оси вращения фрезы
Ф резер ручной
- электроинструмент, предназначенный для выборки пазов и отверстий, снятия фасок. В основном фрезер применяется для обработки деревянных изделий, но при использовании специальных фрез может применяться для обработки металла и пластмасс.
Ф риз
- конструктивный элемент столярных изделий
Широкая обкладка или обвязка щита или рамки, собранная на «ус»
Фрикционная передача
- кинематическая пара, использующаяся для передачи механической энергии силы трения.
Т рение
между элементами может быть сухое,
граничное, жидкостное. Жидкостное трение
наиболее предпочтительно, так как
значительно увеличивает долговечность
фрикционной передачи.
рение
между элементами может быть сухое,
граничное, жидкостное. Жидкостное трение
наиболее предпочтительно, так как
значительно увеличивает долговечность
фрикционной передачи.
Фрикционные передачи делятся:
По взаимному расположению осей валов:
с параллельными валами
с пересекающимися валами
По способу контакта:
с внешним контактом
с внутренним контактом
По возможности варьирования передаточного отношения (i)
нерегулируемые(i=const);
регулируемые (фрикционный вариатор).
По возможности изменения передаточного отношения при наличии промежуточных тел в передаче
По форме контактирующих тел
цилиндрические
конические
сферические
плоские
Применение
Валы прокатных станов, мотор-редуктор с фрикционным вариатором, ведущие колёса транспортных средств взаимодействующих с опорной поверхностью посредством сил трения.
Фуга
шов, образуемый между делянками, при соединении их в щит.
Ф угάнок
угάнок
(от нем. Fugebank) строгальный инструмент, предназначенный для окончательной обработки древесины. Его используют тогда, когда возникает необходимость выровнять поверхность большого размера, а также для прифуговки кромок у длинных деталей. Конструктивно представляет собой длинный рубанок с двойным ножом. В передней части колодки фуганка установлена пробка, предназначенная для ослабления крепления ножа путём удара по ней киянкой. Колодка фуганка снабжается ручкой, которая размещается позади ножа.
При строгании фуганком первоначально
неровной поверхности получается стружка
в виде небольших кусков, а при повторных
проходах — непрерывная, что свидетельствует
о том, что обрабатываемая поверхность
стала ровной.
виде небольших кусков, а при повторных
проходах — непрерывная, что свидетельствует
о том, что обрабатываемая поверхность
стала ровной.
Небольшие по размерам поверхности обрабатывают полуфуганком, который короче и уже фуганка.
Также его функцию выполняют электрорубанок, фуговальный и рейсмусовый станки.
Фурнитура
(франц. fourniture, от fournir — снабжать), вспомогательные (подсобные) материалы.
ручки
петли
защёлки, крючки
замки
Х
Хлыст
На лесозаготовительных работах, ствол поваленного дерева, отделённый от корневой части и очищенный от сучьев.
Очистку ствола и отделение вершинной части производят на лесосеках или на верхних и нижних складах лесозаготовительных предприятий, а в некоторых районах — непосредственно на лесозаводах.
Хлысты раскраивают (раскряжёвывают) в зависимости от его размеров и качества на круглые сортименты (отрезки), предназначенные для строительства, выработки пиломатериалов, шпал, фанеры, рудничной стойки, целлюлозы, древесностружечных и древесноволокнистых плит и другой продукции.
В случае использования на лесосеке лесозаготовительного комбайна очистку ствола от сучьев и раскрой по длине выполняет сам комбайн.
Ц
Царапина
п овреждение
поверхности элемента или конструкции
острым предметом в виде узкого длинного
углубления, носящее случайный характер.
овреждение
поверхности элемента или конструкции
острым предметом в виде узкого длинного
углубления, носящее случайный характер.
Царга
рама, соединяющая ножки стола или стула
Цепные передачи
- это передача механической энергии при
помощи гибкого элемента (цепи) за счёт
сил зацепления.
это передача механической энергии при
помощи гибкого элемента (цепи) за счёт
сил зацепления.
Может иметь как постоянное так и переменное передаточное число (напр. цепной вариатор).
Состоит из — ведущей и ведомой звездочки и цепи. Цепь состоит из подвижных звеньев.
Ц. п. универсальны, просты и экономичны. По сравнению с зубчатыми передачами (См. Зубчатая передача) они менее чувствительны к неточностям расположения валов, ударным нагрузкам, допускают практически неограниченные межцентровые расстояния, обеспечивают более простую компоновку, большую подвижность валов друг относительно друга. В сравнении с ремёнными передачами (См. Ремённая передача) они характеризуются следующими достоинствами: отсутствие проскальзывания и постоянство среднего передаточного отношения; отсутствие предварительного натяжения и связанных с ним дополнительных нагрузок на валы и подшипники; передача большой мощности как при высоких, так и при низких скоростях; сохранение удовлетворительной работоспособности при высоких и низких температурах; приспособление к любым изменениям конструкции удалением или добавлением звеньев.
Достоинства:
большая прочность стальной цепи по сравнению с ремнем позволяет передать цепью большие нагрузки с постоянным передаточным числом и при значительно меньшем межосевом расстоянии (передача более компактна);
возможность передачи движения одной цепью нескольким звездочкам;
по сравнению с зубчатыми передачами — возможность передачи вращательного движения на большие расстояния (до 7 м);
меньшая, чем в ременных передачах, нагрузка на валы;
сравнительно высокий КПД (>> 0,9 ÷ 0,98);
отсутствие скольжения;
малые силы, действующие на валы, так как нет необходимости в большом начальном натяжении;
возможность легкой замены цепи.
Недостатки: - сравнительно высокая стоимость цепей; - невозможность использования передачи при реверсировании без остановки; - передачи требуют установки на картерах; - сложность подвода смазочного материала к шарнирам цепи; - скорость движения цепи, особенно при малых числах зубьев звездочек, не постоянна, что вызывает колебания передаточного отношения.
Делятся на:
приводные цепи
тяговые цепи
грузовые цепи.
Цинубель
Рубанок,
предназначенный для образования на
поверхности древесины мелких, едва
з аметных
борозд и ворсистости под склеивание
(облицовывание).
аметных
борозд и ворсистости под склеивание
(облицовывание).
Нож имеет зазубренное лезвие. При замене в цинубеле зазубренного ножа на обычный его используют как шлифтик.
Ц иркуль
иркуль
инструмент, предназначенный для перенесения размеров на заготовки, детали и для очерчивания круглых разметок.
Циклевание
В ид
резания
с целью получить высокую чистоту
поверхности обрабатываемой древесины.
Такую тонкую зачистку в
ид
резания
с целью получить высокую чистоту
поверхности обрабатываемой древесины.
Такую тонкую зачистку в ыполняют
резцом, который установлен так, что сам
процесс резания превращается в процесс
скобления.
ыполняют
резцом, который установлен так, что сам
процесс резания превращается в процесс
скобления.
Выполняется «циклей».
Цикля
(от нем. Ziehklinge), ручной инструмент для доводки и зачистки деревянных изделий.
Металлическая пластина с заточенной кромкой. Применяют два вида циклей: корпусная цикля и нож-цикля.
Цулага
пресс для изготовления гнутых изделий, состоящий из нижнего и верхнего профилей и винтов с гайками. Количество винтов зависит от размеров цулаги.
а) – нижняя часть – «подошва» -
базовая линия, по которой проходит
копировальное кольцо или упорный
подшипник; б) – верхняя часть «крышка»;
в) – упор «бочонок»; г) – профильный
упор (ложемент); д) – заготовка после
первого фрезерования; е) – готовая
д еталь;
ж) – рукоять удержания (2 шт.); з) – пружина
(2 шт.)
еталь;
ж) – рукоять удержания (2 шт.); з) – пружина
(2 шт.)
Ч
Черта
Р азметочный
инструмент,
представляющий собой металлическую
вилку, острые концы которой могут
раздвигаться на нужный размер.
азметочный
инструмент,
представляющий собой металлическую
вилку, острые концы которой могут
раздвигаться на нужный размер.
Ч етверть
- конструктивный элемент столярных изделий
ребро, снятое вглубь детали под прямым углом. Ширина и высота четверти одинаковые.
Выполняют зензубелем, фальцгебелем, а также на фрезерном станке или ручным электрофрезером.
Ш
Шаблон
(от нем. Schablone — образец, модель)
- пластина (лекало, трафарет и т. п.) с вырезами, по контуру которых изготовляются чертежи или изделия либо инструмент для измерения размеров.
На предприятиях по производству столярно-мебельных изделий применяют, в основном, следующие шаблоны, изготавливаемые из древесины и древесных материалов:
шаблоны для разметки шиповых соединений, гнезд под установку фурнитуры и сверления отверстий;
шаблоны (лекала) для разметки профилей криволинейных деталей и раскроя тканей;
шаблоны для склеивания заготовок с одновременным гнутьем;
шаблоны для обработки на деревообрабатывающих станках заготовок и сборочных единиц.
Применение шаблонов сокращает время
на изготовление изделий, повышает
точность обработки до требований
технической документации, способствует
снижению себестоимости изделий и
повышению производительности труда.
Шерхебель
(нем. Scharfhobel), рубанок для грубого строгания досок и заготовок (резец — с овальной режущей кромкой).
Ширстрек
- пояс бортовой обшивки, примыкающий к верхней непрерывной палубе судна.
Ширстрек является одной из основных продольных связей и делается толще остальных поясов обшивки с целью увеличения общей прочности судна.
Шип
- конструктивный элемент столярных изделий, часть шипового соединения
- выступ на торце бруска, входящий в соответствующее гнездо или проушину другого бруска |
одинарный |
двойной |
тройной (многократный) |
|
|
|
|
зубчатый |
двускосый зубчатый |
«ласточкин хвост» |
односторонний «ласточкин хвост» |
|
|
|
|
круглый |
глухой |
в полупотёмок |
в потёмок |
|
|
|
|


Ш кант
кант
шип круглой формы, применяемый для скрепления деревянных элементов.
Ш лифование
лифование
процесс обработки поверхности древесины абразивными инструментами для достижения заданной шероховатости или точности размера детали.
Ш лифовальные
агрегаты
лифовальные
агрегаты
Шлифтик
рубанок, имеющий узкую щель (шириной 5 мм) и увеличенный угол присадки (60°), благодаря чему при работе им снимается тонкая стружка, и поверхность древесины обрабатывается чище. Лезвие ножа выпускается на 0,5 мм
Шпангоут
(голл. spanthout, от spant — балка, ребро и hout — дерево), прямая или криволинейная балка набора корпуса судна (или фюзеляжа самолёта)
Ш пон
пон
т онкий
слой древесины. Применяют при декоративной
отделке. Различают строганный
и лущёный шпон,
онкий
слой древесины. Применяют при декоративной
отделке. Различают строганный
и лущёный шпон,
Шпатлевание
заделка неровностей при помощи специальной смеси – шпатлёвки, инструментом шпателем.
Шпигат
 (нидерл.
spiegat от spuiten «брызгать, лить» и
gat «отверстие») — отверстие в палубе
или фальшборте судна для удаления за
борт воды, которую судно приняло при
заливании волнами, атмосферных осадках,
тушении пожаров, уборке палубы и др.
(нидерл.
spiegat от spuiten «брызгать, лить» и
gat «отверстие») — отверстие в палубе
или фальшборте судна для удаления за
борт воды, которую судно приняло при
заливании волнами, атмосферных осадках,
тушении пожаров, уборке палубы и др.
При проектировании и строительстве судна шпигаты располагают в местах возможного скопления воды, например в низших точках палубы. Шпигаты расположенные в палубе обычно снабжают трубой, через которую вода отводится самотёком непосредственно за борт или на соответствующие нижележащие открытые палубы. Для предотвращения обратного потока воды при ударе волны отводную трубу у борта часто закрывают невозвратным клапаном.
Также шпигатом называются отверстия в днищевых продольных балках судна, служащие для стекания остатков жидкого балласта или жидкого груза к приёмным патрубкам осушительной или зачистной системы.
На парусных судах шпигаты, расположенные в фальшбортах, часто применяются для проводки снастей бегучего такелажа.
Ш пилька
пилька
болт, у которого нет головки, а резьба нарезана с обоих концов. Шпилькой часто называют гвоздь без шляпки.
Шпиндель
- в станках служит для закрепления и вращения режущего инструмента, а в токарных станках - для закрепления и вращения заготовки.
По расположению оси вращения:
горизонтальные
вертикальные
наклонные
Ш пунтубель
пунтубель
- рубанок для получения продольной выборки (паза) по кромке детали.
Заменяется ручным фрезером или же фрезерным станком.
Штевень
толстый брус, служащий основой кормы или носа корабля.
Штапик
деревянный брусок, применяемый для закрепления в фальцах стекла или филенки.
Штап (штаб)
- конструктивный элемент столярных изделий
О
 бкладка
с округлённой или фигурной кромкой.
Делается для закрытия зазора
бкладка
с округлённой или фигурной кромкой.
Делается для закрытия зазора
Форма обработки бруска
Штап (рубанок)
- рубанок, предназначенный для образования закруглений на кромках деталей (штапа). Подошва корпуса и нож имеют вогнутую форму.
Заменяется ручным фрезером или же фрезерным станком.
Штангенцúркуль
(от нем. Stangenzirkel)
универсальный инструмент,
предназначенный для высокоточных
измерений наружных и внутренних размеров,
а также глубин отверстий. один из самых
распространенных инструментов измерения,
благодаря простой конструкции, удобству
в обращении и быстроте в р аботе.
аботе.
1-неподвижная губка наружных размеров; 2-штанга; 3-неподвижная губка внутренних размеров; 4-подвижная губка внутренних размеров; 5-подвижная рамка; 6-зажим; 7-линейка глубиномера; 8-шкала нониуса; 9-подвижная губка наружных размеров
Штихель
узкая стамеска, лезвие которой перпендикулярно к оси инструмента. Применяют в токарной обработке древесины при наружном точении и выполнении узких углублений,
Щ
Щит
- конструктивный элемент столярных изделий
столярное изделие, изготовленное методом набора и сплачивания отдельных досок, или брусков. Щиты могут быть массивными (дощатыми) или с пустотами. Пустотелые щиты представляют собой рамку, облицованную с обеих сторон фанерой или твердой древесноволокнистой плитой и заполненную внутри сотами, которые изготовлены из бумаги, отходов фанеры или твердой древесноволокнистой плиты. Иногда щиты заполняют рейками, уложенными с зазором между собой.
Щит со шпонками |
Щит с наконечником в паз (шпунт) и гребень |
Щит с вклеенной рейкой в торец |
|
|
|
Щит с вклеенной треугольной рейкой |
Щит с наклеенной треугольной рейкой |
Щит многослойный |
|
|
|




Э
Электродвигатель
это электрическая машина, в которой электрическая энергия преобразуется в механическую, побочным эффектом является выделение тепла.
Электроинструмент
- инструмент с электрическим источником энергии
- предназначен для механизации ручного производства столярных изделий
В общем случае основной эл/инстр. состоит из
провод с вилкой или аккумулятор
корпус
электропривод
редуктор (преобразовательно-передаточный механизм)
рабочий инструмент
органы управления
базирующие приспособления
система безопасности
Существует электроинструмент для:
Пиления
цепная пила
дисковая ручная пила
сабельная пила
лобзик
Фрезерования
рубанок
фрезер
Долбления и резания
долбёжник
фрезер
кромочный фрезер (триммер)
ламельный фрезер
присадочный (дюбельный) фрезер
вибростамеска
Шлифования
шлифмашина угловая (дисковая)
шлифмашина ленточная
шлифмашина эксцентриковая
шлифмашина вибрационная
Инструмент для сверления и завинчивания-вывинчивания
дрель
шуруповёрт
отвёртка
перфоратор
гайковёрт
гравёр (мини-дрель)
Вспомогательный
термоклеевой пистолет
фен
краскопульт
Электрический привод
(сокращённо — электропривод) — это электромеханическая система для приведения в движение исполнительных механизмов рабочих машин и управления этим движением в целях осуществления технологического процесса.
Я
Ядро
древесина, расположенная в центральной части ствола. Составляет до 60% объема ствола.
Литература
Столярные, плотничные, стекольные и паркетные работы / Крейндлин Л.Н.
Столярные работы / Крейндлин Л.Н.
Плотничные работы / Крейндлин Л.Н.
Изготовление столярно-мебельных изделий / Бобиков П.Д.
Справочник молодого столяра, плотника и паркетчика / Григорьев М.А. «Лесная промышленность» 1989
Инструменты сельского столяра и плотника / Сахаров М.Д. Москва «НИВА РОССИИ» 1993
Деревообрабатывающие станки / Коротков В.И.
Деревообрабатывающие станки и инструменты / Амалицкий В.В., Амалицкий В.В.
Материаловедение / Степанов Б.А.
Охрана труда на Д/О предприятиях / Обливин В.Н., Никитин Л.И., Гренц Н.В.
Пособие столяру / В. Р. Радкевич, М. С. Шафаренко, 140,[1] с. ил. 24 см, М. Лесн. пром-сть 1987
Судовой плотник / Чашенков И.В. «Судостроение» 1979