

Крюков А.В. Словарь терминов по основам столярного дела
А 11
Абразив 11
Автоматизация 11
Адгезия 12
Аэрография 12
Асбосилит 12
Антисептирование 13
Б 14
Багет 14
Базирование 14
Базирующие устройства 14
Бимс 14
Бревна 14
Брус 14
Брусок 14
Буравчик 15
В 16
Вайма 16
Ватервейс 16
Винт 16
Верстак 18
Г 19
Галтель 19
Галтель (рубанок) 19
Гидравлический привод 19
Гребень 19
Грунтубель 19
Гнездо 19
Голубница 19
Горбач 20
Горбыли 20
Горбыльки 20
Д 21
Движение резания 21
Дверь (дверной блок) 21
Дебаркадер 21
Декорирование 22
Делянки 22
Дереворежущий инструмент 22
Детали машин 24
Деталь 24
Двойная сердцевина 24
Деловая древесина 24
Диаметр ствола 24
Диаметральная плоскость 24
Долбление 25
Долото 26
Допуск 26
Доска́ 26
Доска необрезная (1) 26
Доска односторонне обрезная (2) 26
Доска обрезная (3) 26
Горбыль 26
Древесина 28
Дрель 29
Дрель электрическая 29
Дровяная древесина 29
Е 30
Ерунок (ярунок) 30
Ж 31
Жердь 31
З 32
Заболонь 32
Заглушина 32
Задние тиски 32
Задняя стенка 33
Зажимы, упоры 33
Завиток 33
Заклёпка 33
Закрепление 33
Загнивание древесины 34
Зажимные устройства 34
Закорина 34
Закомелистость 34
Заподлицо 34
Зарастание инородных тел 34
Засмолок 34
Зензубель 34
Зубчатые передачи 34
И 37
Импост 37
Инструмент столяра 37
Инструментальные шпиндели 37
К 38
Калёвка 38
Калёвка (рубанок) 38
Карниз 38
Киль 38
Кильблок 38
Кильватер 38
Киянка 39
Клей 39
Клещи 39
Кница 39
Коловорот 39
Консоль 39
Конструктивные элементы столярных изделий 40
Комингс 41
Косослой 41
Кора 41
Коробка 41
Ковролин 41
Крень 41
Крепёжные изделия 42
Кривизна 42
Кромка 42
Кронциркуль 42
Крыша 42
Кровля 42
Кряжи 45
Л 46
Ламинирование 46
Ламинированная плита 46
Леса 46
Леса судостроительные 48
Лимб 50
Линолеум 50
Льяло 50
М 51
Мáлка 51
Маринит 51
Медведка 51
Метиковая трещина 51
Механизмы резания 51
Механизм подачи 51
Механическая обработка древесины 52
Механическая обработка пиленых заготовок 53
Механическая обработка калиброванных заготовок 53
Мейсель 53
Микро́метр 53
Метр складной 53
Молоток 53
Н 54
Набор корпуса судна 54
Нагель 54
Наличник 54
Направляющие линейки 54
Наращивание 55
Нож – стружколом 55
Ножевой вал 55
Ножовка 55
Нутромер-кронциркуль 55
О 57
Обзол 57
Обкладка 57
Облицовывание 57
Обрешетник 57
Окно (оконный блок) 57
Опа́лубка 57
Операция 58
Ориентирование 58
Отволока 58
Отвес 58
Отделка 59
Отвёртка 59
П 60
Паз 60
Паз-гребень 60
Передачи 60
Перекрытие 60
Передние тиски 60
Переход 60
Пиление 61
Пила 61
Пиломатериалы 61
Пилы поперечные двуручные 62
Пилы ножевые, или ножовки 63
Пилы лучковые 63
Пилы электрические ручные 64
Пилястра 64
Планширь 64
Пласть 65
Платик 66
Плинтус 66
Плоскогубцы 66
Пневматический привод 66
Пневмоинструмент 66
Подволок, подволока 66
Подвесной потолок 66
Подшивной потолок 67
Позиция 67
Полик 68
Полособульб 68
Поперечный набор корпуса судна 69
Пороки и дефекты древесины 70
Поручень 71
Полирование 71
Потолок 71
Прижимные устройства 71
Прúвод 71
Провес 71
Продольная система набора корпуса судна 72
Производственный процесс 72
Пропитка древесины 73
Прорость 73
Проушина 74
Проход 74
Пятнистость 74
Р 75
Рамка 75
Развод 75
Разметка 75
Раскладка 76
Раскрой 76
Рашпиль 77
Ребро бруска 77
Резание 77
Резец 78
Виды резания 78
Рейсмус 78
Рейер 78
Ременные передачи 79
Рубанок 80
Рубанок электрический 80
Рулетка 80
Ручка-фаля 81
С 82
Сбежистость 82
Сборка 82
Сборочная единица 82
Сверление 82
Свес 83
Сверло 84
Свилеватость 85
Сердцевина 85
Сдир 86
Скоба 86
Скол 86
Скос пропила 86
Склеивание 86
Слип 86
Смоляные кармашки 86
Соединения 87
Соединения угловые 88
Соединения угловые срединные 89
Сплачивание 90
Сращивание 91
Стадии технологического процесса 91
Стамеска 92
Станина 92
Станок деревообрабатывающий 92
Станки круглопильные 95
Станки ленточнопильные 96
Станки продольно-фрезерные 97
Станки фрезерные 98
Станок шипорезный 99
Станок сверлильно-пазовальный 100
Станок долбёжный 101
Станок токарный 102
Станок шлифовальный 103
Стапель 104
Столы 104
Столярные изделия 105
Стеклорез 105
Столярная плита 105
Стрингер 105
Стру́жка 105
Сту́сло (штосслад) 105
Су́ппорт 107
Сушка древесины 107
Струбцина 109
Строгание 111
Т 112
Текстура 112
Технологический процесс 112
Технологическая документация 113
Технологическая карта 114
Тиски 114
Топор 114
Трещины 115
Точение 115
У 116
Угольник 116
Угольник-центроискатель 116
Углы резания 116
Упоры станков 117
Уровень 117
Установка 117
Ф 119
Фанера 119
Фаска 119
Фалевая ручка 119
Фальц 119
Фальцгéбель 119
Фальшборт 120
Ферма 120
Филёнка 122
Флор 122
Фрамуга 122
Фрезá 122
Фрезерование 123
Фрезер ручной 124
Фриз 124
Фрикционная передача 124
Фуга 124
Фугάнок 125
Фурнитура 125
Х 126
Хлыст 126
Ц 127
Царапина 127
Царга 127
Цепные передачи 127
Цинубель 128
Циркуль 128
Циклевание 128
Цикля 128
Цулага 129
Ч 130
Черта 130
Четверть 130
Ш 131
Шаблон 131
Шерхебель 131
Ширстрек 131
Шип 132
Шкант 133
Шлифование 133
Шлифовальные агрегаты 133
Шлифтик 133
Шпангоут 133
Шпон 133
Шпатлевание 133
Шпигат 134
Шпилька 134
Шпиндель 135
Шпунтубель 135
Штевень 135
Штапик 135
Штап (штаб) 135
Штап (рубанок) 136
Штангенцúркуль 136
Штихель 136
Щ 137
Щит 137
Э 138
Электродвигатель 138
Электроинструмент 138
Электрический привод 139
Я 140
Ядро 140
ЛИТЕРАТУРА 141
А
Абразив
(фр. abrasif — шлифовальный, от лат. abradere — соскабливать)
материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов.
Автоматизация
Под автоматизацией производственных процессов понимают программное управление отдельными станками или группой станков и контроль над ними, причем исключается непосредственное участие человека. Автоматический станок или автоматическая линия работают по программе, заранее составленной и отлаженной инженером. Применение автоматизации в деревообрабатывающей промышленности повышает качество выпускаемой продукции и производительность труда, а также значительно улучшает условия труда рабочих. В деревообрабатывающем производстве автоматизация предполагает широкое использование полуавтоматов, автоматов, автоматических средств загрузки станков и автоматических линий.
Полуавтоматы — это станки, работающие в автоматическом цикле, для повторения которого необходимо вмешательство рабочего. Обычно на полуавтоматах рабочий вручную устанавливает, закрепляет и открепляет заготовку, включает подачу для осуществления рабочего цикла.
Станки-автоматы — это станки, на которых детали изготовляются без непосредственного участия рабочего. Оператор только периодически загружает магазины или питатели, замеряет и контролирует обработанные детали, подналаживает станок по мере его разрегулировки.
Современные станки-автоматы включают в себя систему числового программного управления (ЧПУ). Система определяет, когда и в каком порядке пользоваться инструментами, на каких режимах резания работать, как достичь требуемой точности формы и размеров обрабатываемой детали. Все эти «знания» станок с ЧПУ получает в виде входной информации-программы, записанной на программоносителе. В программе задаются размеры обработки и траектория движения инструмента относительно заготовки. Составляет программу технолог-программист на основании чертежа детали.
Новое универсальное средство автоматизации производственных процессов — манипуляторы и промышленные роботы.
Манипулятор — устройство, содержащее рабочий орган, который предназначен для выполнения загрузочно-разгрузочных операций и других рабочих функций человека, и управляемое оператором или действующее автоматически. В зависимости от метода управления манипуляторы бывают с ручным управлением, автоматически управляемые по программе без участия оператора и с комбинированным (автоматическим или ручным) управлением.
Промышленный робот (ПР) - автоматическая машина, представляющая собой совокупность манипулятора и перепрограммируемого устройства управления, предназначенная для выполнения функций человека при перемещении заготовок, готовых деталей или технологической оснастки.
В зависимости от выполняемых функций промышленные роботы подразделяются на вспомогательные (подъемно-транспортные), производственные (технологические) и универсальные. Функциональные возможности промышленных роботов во многом определяются типом системы программного управления и характером отработки программы.
Жестко программируемые ПР выполняют действия, предусмотренные программой, которая не корректируется при изменении внешних условий и среды. Адаптивные (самонастраивающие) ПР оснащены датчиками, получающими в процессе работы информацию об объектах и явлениях внешней среды и корректирующими на основе полученных сведений управляющую программу.
Гибко программируемые (интегральные) ПР формируют программу своих действий на основе поставленной цели и информации об объектах и явлениях внешней среды.
Автоматическая линия — комплекс основного, вспомогательного, транспортного оборудования и механизмов, обеспечивающий автоматическое базирование, закрепление, поворот и перемещение обрабатываемых деталей для выполнения технологических операций в требуемой последовательности и заданным ритмом без непосредственного участия человека. Функция рабочего — контроль работы оборудования и его своевременная поднастройка, а также обеспечение бесперебойной загрузки заготовок и выгрузки готовых деталей.
В единую автоматическую систему может быть объединено несколько автоматических линий последовательного или параллельного действия. Такие системы автоматических линий называются автоматическими участками.
Автоматические линии имеют высокую производительность и эффективны только при массовом производстве однотипных деталей.
В настоящее время в деревообработке увеличивается доля малосерийного и единичного производства. В этих условиях требуются принципиально новые методы и средства, на основе которых создают многоцелевые деревообрабатывающие станки (центры) и гибкие производственные системы.
Многоцелевые станки предназначены для выполнения большого числа различных технологических операций. Их оснащают системой программного управления и устройством автоматической смены инструмента. Характерной особенностью многоцелевых станков является быстрый автоматический переход на обработку деталей других типоразмеров без увеличения обслуживающего персонала. Объединяя многоцелевые станки в единый комплекс с управлением ЭВМ, получают гибкую производственную систему.
Если основные производственные процессы осуществляются на автоматических линиях и гибких производственных системах, то их совокупность образует автоматический цех или завод.
Адгезия
(от лат. adhaesio — прилипание)
прочность сцепления лакокрасочных покрытий с основными материалами
Аэрография
способ нанесения рисунка раствором красителя с помощью пневматического распылителя с диаметром сопла примерно 0,5 мм, давлением воздуха 0,2 МПа.
Асбосилит
Негорючий конструкционно-отделочный материал
Антисептирование
(лат. anti — против, septicus — гниение) (дезинфекция)
защита древесины, подверженной воздействию влаги, от биологического разрушения. В бытовых условиях наиболее часто применяют водорастворимые антисептики (фтористый натрий, кремнефтористый натрий, кремнефтористый аммоний, магний, цинк, железный купорос, хлористый цинк).
Б
Багет
фигурная планка с самым разнообразным профилем сечения. Служит для изготовления карнизов и рам, обрамляющих картины, зеркала.
Базирование
процесс сохранения ориентированного положения заготовки в станке на период её обработки. Для выполнения базирования в станках предусмотрены базирующие устройства:
Базирующие устройства
- предназначены для ориентирования обрабатываемой заготовки относительно установочных поверхностей машины, для обеспечения необходимого её положения при обработке
делятся на:
Столы
Направляющие линейки
Упоры
Зажимные устройства
Прижимные устройства
Бимс
(англ. beams, множественное число от beam — бревно, балка, перекладина), поперечная балка, связывающая бортовые ветви шпангоута
Бревна
круглые деловые сортименты, предназначенные для использования в круглом виде или в качестве сырья для выработки пиломатериалов,
Брус
п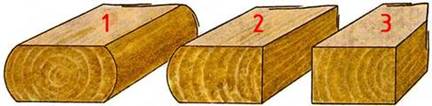 иломатериал
толщиной и шириной 100 мм и более,
прямоугольного сечения.
иломатериал
толщиной и шириной 100 мм и более,
прямоугольного сечения.
1 – двухкантный; 2 – трёхкантный; 3 - четырёхкантный
Брусок
- конструктивный элемент столярных изделий
П ростейшая
деталь…
ростейшая
деталь…
Узкая продольная сторона бруска называется кромкой (А), а продольная широкая — пластью (Б). Линия пересечения кромки с пластью называется ребром (В), а концевая поперечная сторона, образованная при торцовке под прямым углом — торцом (Г).
1 – чистообрезной 2 – с тупым обзолом 3 –
с острым обзолом
– чистообрезной 2 – с тупым обзолом 3 –
с острым обзолом
Буравчик
И нструмент
для высверливания
неглубоких отверстий в древесине твердых
пород под шурупы.
нструмент
для высверливания
неглубоких отверстий в древесине твердых
пород под шурупы.
В
Вайма
- устаревшее название приспособления или станка для сборки деревянных деталей в изделия.
- приспособление для зажима склеиваемых поверхностей. Старые сборочные устройства имели, как правило, ручные винтовые механизмы для сжатия деталей. В современных сборочных станках применяют механизмы с пневматическим, реже с гидравлическим или электрическим приводом.
В атервейс
атервейс
англ. waterways - водяной путь
- брус, на деревянной палубе судов, идущий вдоль борта и вокруг люков, рубок и др. надстроек. В-с делается всегда толще остальных палубных досок.
- углубление вдоль бортов судна на открытой палубе для сбора и удаления воды через систему шпигатов. Верхние палубы судов.
Винт
- (от нем. Gewinde — нарезка, резьба, через польск. gwint)
- крепёжное изделие в виде стержня с наружной резьбой на одном конце и конструктивным элементом, служащим для передачи крутящего момента, — на другом. Применяется для соединения или фиксации отдельных деревянных элементов.
Верстак
( от
нем. Werkstatt — мастерская)
от
нем. Werkstatt — мастерская)
р
 абочий
стол столяра.
абочий
стол столяра.
На верстачной доске вблизи её переднего ребра имеется ряд отверстий, предназначенных для установки деревянных или металлических упоров. Вдоль верстачной доски (с задней стороны) имеется лоток, в котором размещается мелкий инструмент, необходимый для работы.
Основание, или подверстачье, состоит из стоек, связанных между собой брусками. В некоторых верстаках в подверстачье оборудуется шкаф для хранения инструментов и материала.
Верстак используется для выполнения различных столярных работ. На нем можно обрабатывать доски, бруски, детали длиной до 3м и собирать отдельные элементы изделий. Верстак имеет длину 2200, высоту до 800 мм.
Передние тиски имеют зажимной винт и подкладочную доску и предназначены для зажима в них обрабатываемых элементов. Задние тиски с коробкой передвигаются с помощью винта. В гнёзда, имеющиеся в верстачной доске и в задней зажимной коробке, вставляются упоры, между которыми укладывается в горизонтальном положении обрабатываемый материал и посредством вращения винта задних тисков материал зажимается.
Г