

9.6. Покрытие таблеток оболочками
•В тех случаях, когда это предусматривает регламент, таблетки покрывают оболочками. Нанесение оболочек преследует следующие цели: придать таб-
183

Покрытия, наносимые на таблетки, в зависимости от их состава и способа нанесения можно разделить на три группы: дражированные, пленочные и прессованные.
Рис. 9.21. Линия дражировочных котлов.
9.6.1. Дражированные покрытия
Этот тип оболочек применяется с начала XX в. и до настоящего времени.
Процесс нанесения оболочек методом дражирова-ния (наращивания) осуществляется в дражировочных котлах — обдукторах. Обдуктор представляет собой вращающийся котел овальной (чаще всего эллиптической) формы, укрепленной на наклонном валу. Скорость вращения котла меняется в зависимости от хода технологического процесса (от 20 до 60 об/мин). Для получения таблеток с сахарным покрытием используются в основном открытые дражировочные котлы, а также автоматические линии, имеющие от 2 до 6 котлов (рис. 9.21).
Наполнение обдуктора таблетками должно быть оптимальным, его загрузка обычно составляет 'Д— '/б объема. При большей загрузке таблетки могут разрушаться под тяжестью вращающейся массы, при меньшей — истираться за счет интенсивного перемешивания внутри котла. Оболочкой покрывают обычно двояковыпуклые таблетки. Готовый продукт — таблетки, покрытые оболочкой, имеют красивую, овальной (или круглой) формы поверхность.
Процесс нанесения оболочек методом наращивания состоит из нескольких стадий: грунтовка (обволакивание), тестовка (наслаивание'), шлифовка (сгла-живание) и глянцевание. При этом используются следующие вспомогательные вещества: мука, магния карбонат основной (просеянные через сито с размером отверстий 0,2 мм), сироп сахарный (охлажден-
184
ный до температуры 20—25 °С и профильтрованный через сито с размером отверстий 0,12 мм), красители (тартразин, индиго, кислотный красный 2С и др.). Для глянцевания применяют массу, полученную сплавлением растительного масла, воска и парафина или специальную пасту, состоящую из воска, спермацета, бутилацетата и спирта бутилового.
Грунтовка. Эта обработка проводится с целью создания на таблетках широховатой поверхности — базисного слоя, на котором впоследствии легко нарастить другой слой, который будет хорошо держаться. Таблетки загружают в обдуктор и при вращении последнего (40 об/мин) увлажняют сиропом сахарным и равномерно обсыпают сначала мукой, а через 3— 4 мин магния карбонатом основным. После 25—30 мин в котел подают профильтрованный воздух, подогретый до температуры 40—50 °С. Масса высыхает через 30—40 мин. Операцию повторяют 2—3 раза.
Тестовка. Загрунтованные таблетки обливают тестообразной массой, состоящей из муки и сиропа сахарного (1 кг муки на 2 л сиропа), и обсыпают магния карбонатом основным. Затем подают горячий воздух на 30—40 мин. Операцию повторяют 2—3 раза. Далее наслаивают тесто из муки и сиропа (1 кг муки на 2 л сиропа). Эту операцию проводят до 14 раз. В последние порции добавляют краситель. Операцию заканчивают тогда, когда на таблетке образуется слой покрытия, увеличивающий ее массу в 2 раза.
Шлифовка. Сглаживание поверхностей, шероховатостей, небольших выступов и щербинок на поверх-
185
ности оболочек осуществляется во вращающемся об-дукторе небольшим количеством сиропа сахарного с добавлением 1 % желатина. Затем таблетки сушат в течение 30—40 мин.
Глянцевание. Массу для глянца небольшими порциями вносят во вращающийся котел. Для ускорения процесса прибавляют небольшое количество талька. Процесс глянцовки может быть проведен и в отдельном котле, внутренние стенки которого предварительно покрыты слоем массы для глянца или слоем воска. Покрытие таблеток оболочками вышеописанным способом отличается значительной трудоемкостью, длительностью (от 8 до 80 ч), трудностью механизации и автоматизации процесса.
Во ХНИХФИ разработана технология покрытия таблеток методом дражирования, основанная на использовании суспензии, содержащей как увлажнитель, так и порошкообразные вещества. Этот метод позволяет полностью автоматизировать процесс, сократить его до 10 ч, уменьшить энергозатраты и в конечном итоге снизить себестоимость продукции. Технологический процесс состоит из следующих основных стадий: приготовление суспензии, покрытие таблеток, глянцевание.
При приготовлении суспензии в воде комнатной температуры растворяют ПВП в концентрации 0,75 %.' На полученном растворе готовят сироп сахарный. После охлаждения до комнатной температуры, при постоянном перемешивании последовательно в сироп вносят 1 % аэросила (стабилизатор), 1 % титана диоксида (пигмент), до 14% магния карбоната основного и 1 % талька. В случае необходимости окрашивания покрытия краситель растворяют в воде до внесения ПВП.
Покрытие таблеток осуществляется в обдукторах, у отверстия которых устанавливается форсунка. Предварительно проводится обкатывание и обеспыливание таблеток во вращающемся котле (под вакуумом), либо с помощью обдувания воздухом. Затем на поверхность таблеток распыляется суспензия в количестве 4—5 % по отношению к массе покрываемых таблеток. После равномерного распределения суспензии на поверхности таблеток обкатка продолжается в течение 3—5 мин (без подачи воздуха), затем с подачей воздуха при температуре 40—45 °С в течение
186
2—4 мин. Чередование этих операций повторяют до получения таблеток заданной средней массы.
Для придания покрытым таблеткам блеска (глянцевание) во вращающийся котел вносят около 0,05 % массы, состоящей из воска, парафина жидкого и талька, и обкатка продолжается в течение 30—40 мин.
9.6.2. Пленочные покрытия
Пленочные покрытия создаются на таблетках пу тем нанесения раствора пленкообразующего вещества с последующим удалением раствсритрпя При этом на поверхности таолеток ооразуется тонкая (порядка 0,05—0,2 мм) оболочка. Пленочные покрытия в зави симости от растворимости принято делить на следую щие группы: водорастворимые, растворимые в желу- дочном соке, растворимые в кишечнике и нераство- римые покрытия! " ' ""
Водорастворимые покрытия улучшают внешний вид таблеток, корригируют их вкус и запах, защищают от механических повреждений, но не предохраняют от воздействия влаги воздуха. Водорастворимые оболочки образуют ПВП, МЦ, оксипропиленметилцеллю-лоза, ЫаКМЦ и др., наносимые на таблетки в виде водно-этанольных или водных растворов.
Покрытия, растворимые в желудочном соке, представляют собой пленки, которые надежно защищают таблетки от действия влаги, в то же время не препятствуют быстрому разрушению их в желудке (в течение 10—30 мин). К пленкообразователям этой группы относятся полимеры, имеющие в молекуле заместители основного характера, главным образом аминогруппы, например диэтиламинометилцеллюлоза, бен-зйламиноцеллюлоза, парааминобензоаты Сахаров и ацетилцеллюлозы и др. Покрытие таблеток осуществляется растворами указанных веществ в органических растворителях: этаноле, изопропаноле, ацетоне и др.
Покрытия, растворимые в кишечнике, обладают выраженным влагозащитным эффектом. Они локализуют лекарственное вещество в кишечнике, пролонгируя в определенной степени его действие. Варьируя различными полимерами и различной толщиной пленки, можно добиться распадения таблетки в определенном отделе кишечного тракта. Для получения покры-
187
тии, растворимых в кишечнике, применяют ацетил- фталилцеллюлозу, метафталилцеллюлозу, поливинил- ацетатфталат, фталаты декстрина, лактозы, маннита, сорбита, шеллака (природное высокомолекулярное соединение жироподобного характера) и др. За рубе жом широко используют сополимеры винилацетата с кислотами акриловой, метакриловой; смолы поли акриловые (Eudragit). На основе сополимеров али фатических эфиров кислот акриловой и метакриловой, например с кислотой акриловой или диметиламино- этилакрилатом, созданы лаковые покрытия, раство римые в желудке или кишечнике (Eudragit RS, RL фирмы «Rohm Pharma»). Пленкообразователи нано сят на таблетку в виде растворов в этаноле, изопро- паноле, этилацетате, ацетоне, толуоле или в смесях указанных растворителей. В Ленинградском химико- фармацевтическом институте разработана технология покрытия таблеток водно-аммиачным раствором шел лака и ацетилфталилцеллюлозы. Для улучшения ме ханических свойств пленок к ним часто добавляют пластификатор: диметилфталат, масло касторовое, диэтилстеарат и др. .
Нерастворимые покрытия представляют собой пленки с микропористой структурой. Создают их с помощью некоторых синтетических производных целлюлозы, в частности этилцеллюлозы и ацетилцеллюло-зы, которые наносят на таблетки в виде растворов в этаноле, изопропаноле, ацетоне, хлороформе, этил-ацетате, толуоле и др. Для увеличения прочности и эластичности оболочек в их состав добавляют пластификаторы: масло касторовое, мочевину, уретан, воски.
Механизм высвобождения лекарственного вещества из таблеток с нерастворимыми оболочками состоит в том, что пищеварительные соки могут быстро проникать сквозь поры оболочки и растворять^дейст-вующее вещество таблетки или вызывать его набухание. В первом случае растворенное вещество диффундирует через пленку в обратном направлении, во втором — происходит разрыв оболочки, после чего лекарственное вещество высвобождается обычным способом. Равномерное высвобождение вещества сквозь неповрежденную оболочку происходит независимо от состава, ферментного действия и значения рН содержимого желудочно-кишечного тракта. Оно
188
зависит только от растворимости и величины пор оболочки, которые могут быть модифицированы по желанию. Поэтому можно получать таблетки с заранее рассчитанной скоростью высвобождения лекарственного вещества.
9.6.2.1. Методы нанесения пленочных покрытий
Нанесение пленочных покрытий на таблетки осуществляется в дражировочных котлах, установках центробежного действия и в псевдоожиженном слое.
Метод нанесения покрытий в дражировочном котле. Данный метод прост, отличается высокой производительностью, позволяет получить на таблетках тонкое, равномерной толщины покрытие. Для нанесения покрытия двояковыпуклые таблетки загружаются в дражировочный котел, который в период работы вращается со скоростью 40—60 об/мин. Перед началом процесса покрытия с поверхности таблеток^удаляется пыль (с помощью воздушной струи, вакуума или отсеивания). Покрывающий раствор вводится в котел обычно путем многократного разбрызгивания (с помощью установленной у отверстия котла форсунки), так как отдельные слои оболочки слишком тонки и непрочны. После нанесения последнего слоя покрытия таблетки во вращающемся обдукторе обдуваются в течение 5—10 мин холодным воздухом, затем выгружаются и, если необходимо, досушиваются при комнатной температуре до полного удаления остатков растворителя.
Для нанесения пленочных покрытий на таблетки из растворов на основе органических растворителей применяется установка типа УЗЦ-25 (209), имеющая замкнутую систему улавливания и регенерации растворителя. Установка работает следующим образом (рис. 9.22). В дражировочный котел (6), вращающийся от привода (4), загружаются подлежащие покрытию таблетки. Система изолируется. В блоке (7), имеющем два аппарата с мешалкой, готовится покрывающий раствор. Система трубопроводов (3) заполняется азотом. На пульте управления (8) задаются параметры ведения процесса — температура осушающего воздуха, время распыления раствора; на дозирующем насосе — расход раствора. Вентилятором (13) азот подается в калорифер (12), где нагревает -
189
11
10 9
Инертный
газ Вакуум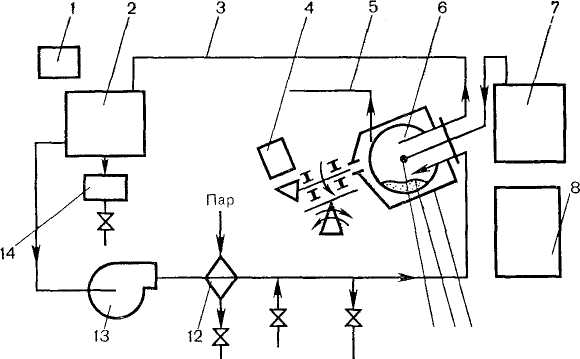
Рис. 9.22. Устройство установки типа УЗЦ-25 для покрытия таблеток (схема). Объяснение в тексте.
ся до заданной температуры, затем, входя в котел (6), омывает перемешиваемые таблетки (10), на которые с помощью распыливателя (11) наносится покрывающий раствор. Азот с парами растворителя поступает в конденсатор (2), где растворитель конденсируется и собирается в сборнике (14). При необходимости к конденсатору подключается водоох-лаждающая установка (1). Осушенный азот вновь поступает на вентилятор. Этот цикл повторяется многократно до полного покрытия таблеток. По окончании процесса производится разгерметизация кожуха дражировочного котла (9), для чего предварительно из системы с помощью вакуума удаляется азот с парами растворителя. Котел открывается, остаток парогазовой смеси удаляется из котла местным отсосом (5). Покрытые таблетки выгружаются путем наклона котла.
Масса таблеток, загружаемых в котел единовременно, составляет 25 кг. Продолжительность цикла — не более 4 ч. Покрытие наносится из этаноло-ацето-нового или ацетонового раствора.
Нанесение покрытий в псевдоожиженном слое. Дражировочные котлы имеют низкие показатели тепло- и массопереноса, поэтому при использовании вод-
190
ных растворов, процесс покрытия протекает медленно, что снижает производительность аппарата. Учитывая большую температуру парообразования и удельную теплоту испарения, покрытие водными растворами проводится, как правило, в псевдоожиженном слое, что позволяет за счет высокого коэффициента эффективной теплопроводности и теплопередачи от теплоносителя к покрываемым таблеткам значительно ускорить процесс.
Использование водных растворов полимеров имеет ряд неоспоримых преимуществ: отпадает необходимость в улавливании и регенерации растворителя; готовить водные растворы проще, они лучше распределяются по поверхности таблеток, их пленки более эластичны.
Для получения пленочных покрытий используют водные растворы оксипропилметилцеллюлозы, аммонийных солей шеллака и ацетилфталилцеллюлозы. Для увеличения адсорбции молекул пленкообразова-теля на границе раздела фаз таблетка —• раствор и для исключения проникновения влаги из раствора внутрь таблетки ее поверхности необходимо придать гидрофобность — нанести слой 1—2% растительного (подсолнечного) масла.
Для нанесения пленочных покрытий на таблетки из водных растворов в ЛНПО «Прогресс» разработан аппарат, принципиальная схема которого представлена на рис. 9.23.
Таблетки, подлежащие покрытию (9), загружаются в камеру (8), которая с помощью подъемника (4) устанавливается в аппарат. На пульте управления (2) задаются технологические параметры процесса (время покрытия, температура псевдоожижае-мого воздуха). На дозирующих насосах системы подачи и распыления покрывающего раствора (11), задается его расход. Аппарат герметизируется с помощью пневмоцилиндра уплотнения (5). Вентилятором (13) в аппарате создается разрежение, засасываемый из атмосферы воздух очищается в фильтре (14), затем нагревается в колорифере (12) и поступает в камеру, где псевдоожижает покрываемые таблетки. После этого воздух очищается от таблеточных крошек и пыли в фильтре (10) и выбрасывается в атмосферу. Через 1—2 мин включается система распыления покрывающего раствора (6), который нано-
191
10 13

Рис. 9.24. Принцип работы аппарата центробежного действия для нанесения покрытий. Объяснение в тексте.
Рис. 9.23. Принцип работы аппарата для нанесения покрытий на таблетки в кипящем слое из водных дисперсий полимеров. Объяснение в тексте.
сится в аппарате (3) на таблетки. Унос покрываемых таблеток предупреждается зонтом (7), который одновременно служит и для снятия с псевдоожиженных таблеток зарядов статистического электричества. По окончании процесса аппарат должен быть разгерметизирован при помощи пневмоцилиндра (5), камера покрытия опускается и выводится из аппарата. Покрытые таблетки выгружаются с помощью устройства (1).
Разовая загрузка таблеток, подлежащих покрытию, составляет 60 кг. Температура ожижающего воздуха— 18—75 °С. Время покрытия — до 3 ч. В аппарате могут покрываться таблетки диаметром 7—9 мм, при радиусах сферы 1,5; 1,1; 0,75.
Нанесение покрытий в установке центробежного действия. Этот процесс осуществляется движением обрабатываемых материалов тонким слоем по вра-
192
щающимся рабочим поверхностям (в поле центробежных сил). Существенными преимуществами их является большая поверхность контакта смешиваемых фаз и низкие удельные энергетические затраты. Принцип работы и устройство центробежного действия представлены на рис. 9.24. Устройство содержит корпус (1) с загрузочным (2) и разгрузочным (3) приспособлениями, патрубки (4) и (5) для подачи и вывода теплоносителя. Внутри корпуса под загрузочным приспособлением (2) на вертикальном валу (6), соединенном с приводом (7), расположен перфорированный приемник в виде усеченного конуса, помещенного внутрь ванны (9). Последняя соединена с расположенным снаружи корпуса сообщающимся резервуаром (10). Таблетки, покрываемые оболочкой, загружают в специальное приспособление (2), откуда они свободно попадают в перфорированный приемник (8), где поддерживается заданный уровень покрывающего раствора, поступающего из резервуа-
193
7—.9-12
pa (10) в ванну (9). Под действием центробежной силы таблетки после погружения в раствор вместе с жидкостью поднимаются по наклонным стенкам приемника и выбрасываются из него. Между корпусом и ванной происходит подсушка таблеток в потоке теплоносителя.
Пленочные покрытия являются наиболее перспективными. Они незначительно (на 3—5%) увеличивают массу таблеток, более выгодны экономически, позволяют получить качественную продукцию, улучшают санитарно-гигиенические условия производства. Отечественная промышленность выпускает таблетки с пленочной оболочкой (ПАСК-натрий, кислота глюта-миновая, антибиотики тетрациклинового ряда и др.).