

Лекция 3. Резание металлов.
10.5.2. Режущий инструмент
Расточные резцы, используемые на универсальных токарно-винторезных станках (рис. 10.27, а), имеют призматическое тело с утоньшением на конус и отогнутую головку, которая может выполняться целиком из быстрорежущей стали или с напаянной твердосплавной пластиной.
Для расточных станков применяются специальные расточные резцы прямоугольного (рис. 10.27, б) или круглого (рис. 10.27, в) сечения стержня.
Для расточки отверстий диаметром 3–12 мм применяют цельные твердосплавные расточные резцы (рис. 10.27, г), выполненные из стального корпуса 2 и твердосплавной рабочей части 1, которая впаяна в отверстие корпуса.
Резцы выпускаются трех типов:
тип 1 – для координатно-расточных станков;
тип 2 – для токарных автоматов;
тип 3 – для токарных станков.
Резцы первых двух типов имеют цилиндрический хвостовик. Резцы третьего типа имеют квадратный хвостовик сечением 12×12 мм.
В общем случае расточные резцы выпускаются с режущей кромкой, расположенной выше оси корпуса (рис. 10.27, д), или с режущей кромкой, отогнутой вниз (рис. 10.27, е), – виброустойчивые резцы. При деформации тонкой цилиндрической рабочей части резца она отгибается вниз. При расположении вершины резца выше оси корпуса она врезается в обрабатываемую поверхность (+δ), при расположении ниже оси корпуса – отжимается от обрабатываемой поверхности (–δ). В первом случае вибрации резца будут увеличиваться, во втором – уменьшаться. Виброустойчивый резец может иметь большее сечение, чем обычный, за счет более благоприятного его расположения в растачиваемом отверстии. При этом жесткость резца шестикратно увеличивается.
Для растачивания отверстий диаметром свыше 20 мм применяют пластинчатые резцы (рис. 10.27, ж). Различают однолезвийные и двухлезвийные пластинчатые резцы. Однолезвийные резцы более универсальны: ими можно растачивать отверстия различных диаметров. Двухлезвийные – специальные резцы, их изготавливают по размеру растачиваемого отверстия.
При обработке отверстий диаметром более 40 мм применяются сборные расточные блоки (рис. 10.27, з). В пазах корпуса 2 устанавливается расточный резец 1, который регулируется на требуемый размер винтом 4 и закрепляется винтом 3.
Обработку отверстий диаметром 130–225 мм ведут расточными головками (рис. 10.27, и). Подрезные резцы головки предварительно устанавливаются по диаметру и торцу, что позволяет обрабатывать как образующую, так и торец отверстия.

Рис. 10.27. Расточные инструменты: а – резец для универсального токарно-винто-резного станка; б, в – резцы для специальных расточных станков; г – цельный твердосплавный резец: 1 – тело резца; 2 – головка резца; д – изгиб обычного резца; е – изгиб виброустойчивого резца; ж – пластинчатый резец; з – расточный блок: 1 – рабочая часть; 2 – корпус; 3, 4 – винты; и – расточная головка; k – изгиб резца; δ – врезание резца в обработанную поверхность; Lг − длина головки резца; Lт − длина тела резца
10.5.3. Технологическая оснастка, применяемая при растачивании
Заготовки на столе расточного станка устанавливают с помощью различных универсальных приспособлений: прижимных планок, станочных болтов со срезанной головкой, угольников, призм. Для повышения точности обработки отверстий расточный инструмент направляют по оси обрабатываемого отверстия с помощью направляющих (кондукторных втулок). При обработке отверстий, ось которых не перпендикулярна наружной поверхности, применение кондукторных втулок обязательно.
Режущий инструмент устанавливают в консольных (рис. 10.28, а) или двухопорных (рис. 10.28, б) оправках, патронах и т. п.
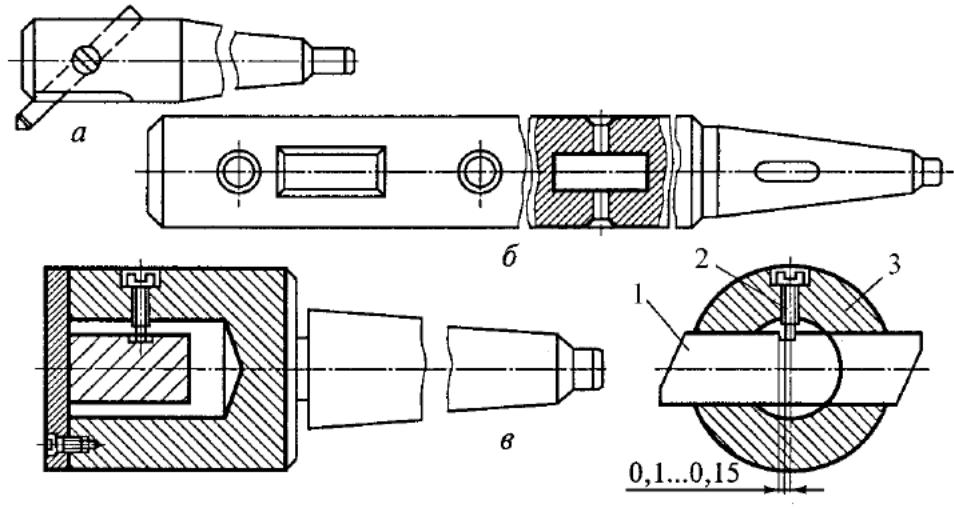
Рис. 10.28. Технологическая оснастка, применяемая при растачивании:
а – консольная оправка; б – двухопорная оправка; в – специальная оправка: 1 – пластина; 2 – винт; 3 – корпус
Использование оправок вызвано тем, что шпиндели расточных станков не приспособлены для непосредственного закрепления режущего инструмента. В консольных оправках закрепляют один или два расточных резца для обработки коротких или глухих отверстий. При обработке длинных, сквозных отверстий используются двухопорные оправки. Для растачивания отверстий, расположенных на большом удалении от торца планшайбы расточного станка, или для растачивания нескольких соосно расположенных отверстий используют удлиненные двухопорные оправки. Пластинчатые развертки устанавливают в специальных оправках (рис. 10.28, в). Пластину 1 устанавливают в гнездо корпуса 3 оправки и зажимают винтом 2. Наличие зазора между пазом пластины и винтом позволяет развертке самоустанавливаться по обработанной поверхности.