

X I Рубка металла по разметке на плите:
деталь устанавливают на плите, наковальне или рельсе;
42
мелом отмечаются места рубки;
зубило устанавливают вертикально на риску и разрубают деталь;
толстый листовой металл детали прорубают на половину толщины с обеих сторон;
при рубке круглой заготовки ее необходимо поворачивать после каждого удара;
вырубание заготовок производят по разметке или по перемычкам отверстий заготовки.
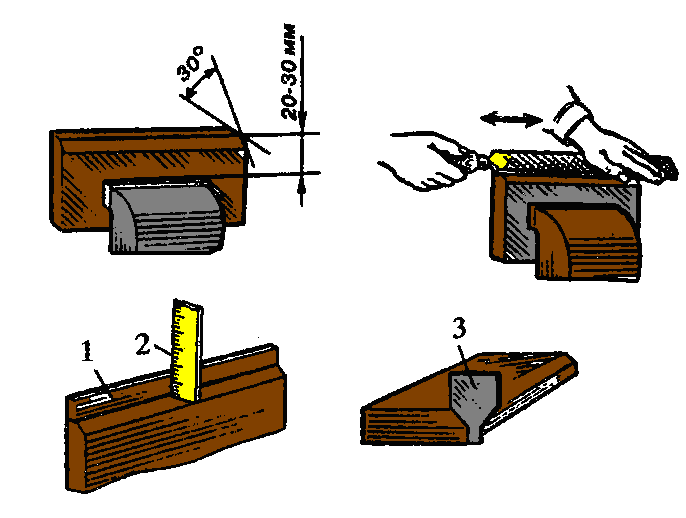
X II Подготовка металла под сварку с отбортовкой кромок:
чертилкой намечается линия гибки;
деталь устанавливают в тисках так, чтобы разметочная
риска выходила за губку тисков;
тупо заточенным зубилом подгибают кромку мягкими
ударами молотка;
окончательную гибку завершают молотком по подогнутым
кромкам до загиба кромки на угол 90º.
X III Подготовка металла под сварку с разделкой кромок:
деталь размечают под разделку кромок по заданным размерам;
устанавливают в тиски и зубилом срубают кромку по разметке;
размеры после снятия кромок проверяют шаблоном.
XIV Опиливание напильником кромок при подготовке деталей
под сварку:
п
 одготовленные
детали после обработки кромок зубилом
одготовленные
детали после обработки кромок зубилом
обрабатываются напильником;
после опиливания кромок их размеры проверяются линейкой
или шаблоном.
X V Очистка кромок деталей перед сваркой:
очистка от ржавчины, масла, краски и других загрязнений
производится металлической щеткой по ширине кромки (15-20мм);
деталь размещают в тисках или на верстаке и зачищают кромки
до металлического блеска;
очистку кромок пламенем горелки производят для удаления окалины,
а оставшиеся загрязнения удаляют металлической щеткой.
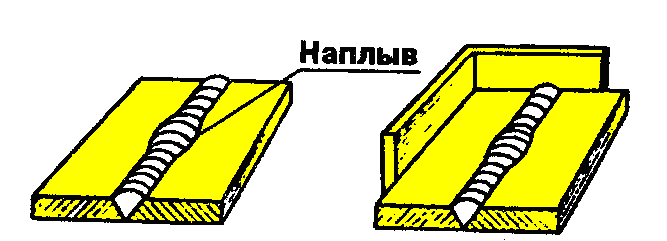
XVI Разделка участков сварных швов с дефектами под
последующую заварку:
р
 азмечается
участок вокруг трещины для вырубки
канавки;
азмечается
участок вокруг трещины для вырубки
канавки;п
 росверливаются
отверстия по концам трещины на глубину
залегания трещины;
росверливаются
отверстия по концам трещины на глубину
залегания трещины;вырубается канавка крейцмейселем-канавачником;
сваренную деталь размещают на столе сварщика;
крейцмейселем снимают наплыв металла шва таким образом, чтобы проверить наличие непровара кромки детали под дефектом.
Сборка изделий под сварку
Трудоемкость сборки изделий под сварку достигает 30% общей трудоемкости изготовления. Для сокращения трудоемкости сборки применяются различные приспособления, специальные инструменты, шаблоны.
Процесс сборки сварного изделия состоит из последовательных операций. Прежде всего необходимо подать детали к месту сборки. Затем необходимо установить эти детали в сборочном приспособлении в определенном положении. В этом положении детали должны быть закреплены, после чего их сваривают.
Основные требования к сборочно-сварочным приспособлениям, они должны:
¶ обеспечивать доступность мест установок деталей, рукояток фиксирующих и зажимных устройств,
43
мест прихваток и сварки;
¶ быть достаточно прочными и жесткими;
¶ обеспечить точность закрепления детали в нужном положении и препятствовать деформациям во время сварки;
¶ обеспечивать наивыгоднейший порядок сборки и сварки, свободный доступ для проверки размеров;
¶ обеспечивать безопасность сборочных и сварочных работ.
Размещение свариваемых деталей в приспособлении осуществляется по правилам базирования.
Базирование – это размещение детали в приспособлении таким образом, чтобы поверхности детали опирались на установочные поверхности приспособления.
 Базирование призматической детали
по плоскости
Базирование призматической детали
по плоскости
1,2,3- точки опоры детали на установочные плоскости
(поверхности приспособления;
1,5 – точки опоры детали на направляющей плоскости;
6 – точка опоры детали на опорной плоскости
Собранные детали и узлы соединяют сначала прихватками. Сварочными прихватками называются короткие швы с поперечным сечением до одной трети поперечного сечения полного шва. Длина прихватки может составлять от 20 до 100мм в зависимости от толщины свариваемых листов и общей длины шва. Расстояние между прихватками – 500-1000мм в зависимости от длины шва.
Контроль собранных под сварку изделий осуществляется в основном по сопрягаемым и габаритным размерам. Проверку размеров осуществляют металлическими рулетками, линейками или шаблонами. Контроль изделий после сварки осуществляют по техническим условиям на свариваемое изделие, в котором указаны требования к качеству сварных швов и их размерам.
Последовательность выполнения ручной дуговой сварки
 Правильное поддержание дуги и ее
Правильное поддержание дуги и ее
перемещение являются залогом
качественной сварки. Слишком длинная
дуга способствует окислению расплавлен
ного металла, разбрызгивает его капли и
создает пористую структуру шва.
Красивый, ровный и качественный шов
получается при правильном выборе
длины дуги и равномерном ее перемеще-
нии, которые может происходить в трех
основных направлениях.
Поступательное движение сварочной
дуги происходит по оси электрода.
Поддерживается необходимая длина дуги
которая зависит от скорости плавления
электрода. По мере плавления электрода
его длина уменьшается, а расстояние
между электродом и сварочной ванной
увеличивается. Электрод следует продви-
гать вдоль оси, поддерживая постоянной
длину дуги.
Продольное перемещение электрода
вдоль оси свариваемого шва формирует
ниточный сварочный валик, толщина
которого зависит от диаметра электрода
и скорости его перемещения. Ширина
44
ниточного сварочного валика бывает на 2-3мм больше диаметра электрода.
Поперечное движение электрода позволяет получить необходимую ширину шва. Ширина шва составляет 1,5-5,0 диаметров электрода.
Порядок заполнения шва по сечению и длине
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на уровень внутренних напряжений и деформаций в массиве шва.
Швы бывают:
¶ короткие - длина которых не превышает 300мм и которые заполняют за один проход – от начала шва
до его конца;
¶ средние - длиной 300-1000мм, заполняемые обратноступенчатым методом или от середины к концам;
¶ длинные – свыше 1000мм.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы.
Если число накладываемых слоев равно числу проходов, шов называют многослойным; если некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными.
Для уменьшения напряжения и деформаций применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «горкой» или «каскадным методами».
Сварка «горкой»
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200-300мм. После этого первый слой перекрывают вторым длиной на 200-300мм больше, чем первый. Точно также накладывают третий слой, перекрывая второй на 200-300мм. Так продолжают заполнение до тех пор, пока число слоев первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний на 200-300мм. Если первый слой прокладывался не в начале шва, а в его средней части, то «горку» формируют последовательно в обоих направлениях. Формируя горку, последовательно заполняют весь шов.
«Каскадный метод»
 «Каскадный метод» заполнения шва по
существу является той же «горкой», но
его выполняют в несколько другой
последовательности. Для этого детали
соединяют между собой «на прихватках»
или в специальных приспособлениях.
Прокладывают первый слой, а затем,
отступив от первого слоя на 200-300мм,
прокладывают второй слой, захватывая
зону первого. Продолжая в той же
последовательности, заполняют весь
шов.
«Каскадный метод» заполнения шва по
существу является той же «горкой», но
его выполняют в несколько другой
последовательности. Для этого детали
соединяют между собой «на прихватках»
или в специальных приспособлениях.
Прокладывают первый слой, а затем,
отступив от первого слоя на 200-300мм,
прокладывают второй слой, захватывая
зону первого. Продолжая в той же
последовательности, заполняют весь
шов.
Способы повышения производительности сварки