

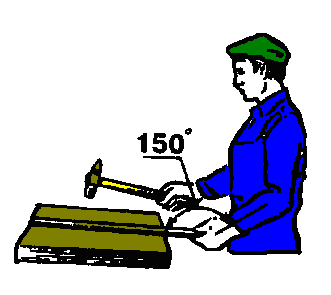
I Правка полосы и листа:
б
 ерется
деталь и «на глаз» определяется ее
кривизна или выпуклость;
ерется
деталь и «на глаз» определяется ее
кривизна или выпуклость;м
 елом
отмечаются границы дефектов;
елом
отмечаются границы дефектов;деталь кладется на правильную плиту, и молотками наносятся удары
от края к середине выпуклости до полного прилегания поверхности
 детали к поверхности плиты.
детали к поверхности плиты.
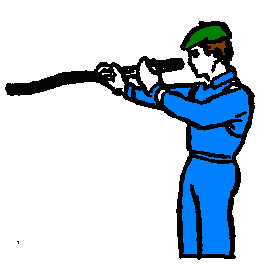
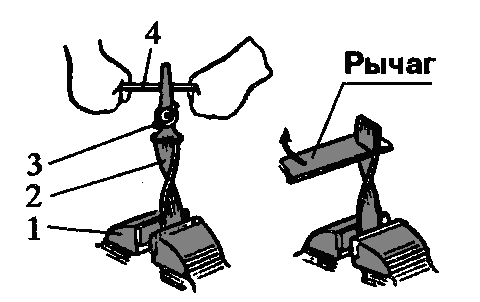
II Правка полосы с изгибом в виде спирали:
один конец заготовки зажимается в тиски,
второй – в ручные тисочки; 1-тиски; 2- заготовка;
рычагом полоса раскручивается до 3-ручные тисочки;4-рычаг
ее выправления.
III Гибка деталей из полосового металла:
р
 азмечается
линия гибки;
азмечается
линия гибки;деталь устанавливается в тиски 1-тиски; 2-подложка;
с оправкой и подложкой; 3- оправка; 4-деталь
ударами молотка деталь загибают
на угол 90º или на другой заданный угол.
IV Гибка труб в холодном и горячем состоянии:
гибочную оправку закрепляют к верстаку скобами с двух сторон;
трубу вставляют в желоб оправки и под хомут;
плавно нажимая руками, свободный конец трубы сгибают по шаблону;
41
при гибке трубы в нагретом (горячем состоянии) место изгиба трубы размечается мелом по шаблону;
один конец трубы закрывается заглушкой, труба заполняется песком (сухим, просеянным через сито);
второй конец трубы завивается заглушкой с отверстием для выхода газов;
труба вставляется в приспособление, нагревается пламенем горелки и изгибается по копиру.
V Гибка трубы в приспособлениях:
труба вставляется в приспособление между подвижным роликом и роликом-шаблоном так, чтобы конец трубы вошел в хомутик;
плавно нажимая рукоятку, поворачивают скобу вокруг неподвижного ролика-шаблона до тех пор, пока труба не изогнется на нужный угол.
VI Разметка по шаблону:
пластина, покрытая меловым раствором, кладется на разметочную плиту;
н
 а
пластину накладывается шаблон;
1-пластина; 2-разметочная
плита;
а
пластину накладывается шаблон;
1-пластина; 2-разметочная
плита;
чертилкой прочерчивается по контору 3-шаблон; 4-чертилка
ш аблона
риска.
аблона
риска.
VII Разметка по угольнику:
угольник накладывается на размеченную поверхность детали;
чертилкой наносятся риски в соответствии с чертежом детали;
угольник передвигается вдоль обработанной стороны.
V
 III
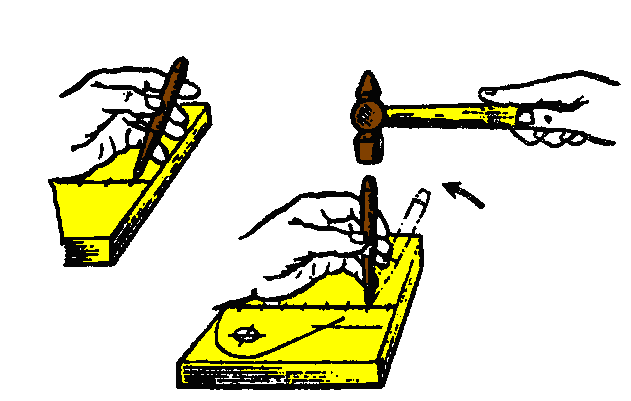
Кернение:
III
Кернение:
берется кернер и острым концом устанавливается
в центр разметочной риски;
поставить кернер необходимо вертикально и затем
нанести мягкий удар молотком.
I
 X
Резка металла ножовочным полотном:
X
Резка металла ножовочным полотном:
чертилкой или мелом наносятся линии реза;
детали закрепляются в тисках;
напильником делается пропил глубиной 1-1,5мм;
ножовочный станок устанавливается полотном
в пропил и производится резка;
 при
резке тонколистового металла полотно
ножовки устанавливают под углом 90º по
отношению к корпусу станка ножовки.
при
резке тонколистового металла полотно
ножовки устанавливают под углом 90º по
отношению к корпусу станка ножовки.
X Резка трубы труборезом:
отмечается мелом место резания по окружности трубы;
трубу устанавливают в прижиме между угловой выемкой
основания прижима и сухарем, вращая рукоятку с винтом;
подводится труборез к месту разрезания;
подвижный ролик подводится до соприкосновения
со стенками трубы вращением рукоятки трубореза 1-труба; 2-прижим; 3-рукоятка; 4-винт;
по часовой стрелке; 5-сухарь; 6-подвижный ролик; 7-рукоятка
труборезом делают один оборот вокруг трубы; трубореза; 8-труборез
подвинув рукоятку трубореза на ¼ оборота по часовой стрелке, вращают труборез и прорезают на пол-оборота;
п
 осле
каждого вращения трубореза на пол-оборота
рукоятку трубореза подворачивают на
¼ оборота и так до полного отрезания
трубы;
осле
каждого вращения трубореза на пол-оборота
рукоятку трубореза подворачивают на
¼ оборота и так до полного отрезания
трубы;место реза смазывают маслом для охлаждения режущих кромок роликов.