

I Трещины
Трещины являются наиболее опасными дефектами сварных соединений. Трещины могут возникать и в металле шва, и в околошовной зоне. Под действием остаточных напряжений или рабочей нагрузки трещины способны распространяться с огромной скоростью.
Классификация трещин:
по размерам – на микроскопические и макроскопические;
по расположению – на продольные и поперечные;
по температуре возникновения – на горячие и холодные (при температуре 100-200ºС и при комнатной температуре);
по времени образования – в процессе сварки и после нее.
Образованию трещин способствует повышенное содержание углерода в расплавленном металле.
Причинами образования трещин чаще всего являются несоблюдение технологии и режимов сварки.
Поверхностные трещины в сварных конструкциях устраняются в следующем порядке:
сначала засверливают концы трещины, чтобы она не распространялась дальше по шву;
затем трещину полностью вырубают и заваривают.


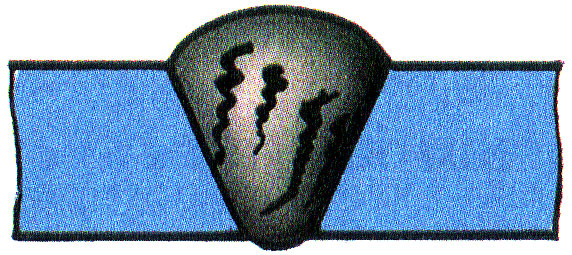
Трещины в сварном шве


продольная холодная трещина
горячая трещина в околошовной зоне


96
II Подрезы
Подрезами называются углубления (канавки) в местах перехода основного металла к металлу сварного шва.
Подрезы являются наиболее часто встречающимся дефектами. Приводят к ослаблению сечения основного металла и местной концентрации напряжений под влиянием рабочих нагрузок.
Подрезы часто образуются при сваривании горизонтальных швов на вертикальной плоскости.
Устраняются подрезы наплавкой тонких (ниточных) швов электродами малого диаметра.




III Наплывы
Наплывами называются дефекты сварных соединений, возникающие в случаях, когда жидкий металл шва натекает на основной металл, но с ним не соединяется.

 Причинами образования наплывов могут
быть:
Причинами образования наплывов могут
быть:
недостаточный прогрев основного металла;
заниженное напряжение дуги;
слой окалины на свариваемых кромках;
излишнее количество присадочного металла.
Наплывы срубают, проверяя, нет ли в этих местах непровара.


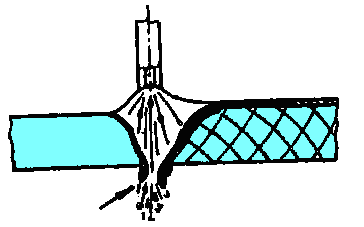
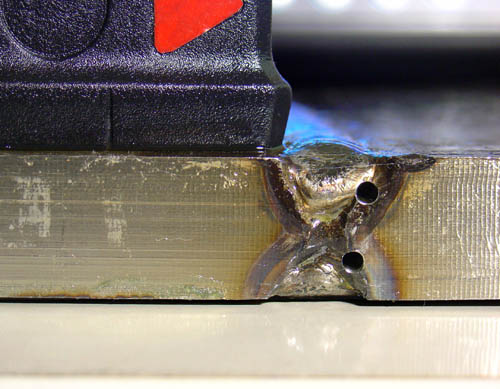
IV Прожог
Прожогами называются дефекты, проявляющиеся в том, что жидкий металл вытекает через сквозное отверстие в сварочном шве.
Причинами образования прожогов являются:
з
 авышенный
сварочный ток или повышенная мощность
сварочного пламени;
авышенный
сварочный ток или повышенная мощность
сварочного пламени;недостаточная скорость сварки;
слишком большой зазор между свариваемыми кромками;
недостаточное притупление кромок;
недостаточная толщина подкладки или ее неплотное прилегание к основному металлу.
Прожоги исправляют путем их вырубки, зачистки дефектных мест и заваривания.


97