

I Сварка нагретым газом
 Свариваемые кромки детали и присадочный
материал нагревают до температуры
сварки струей горячего воздуха или
газа. Для нагрева воздуха (газа) используют
электронагреватели или газовые горелки.
Присадочный пруток вдавливают в разделку
шва; нагретые слои материала слипаются
и присадочный пруток образует сварочный
шов. При сварке толстого материала в
разделку шва последовательно укладывают
несколько нагретых присадочных прутков.
Свариваемые кромки детали и присадочный
материал нагревают до температуры
сварки струей горячего воздуха или
газа. Для нагрева воздуха (газа) используют
электронагреватели или газовые горелки.
Присадочный пруток вдавливают в разделку
шва; нагретые слои материала слипаются
и присадочный пруток образует сварочный
шов. При сварке толстого материала в
разделку шва последовательно укладывают
несколько нагретых присадочных прутков.
Сварку без скоса кромок применяют для соединения листов толщиной не менее 4мм.
88
Полиэтилен и полистирол при сварке нагревают до температуры не выше 160…180º. Присадочным материалом служат прутки сечением 7…12мм².


II Сварка контактным нагревом
При этом способе свариваемые поверхности нагревают с помощью электронагревателя; доводят их до вязкотекучего состояния; затем нагревательный элемент удаляют, а свариваемые поверхности соединяют сдавливанием.
Контактная стыковая сварка пластмассовых труб Устройство для центровки труб
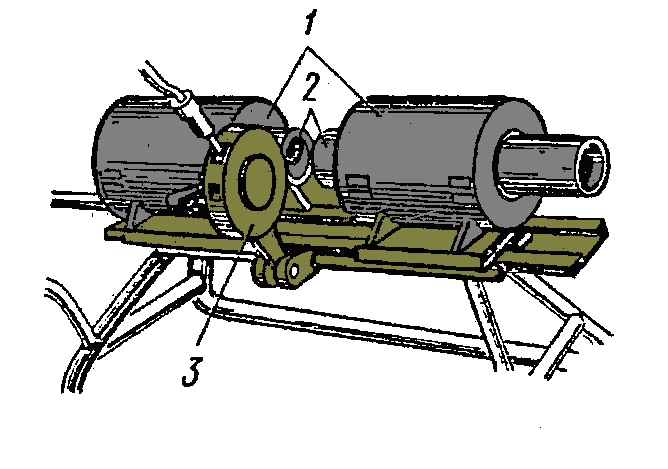


механизированная ручная
1-зажимы; 2-трубы; 3-нагревательный элемент; 4-блок питания 1-рычаги; 2-зажимы
Технологическая последовательность соединения пластмассовых труб
 контактной
стыковой сваркой
контактной
стыковой сваркой
а- введение нагревательного элемента; б- оплавление концов
труб; в- удаление нагревательного элемента; г- соединение
(осадка) труб;
1-трубы; 2-нагревательный элемент; 3-валик из расплавленного
 материала; 4-сварной шов
материала; 4-сварной шов
а б в г

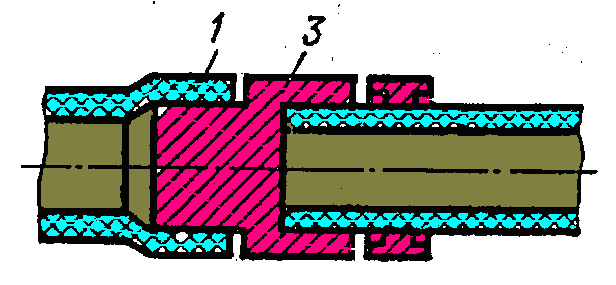
Контактная раструбная сварка

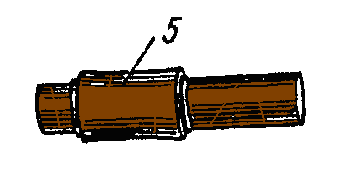
в муфту в раструб
в литой тройник 1-раструб; 2-нагревательный элемент; 3-гладкий конец; 4-тройник; 5- муфта
89
Технологическая последовательность контактной раструбной сварки

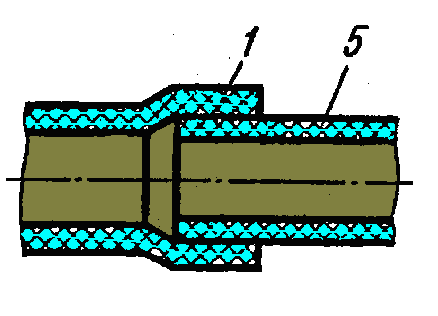
введение нагревательного элемента оплавление концов труб соединение труб
1-раструб; 2-дорн; 3-нагревательный элемент; 4-гильза; 5-гладкий конец; 6-хомут
III Сварка токами высокой частоты
 Свариваемые детали
нагревают в высокочастотном электрическом
поле. После
Свариваемые детали
нагревают в высокочастотном электрическом
поле. После
разогрева кромок до пластического состояния их сдавливают для получения
прочного соединения.
Нахлесточные соединения можно сваривать без скоса и со скосом кромок под
углом 45º. Ширина шва 2 – 4мм. Скорость сварки достигает 3м/мин.
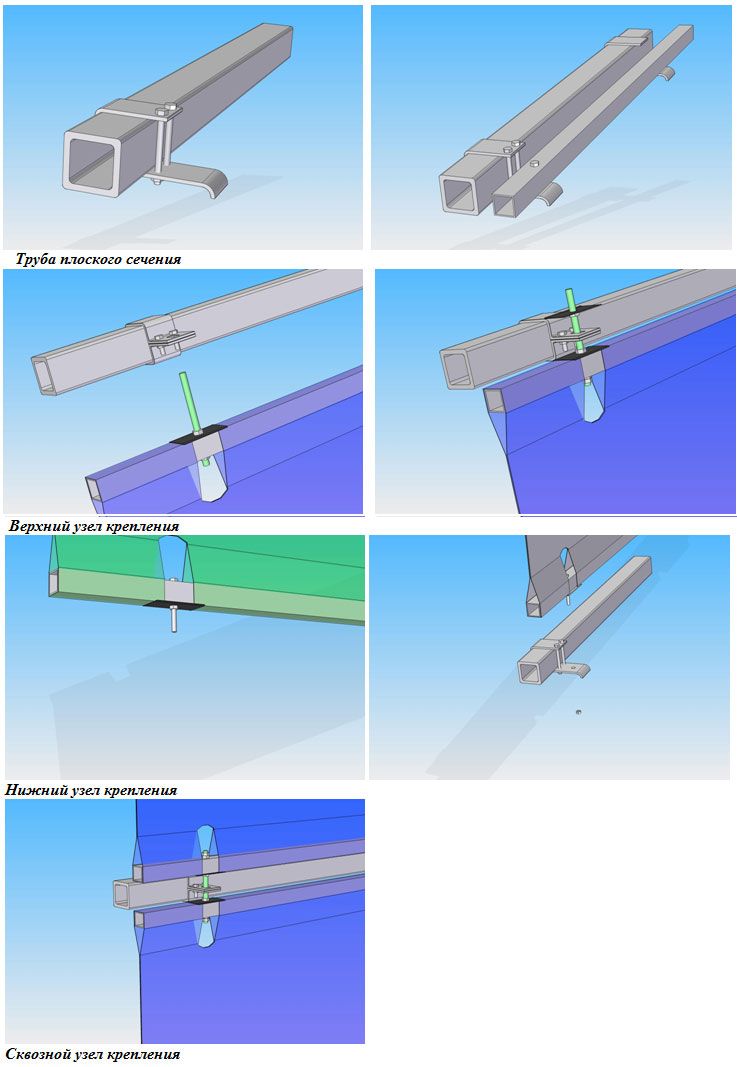
Труба плоского сечения Верхний узел крепления
90
Нижний узел крепления Сквозной узел крепления