

12. Настроювання ділильних головок для виконання різних видів робіт
Метод безпосереднього ділення. Для настроювання УДГ при безпосередньому методі ділення (рис.10) необхідно вивести черв’як а із зачеплення з черв’ячним колесом zч.к., встановити фіксатор Ф1 ділильного диска Д1, що закріплений на шпинделі ділильної головки.
Використовуючи ділильний ряд (коло) із 24 отворами можна поділити деталь, яка обробляється, на 2, 3, 4, 6, 8, 12 і 24 частини. Якщо використати ряд із 30 отворами, то додатково отримаємо ділення на 5, 10, 15 і 30 частин, по ряду із 36 отворами – на 2, 18 і 36 частин. Ділення на 2, 3 і 6 частин можна виконати, використовуючи будь-який ряд отворів.
Розрахунок повороту шпинделя головки виконують за формулою
![]() ,
,
де k – число отворів (кроків) ділильного ряду, на яке потрібно повернути ділильний диск відносно фіксатора;
К – повне число отворів ділильного ряду;
z – задане число частин, на яке потрібно поділити коло.
Метод простого ділення. Для ділення цим методом (рис.11) черв’як має знаходитись в зачепленні із черв’ячним колесом zч.к., гітара змінних коліс, яка зв’язує шпиндель із валом, вимкнена або знята, а ділильний диск Д2 - нерухомо зафіксований упором У.
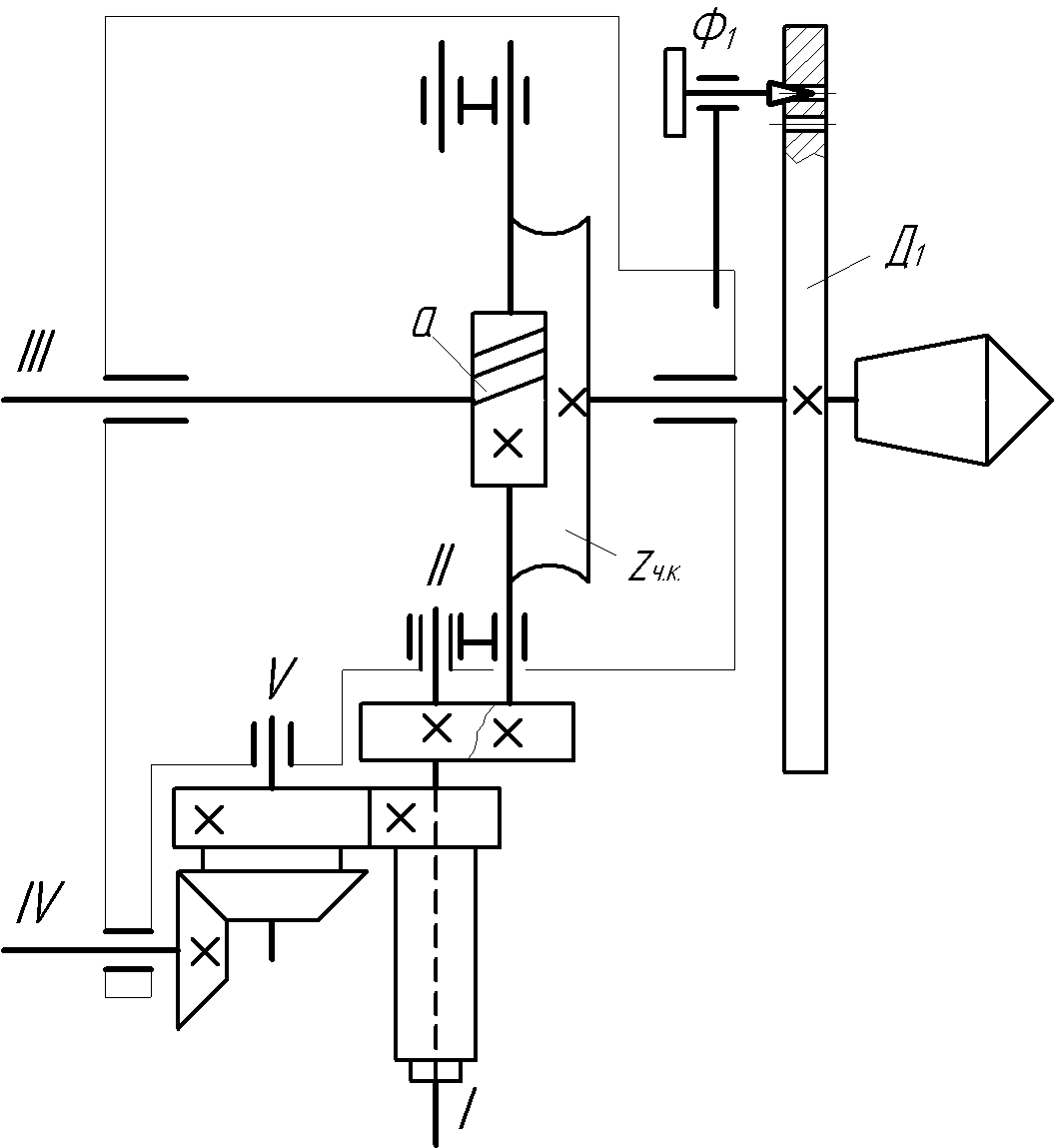
Рис. 10 Схема настроювання ділильної головки при безпосередньому діленні
Ділення виконують поворотом рукоятки Р із фіксатором Ф2 відносно нерухомого ділильного диска Д2, який має декілька ділильних рядів отворів, розміщених по колу. Методом простого ділення можна поділити на будь-яке число частин, що менше 50. Якщо потрібно точно поділити на більше число частин, то даний метод можна використати лише у випадку, коли число частин z при скороченні із характеристикою головки N дає неправильний дріб, чисельник якого менший, або рівний 50. Так як числа зубів шестерень z1 і z2 рівні, необхідне число повних поворотів рукоятки n визначають за формулою
![]() .
.
Наприклад, для ділення на 34 частини маємо
![]() .
.
Це означає, що рукоятку Р потрібно повернути на один повний оберт та іще додатково на 3/17 обороту. Дробову частину повороту рукоятки відраховують по ділильному диску Д2, переставляючи кожен раз фіксатор Ф2 по колу із 17 отворами на три кроки.
Якщо не вдається підібрати коло із потрібним числом отворів, то дробову частину отриманого числа слід перетворити так, щоб знаменник став рівний числу отворів одного із кіл на ділильному диску.
Наприклад,
![]() .
.
Далі потрібно з допомогою упора У зафіксувати ділильний диск, ввести в зачеплення черв’як із черв’ячною шестернею і встановити ручку-фіксатор Ф2 на коло із потрібним числом отворів. Для зручності підрахунку потрібного числа кроків по відповідному колу слів використовувати розсувні ніжки обмежувального сектора.
Метод диференційного ділення. Метод використовують у випадках, коли не вдається підібрати коло із потрібним числом отворів на ділильному диску, тобто, неможливо ділення виконати простим методом.
Для ділення диференційним методом (рис.12) черв’як а ділильної головки вводять в зачеплення із черв’ячним колесом zч.к., упор У відводиться назад, звільняючи ділильний диск Д2, а шпиндель ІІІ зв’язується із валом IV змінними зубчастими колесами a, b, c і d.
Число повних обертів рукоятки Р визначають в таких же спосіб, як і при простому діленні, але не для заданого числа частин z, а для достатньо близького до нього числа zx, для якого є прийнятним просте ділення. Для компенсації отриманої при такій заміні похибки необхідно підібрати такий комплект змінних коліс диференціальної гітари a, b, c і d, щоби диск Д2 повернувся в потрібному напрямі на величину допущеної кутової похибки повороту рукоятки Р.
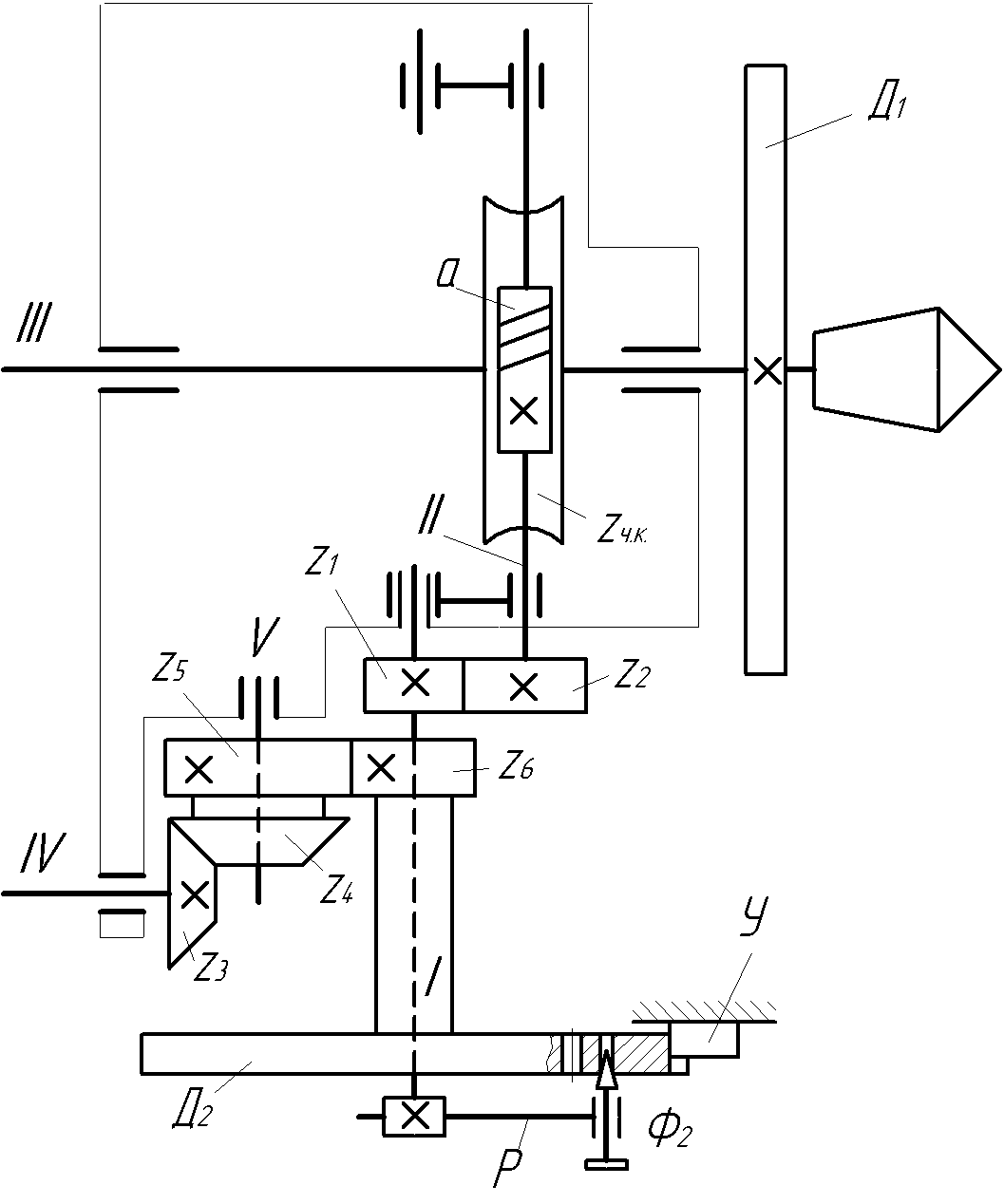
Рис. 11 Схема настроювання ділильної головки при простому діленні
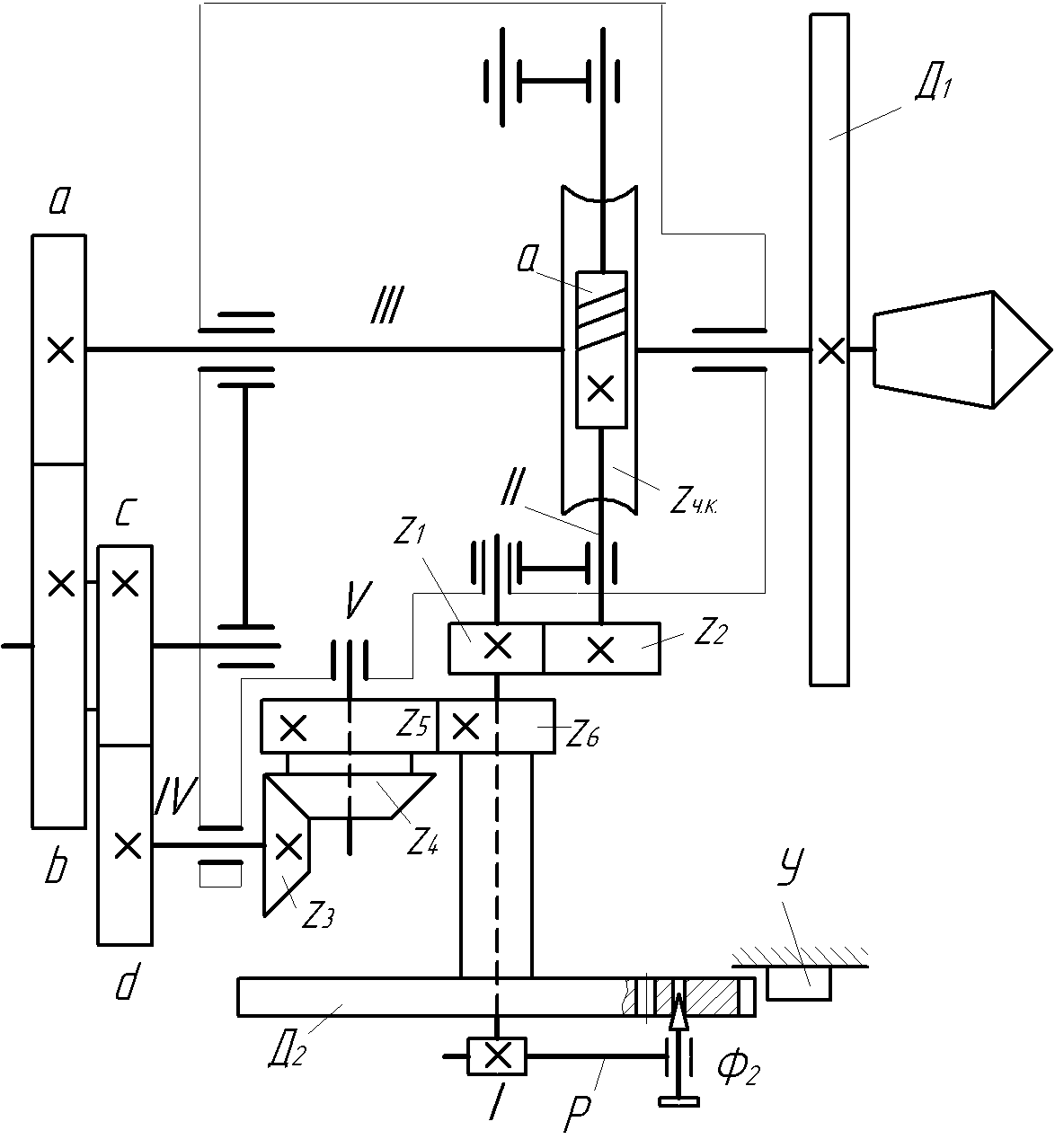
Рис.12 Схема настроювання ділильної головки при диференційному діленні
Передавальне
число ix
диференціальної гітари визначають за
формулою
![]() .
.
Значення передавального числа ix може бути додатнім, або від’ємним. Якщо ix>0, то напрямки обертання рукоятки Р і диска Д2 повинні співпадати, якщо ж ix<0, то напрямки обертання рукоятки Р і диска Д2 повинні бути протилежними. Потрібний напрямок обертання диска Д2 забезпечується установкою в гітарі змінних коліс додаткового паразитного колеса.
Таблиця 1 Відомості для вибору паразитних шестерень
Кількість пар змінних зубчастих коліс |
Знак передавального відношення гітари ix |
Паразитні шестерні |
|
Кількість |
Місце встановлення |
||
Одна:
|
ix > 0 |
1 |
Між змінними колесами a і d |
ix < 0 |
2 |
||
Дві:
|
ix > 0 |
Не потрібно |
- |
ix < 0 |
1 |
Між змінними колесами c і d |
|
Змінні
шестерні підбирають із комплекту
шестерень до ділильної головки. Вибрані
змінні шестерні перевіряють на можливість
їх зачеплення після установки:
![]()
Наприклад, на фрезерувальному верстаті потрібно із застосуванням універсальної ділильної головки виготовити зубчатий вінець шестерні із числом зубів z = 111.
Так як z > 50, то метод простого ділення застосувати не можна, тому ділення виконуємо методом диференційного ділення. Для цього виконуємо наступне:
приймаємо zx = 110, тоді число обертів рукоятки визначиться як
![]() .
.
для вибору комплекту змінних коліс визначимо

Отже, a = 40; b = 60; c = 30; d = 55.
Перевіримо комплект коліс на можливість установки:
![]()
Як бачимо, установка гітари змінних коліс можлива.
Процес ділення належить виконати у наступній послідовності:
звільнити ділильний диск Д2 ( поставивши у відповідне положення фіксатор Ф2);
в задній конус шпинделя встановити оправку;
встановити змінні шестерні гітари, з’єднавши шпиндель III і вал IV привода ділильної головки. Між шестернями с і d встановити паразитну шестерню із будь-яким числом зубів (див. табл.1).
перевірити плавність обертання усіх встановлених шестерень шляхом обертання рукоятки Р. Диск Д2 має обертатися назустріч рукоятці.
фіксатор Ф2 встановити на коло із числом отворів 33 і при кожному діленні повертати рукоятку на кут, що відповідає 12-ти проміжкам між отворами даного ряду.
Настроювання УДГ при нарізанні гвинтових канавок. Настроювання ділильної головки і верстата для нарізання на деталі, що обробляється, z гвинтових канавок дисковою фрезою складається із трьох етапів:
настроювання гвинторізного ланцюга, який через гітару змінних коліс зв’язує ходовий гвинт поздовжньої подачі універсально-фрезерувального верстата із шпинделем ділильної головки;
настроювання ділильного ланцюга УДГ для нарізання потрібного числа z гвинтових канавок методом простого ділення;
установки поворотної плити стола під кутом β нахилу гвинтових канавок (див. рис.13).
Підбір змінних коліс гвинторізного ланцюга виконують за формулою
![]() ,
,
де N – характеристика ділильної головки;
px.гв. – крок ходового гвинта поздовжньої подачі верстата, px.гв.= 6мм;
P – крок гвинтової лінії канавки, що нарізається, мм.
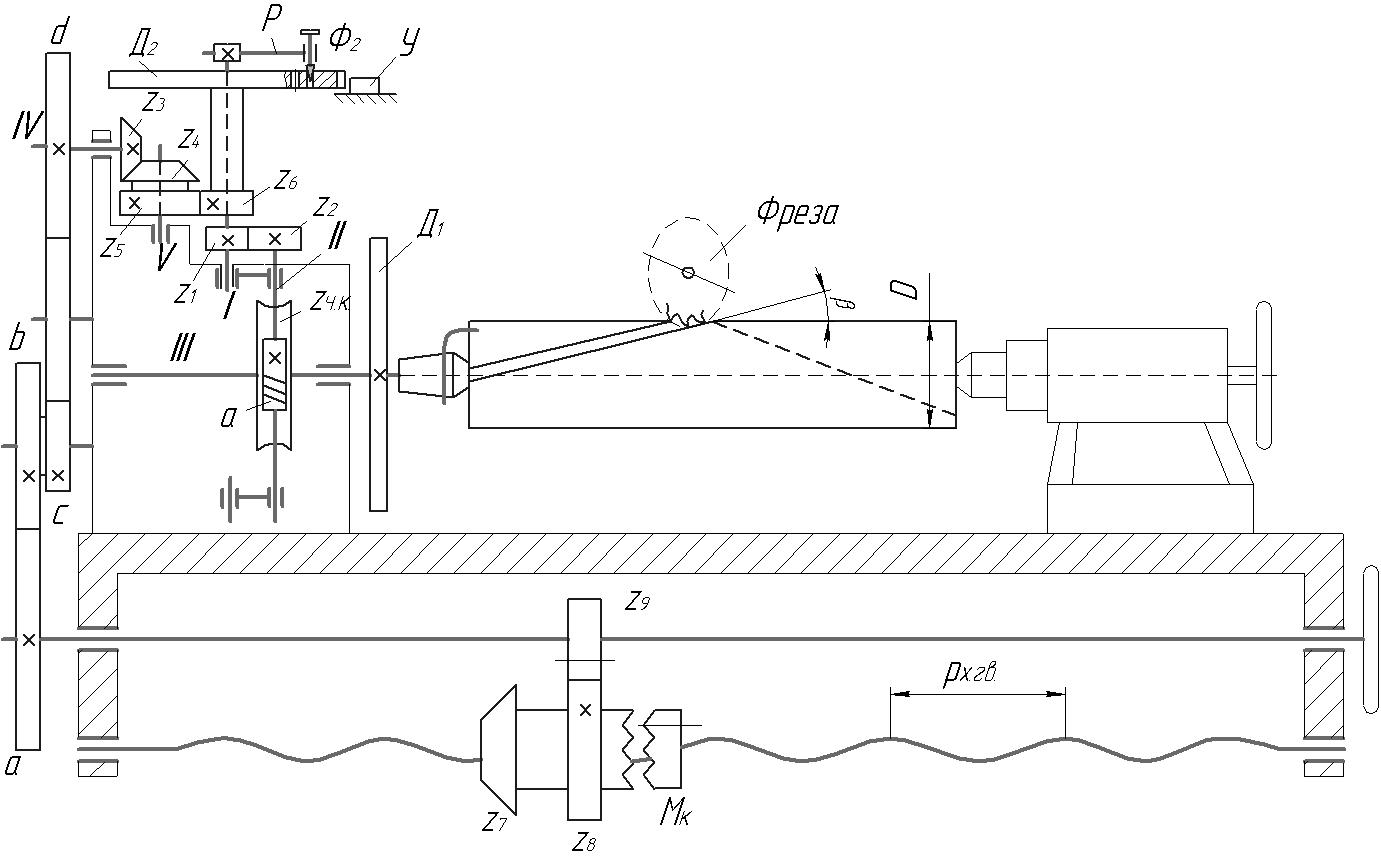
Рис. 13 Схема настроювання ділильної головки при фрезеруванні гвинтових канавок