

4.3 Разработка технологической последовательности и обработки базовой модели
Технологическая последовательность обработки женского жакета представляет собой таблицу, в которой указан номер неделимых операций, наименование, специальность и разряд рабочих, выполняемых данные операции, а также затрату времени и оборудование для их изготовления.
Таблица 4.5 – Технологическая последовательность изготовления женского жакета.
№ неделимой операциии |
Содержание неделимой операции |
Специаль-ность |
Разряд |
Время выполнения операции, сек |
Оборудование, приспособления, инструменты |
|||
1 |
2 |
3 |
4 |
5 |
6 |
|||
1 |
Проверить наличие деталей кроя женского жакета согласно маршрутному листу |
Р |
3 |
129 |
Стол, маршрутный лист |
|||
Секция дублирования |
||||||||
2 |
Дублирование полочки термоклеевым прокладочным материалом по всей поверхности |
П |
3 |
30 |
Пресс CS-313К |
|||
3 |
Дублирование отрезных бочковых частей полочки термоклеевым прокладочным материалом по всей поверхности |
П |
3 |
30 |
Пресс CS-313К |
|||
4 |
Дублирование отрезных бочковых частей спинки термоклеевым прокладочным материалом в области пройм и низа
|
П |
3 |
30 |
Пресс CS-313К |
|||
5 |
Дублирование нижнего воротника термоклеевым прокладочным материалом по всей поверхности
|
П |
3 |
30 |
Пресс CS-313К |
|||
6 |
Дублирование подбортов термоклеевым прокладочным материалом по всей поверхности
|
П |
3 |
30 |
Пресс CS-313К |
|||
Продолжение таблицы 4.5 |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
|||
7 |
Дублирование припуска низа рукавов, переходящих на сгиб, термоклеевым прокладочным материалом по всей поверхности |
П |
3 |
30 |
Пресс CS-313К |
|||
8 |
Дублирование части оката рукава, термоклеевым прокладочным материалом по всей поверхности |
П |
3 |
32 |
Пресс CS-313К |
|||
Обработка воротника |
||||||||
9 |
Стачивание нижнего воротника, состоящего из 2-х частей |
М |
5 |
15 |
Машина GC6-18M кл. |
|||
10 |
Разутюживание припуска шва нижнего воротника |
У |
4 |
20 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
11 |
Нанесение линии обтачивания нижнего воротника верхним по лекалу, уточнение надсечек |
Р |
3 |
35 |
Мел, ножницы |
|||
12 |
Подрезание неровностей концов нижнего воротника |
Р |
3 |
25 |
Ножницы |
|||
14 |
Надсекание уголков
|
Р |
3 |
10 |
Ножницы |
|||
15 |
Приутюживание воротника по концам согласно шаблона, с образованием канта |
У |
4 |
74 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
Обработка полочек |
||||||||
16 |
Стачивание рельефных срезов на полочках
|
М |
3 |
120 |
GC6-18M |
|||
17 |
Разутюживание припусков рельефных швов на полочках |
У |
4 |
66 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
Обработка спинки |
||||||||
18 |
Стачивание рельефных срезов на спинке |
М |
5 |
120 |
GC6-18M |
|||
19 |
Разутюживание рельефных швов спинки |
У |
4 |
63 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
20 |
Заутюживание плечевых вытачек |
У |
4 |
17 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
21 |
Стачивание среднего среза спинки |
М |
5 |
30 |
GC6-18M |
|||
Продолжение таблицы 4.5 |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
|||
23 |
Разутюживание припуска среднего шва спинки |
У |
4 |
62 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
Обработка рукава |
||||||||
24 |
Стачивание локтевых срезов рукава |
М |
4 |
78 |
GC6-18M |
|||
25 |
Заутюживание припуска локтевого шва |
У |
4 |
40 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
26 |
Стачивание нижней части волана |
М |
4 |
25 |
GC6-18M |
|||
27 |
Разутюживание шва стачивания волана |
У |
4 |
10 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
28 |
Обтачивание нижнего волана верхним |
М |
3 |
32 |
GC6-18M |
|||
29 |
Притачивание верхнего волана к нижнему срезу рукава |
М |
4 |
55 |
GC6-18M |
|||
30 |
Разутюживание волана по нижнему срезу рукава |
У |
4 |
62 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
31 |
Стачивание локтевых срезов подкладки рукавов |
М |
4 |
48 |
GC6-18M |
|||
32 |
Разутюживание локтевого шва подкладки рукавов |
У |
3 |
92 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
33 |
Притачивание подкладки рукавов к припуску на подгиб низа рукавов |
М |
4 |
35 |
GC6-18M |
|||
34 |
Стачивание переднего среза рукава из основной ткани |
М |
4 |
96 |
GC6-18M |
|||
35 |
Притачивание нижнего волана к нижнему срезу рукава подкладки |
М |
4 |
41 |
GC6-18M |
|||
36 |
Разутюживание передних швов рукава |
П |
3 |
72 |
Пресс CS-313К |
|||
37 |
Вывертывание рукавов на лицевую сторону |
Р |
3 |
13 |
Стол |
|||
38 |
Проверка качества обработки рукава
|
Р |
4 |
45 |
Стол |
|||
39 |
Приутюживание низа рукавов с выправлением подкладки |
У |
4 |
46 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
Продолжение таблицы 4.5 |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
|||
40 |
Приутюживание готового рукава
|
П |
3 |
89 |
Пресс CS-313К |
|||
41 |
Обрезка неровностей подкладки по верхнему краю рукавов |
Р |
3 |
22 |
Ножницы |
|||
Обработка подкладки |
||||||||
42 |
Стачивание среднего среза спинки подкладки с образованием складки |
М |
4 |
39 |
GC6-18M |
|||
43 |
Заутюживание среднего шва |
У |
3 |
25 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
44 |
Стачивание боковых срезов подкладки |
М |
4 |
34 |
GC6-18M |
|||
45 |
Разутюживание припуска бокового шва |
У |
3 |
46 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
46 |
Стачивание плечевых срезов подкладки |
М |
4 |
25 |
GC6-18M |
|||
47 |
Разутюживание припуска плечевого шва подкладки |
У |
3 |
12 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
48 |
Приутюживание подкладки |
У |
3 |
54 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
Обработка супатной застежки |
||||||||
49 |
Намеливание на подборте место расположение супатной застежки |
Р |
3 |
30 |
Стол, лекала, мел |
|||
50 |
Разрезание входа супатной застежки |
Р |
2 |
15 |
Ножницы |
|||
51 |
Притачивание подклада к внутреннему срезу супатной застежки |
М |
4 |
22 |
GC6-18M |
|||
52 |
Притачивание подклада к внешнему срезу супатной застежки |
М |
4 |
22 |
GC6-18M |
|||
53 |
Расстрочивание шва притачивания, с образованием канта |
М |
4 |
48 |
GC6-18M |
|||
54 |
Намелить место расположение 3х петель на супатной застежке |
Р |
3 |
50 |
Стол, лекала, мел |
|||
55 |
Обметывание 3х петель на супатной застежке |
СМ |
5 |
69 |
52461-р2 фирмы «Минерва» |
|||
Продолжение таблицы 4.5 |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
|||
56 |
Закрепление петель строчкой |
М |
3 |
25 |
GC6-18M |
|||
57 |
Приутюживание супатной застежки |
У |
4 |
27 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
Монтажная секция |
||||||||
58 |
Стачивание боковых срезов жакета |
М |
4 |
80 |
GC6-18M |
|||
59 |
Разутюживание припусков бокового шва жакета |
П |
3 |
72 |
Пресс CS-313К |
|||
60 |
Нанесение линии подгиба низа жакета |
Р |
3 |
20 |
GC6-18M |
|||
61 |
Нанесение надсечек по линии проймы, по горловине, краям лацканов, борту и низу. Осноровка полочек |
Р |
4 |
190 |
Мел, лекало, ножницы |
|||
62 |
Нанесение линии обтачивания углов лацканов и бортов |
Р |
3 |
22 |
Мел, лекало |
|||
63 |
Обтачивание лацканов и бортов |
М |
5 |
150 |
Машина 335кл. фирмы «Минерва |
|||
64 |
Проверка симметрии воротника и уточнение надсечек в лацканах |
Р |
4 |
127 |
Стол |
|||
65 |
Подрезание неровностей срезов обтачивания уголков лацканов, низа бортов |
Р |
3 |
16 |
Ножницы |
|||
66 |
Настрачивание припуска шва обтачивания лацканов и бортов |
М |
4 |
98 |
GC6-18M |
|||
67 |
Выправление углов лацканов |
Р |
3 |
28 |
Стол |
|||
68 |
Приутюживание в области лацканов и бортов |
П |
4 |
74 |
Пресс CS-313К |
|||
69 |
Стачивание плечевых срезов жакета |
М |
4 |
25 |
GC6-18M |
|||
70 |
Разутюживание припуска плечевого шва жакета |
У |
3 |
30 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
71 |
Втачивание концов верхнего воротника в горловину |
М |
4 |
165 |
GC6-18M |
|||
72 |
Подрезание припуска верхнего воротника
|
Р |
3 |
14 |
Стол, ножницы |
|||
73 |
Разутюживание припуска втачивания верхнего воротника |
У |
3 |
72 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
Продолжение таблицы 4.5 |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
|||
74 |
Втачивание нижнего воротника в горловину |
М |
4 |
56 |
Машина 335кл. фирмы «Минерва» |
|||
75 |
Притачивание подкладки к подбортам и верхнему воротнику, припуску на подкладке низа жакета одновременно закладывая складку 3см подкладки по спинке |
М |
4 |
77 |
GC6-18M |
|||
76 |
Втачивание рукавов в пройму с подкладыванием по окату полосок прокладочного материала |
СМ |
6 |
249 |
Машина 302-1 кл. ПМЗ |
|||
77 |
Сутюживаниек посадки после втачивания рукава |
У |
4 |
80 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
78 |
Втачивание подкладки рукава в пройму подкладки |
М |
4 |
198 |
GC6-18M |
|||
79 |
Приутюживание припуска шва втачивания |
У |
4 |
159 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
80 |
Притачивание подокатников по шву втачивания рукавов |
М |
3 |
86 |
Машина 335-221 |
|||
81 |
Настрачивание плечевых накладок на припуск шва втачивания |
М |
3 |
52 |
GC6-18M |
|||
82 |
Вывертывание жакета через техническое отверстие в левом переднем шве рукава |
Р |
4 |
164 |
GC6-18M |
|||
83 |
Застрачивание технического отверстия |
М |
3 |
27 |
GC6-18M |
|||
84 |
Приутюживание борта |
У |
4 |
98 |
Стол утюжильный Файт Унисет 4455/2365/2003 |
|||
85 |
Нанесение места расположение 1х петли по верху борта |
Р |
3 |
20 |
Стол, лекало |
|||
86 |
Обметывание 1 петли на борте |
СМ |
5 |
46 |
52461-р2 фирмы «Минерва» |
|||
87 |
Продевание концов нитей |
Р |
3 |
20 |
Ножницы |
|||
88 |
Закрепление концов петель
|
М |
3 |
32 |
72129-101 |
|||
Отделочная секция |
||||||||
89 |
Приутюживание полочек |
П |
5 |
104 |
Пресс CS-313К |
|||
90 |
Приутюживание боковых швов |
П |
5 |
49 |
Пресс CS-313К |
|||
Продолжение таблицы 4.5 |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
|||
91 |
Приутюживание среднего шва спинки |
П |
5 |
49 |
Пресс CS-313К |
|||
92 |
Приутюживание окатов рукавов, приутюживание проймы и верхней части рукавов |
П |
5 |
152 |
Пресс CS-313К |
|||
92 |
Приутюживание воротника и верхнего плечевого пояса |
П |
5 |
55 |
Пресс CS-313К |
|||
94 |
Приутюживание стойки воротника |
П |
5 |
36 |
Пресс CS-313К |
|||
97 |
Пришивание 3х пуговиц на подборте |
ПА |
5 |
41 |
Полуавтомат GC660-01
|
|||
98 |
Пришивание 1 пуговицы на воротнике жакета |
ПА |
5 |
62 |
Полуавтомат GC660-01
|
|||
99 |
Чистка жакета от производственного мусора |
Р |
3 |
70
|
Стол |
|||
100 |
Навешивание товарного ярлыка |
Р |
3 |
35 |
Стол |
|||
101 |
Комплектование жакетов |
Р |
3 |
63 |
Стол |
|||
102 |
Сдача изделия на склад готовой продукции |
Р |
3 |
72 |
___________ |
|||
Общее время изготовления (сек) |
|
|
5728 сек |
|||||
Итого в (мин) |
|
|
1 час 59 мин |
|||||
Общее время, затраченное на изготовление женского жакета, составило 1 час 59 минут. Рассмотрев технологический раздел, необходимо рассмотреть характеристики коллекции моделей изготовляемых на предприятии, приведена в табличной форме.
Таблица 4.6 – Характеристика коллекции моделей.
№ п/п |
Ассортимент |
Затраты времени на изделие, ч |
Выпуск в смену, ед. |
Количество моделей в промышленном комплекте, ед. |
Сменяемость моделей (в год) |
|
Расчетный |
Фактический |
|||||
1 |
Женский жакет |
1,59 |
12,72 |
13 |
280 |
400 |
Так как пошив жакета осуществляется в жакетном участке, то нужно рассмотреть схему расположения участка.
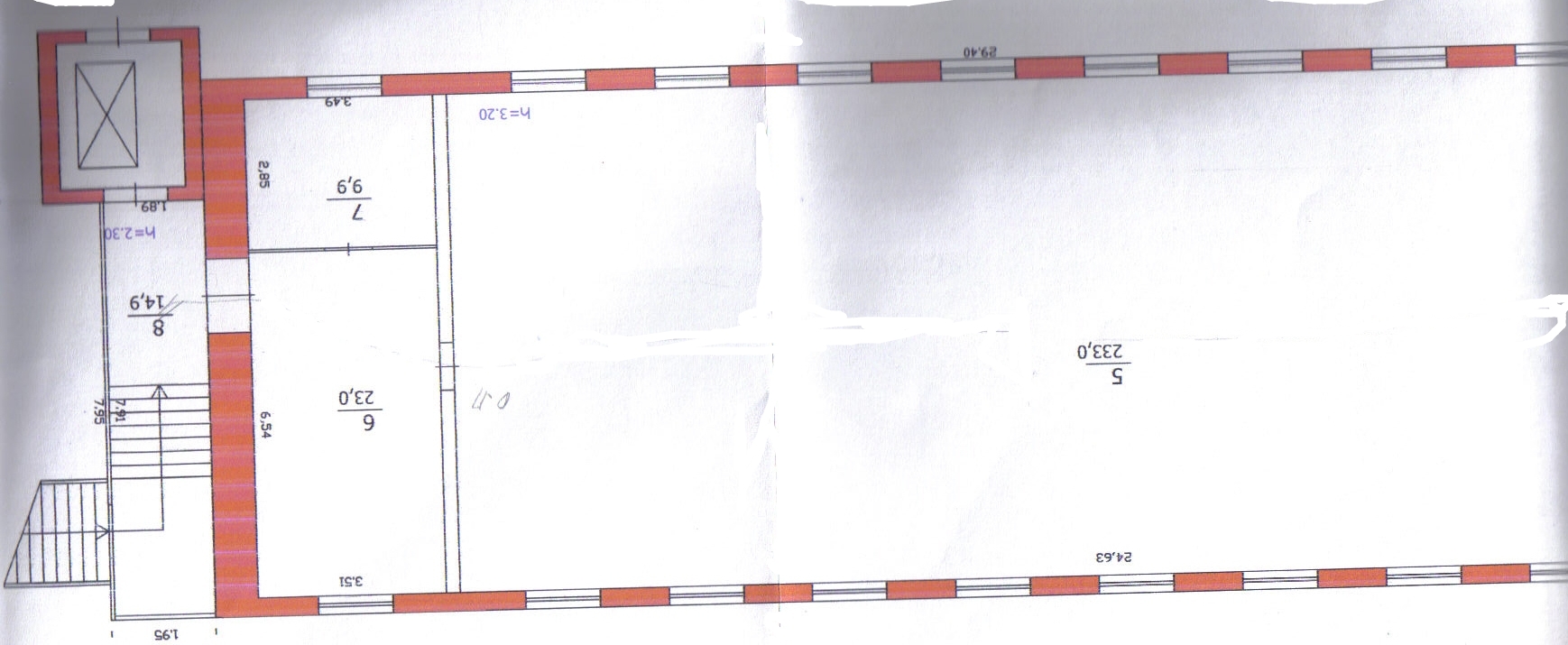
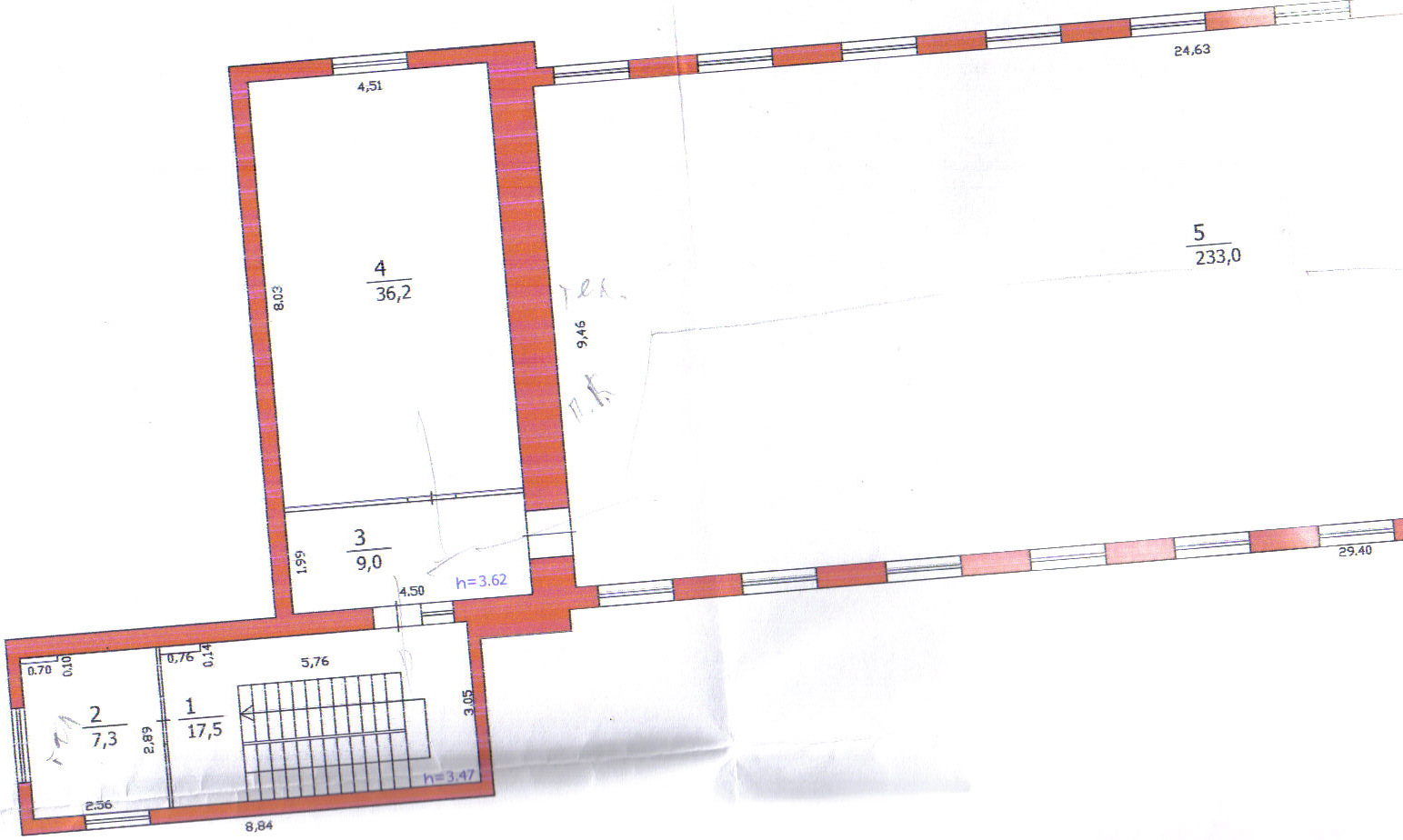
Таким образом, можно заметить, что предприятие может выпустить 12 моделей за смену,279 моделей за месяц, при бригадном методе из 9 человек. В промышленном комплекте предприятие за год сможет сменить 400 моделей. Поэтому нужно затронуть маркетинговую стратегию предприятия.