

Операция 025 Круглошлифовальная
На данной операции выбран круглошлифовальный станок 3М151. Такие станки предназначены для наружного шлифования цилиндрических, конических или торцовых поверхностей тел вращений, а так же имеют торцешлифовальное приспособление, расположенное на бабке изделия. Краткая характеристика станка приведена в табл. 6.7.
Шлифование осуществляют спомощью следующих движений: вращение шлифовального круга и детали, поперечная подача детали, продольная подача шлифовального круга. При обработке на станке деталь закрепляется в патроне. Так как ширина абразивного круга больше длины обрабатываемой поверхности, то шлифование будет производиться без продольного перемещения заготовки, то есть будет использоваться метод врезания.
Таблица 6.7
Краткая техническая характеристика станка 3М151.
-
Параметр
Значение
Наибольшие размеры устанавливаемой детали
диаметр, мм
длина, мм
200
700
Размеры шлифовального круга:
диаметр, мм
ширина, мм
600
100
Частота вращения шлиф. круга, об/мин.
1590
Частота вращения детали, об/мин
50-500
Поперечная подача шлифовальной бабки на один ход стола, мм
185
Непрерывная подача для врезного шлифования (бесступенчатое регулирование), мм
0,1-4
Мощность электродвигателя привода шлифовального круга, квт
10
6.3. Обоснование выбора схем базирования по операциям
Выбор баз является одним из важнейших вопросов при разработке технологического процесса деталей, т.к. правильным выбором баз в значительной степени обеспечивается точность обработки. Особенно важно выбрать базовую поверхность для выполнения первой операции – черновую базу.
Операция 005 Токарно-револьверная Установ а
На рассматриваемом установе требуется обработать поверхности 1,2,4,5,16. Для ориентации (базирования) заготовки в качестве черновых баз выбраны необработанные цилиндрическая поверхность 10 и торец 13 (рис. 6.1).
Поверхность 10 принята в качестве двойной направляющей базы. Она лишает заготовку четырех степеней свободы (перемещение вдоль двух координатных осей и поворота вокруг этих же осей).
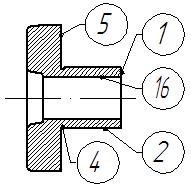
Рис. 6.1. Схема базирования заготовки на 1-м установе операции 005
Поверхность 13 принята, в соответствии с ее размерами и положением относительно обрабатываемых поверхностей, в качестве опорной базы. Она лишает заготовку одной из 3х степеней свободы (перемещения вдоль оси).
Основания, послужившие для выбора черновых баз:
поверхности черновых баз обеспечивают достаточно устойчивое положение заготовки в приспособлении;
на данном установе ведется обработка поверхностей, к точности и качеству которых не предъявляются высокие требования.
Эта схема установки обеспечивает неполную ориентацию заготовки в системе координат станка, т.к. заготовка оказываетчя лишенной пяти степеней свободы (три перемещения и два поворота относительно координатных осей). Данная ориентация достаточна для обеспечения точности всех обрабатываемых на операции поверхностей.