

67 . Закупочная логистика (зл): понятие, объект, задачи, этапы.
ЗЛ - управление материальными потоками в процессе обеспечения предприятия материальными ресурсами, включая закупку, доставку и временное хранение.
Объект – материальный поток от стадии движения поставщика к потребителю
Задачи ЗЛ: 1. Что закупить; 2. Сколько; 3. У кого;4. На каких условиях.
Для достижения задач выполняются следующие этапы ЗЛ:
I. Определение потребности в мат.-ных ресурсах. Логистический подход предлагает брать за основу определения потребностей в мат.-ных ресурсах брать оптимальный объем выпуска продукции. Оптимальный объем производства продукции – объем производства, при котором достигаются оптимальные затраты во всех звеньях логистической цепи, он позволяет определить: какие материалы требуются, их кол-во, время, когда материалы понадобятся. На основе объема производства продукции и научно-обоснованных норм потребления мат.-ных ресурсов осуществляется расчет потребности на плановый год.
II. Исследование рынка закупок и выбор поставщика.
Инф-ция, получаемая в результате исследования рынка закупок, может быть классифицирована следующим образом: -данные о потребительских свойствах материалов; -данные о материалах-заменителях; -данные по поводу емкости рынка закупок; -нормативные данные по обеспечению правовых условий поставок.
При оценке потенциальных поставщиков используются следующие показатели: -качество и цена закупок ресурсов; -время поставки с момента получения заказа; -надежность выполнения договорных обязательств по показателям: качества, количества и времени; -условия платежа; -производственные мощности поставщиков и их географическое положение.
Метод рейтинговой оценки поставщика имеет следующий порядок действий:
1. Определяется перечень показателей, на основе которых будет приниматься решение о предпочтительности того или иного поставщика;
2. Оценив вес каждого показателя в общей совокупности показателей методам экспертных оценок;
3. Оценка поставщиков по намеченным показателям методом бальных экспертных оценок;
4. Рассчитывается рейтинг каждого поставщика по средствам суммирования произведений веса показателя на его оценку.
III. Выбор форм поставок. Выделяют 2 формы поставок. 1) транзитная форма – осуществляется без посредников между двумя предприятиямию Применяется в тех случаях когда потребителю отгружается большое кол-во материалов ограниченной номенклатурой. Достоинства: снижение транспортных расходов, повышение рентабельности поставок. Недостатки: может привести к залеживанию мат. Ресурсов и ухудшению оборачиваемости оборотных средств.
2) Складская форма – осуществляется при помощи посредников меньшими партиями и в более широком ассортименте. Достоинства: ускорение обрачиваемости оборотных средств, снижение произв. запасов. Недостатки: увеличение транспортных расходов.
68. Производственная логистика (пл): рациональная организация и управление материальным потоком.
ПЛ – управление мат.-ми потоками и их оптимизация на стадии производства. Цель: изготовление и пополнение складов звена, сбыт готовой продукции при оптимиз. Затратах в необходимом кол-ве и в требуемом временном режиме.
Объект - потоковые и мат. процессы. Логист. концепция орг-ции пр-ва включает в себя след. осн. полож-ия:
а) отказ от избыт. запасов;
б) отказ от завыш. времени на вып-ие вспомог. и трансп-складских операций;
в) отказ от изгот-ия серий деталей, на кот. нет заказов покупателей;
г) устранение простоев оборуд-ия и т.д.
Рациональная организация и управление мат.-м потоком на стадии производства должны отвечать ряду требований:
обеспечение ритмичной, согласованной работы всех звеньев производства по единому графику и обеспечение равномерного выпуска продукции, т.е. работа в соответствии с принципами и методами логистики;
обеспечение максимальной непрерывности процессов производства (либо непрерывность движения предметов труда, либо непрерывность загрузки рабочих мест);
обеспечение максимальной надежности плановых расчетов и минимальной трудоемкости плановых работ;
обеспечение достаточной гибкости и маневренности в достижении цели при возникновении различных отклонений от плана;
обеспечение непрерывности планового руководства (необходимо не только разработать графики хода производства на каждом производственном участке, но и уметь удерживать производственный процесс в рамках составленного графика);
обеспечение соответствия системы оперативного управления производством типу и характеру конкретного производства.
Системы управления материальным потоком в рамках внутрипроизводственных, логистических систем:
1. «Толкающая» система – система управления производством, при которой предметы труда, поступающие на производственный участок, непосредственно этим участком у предыдущего технологического звена не заказывается. Материальный поток, как бы, выталкивается получателю по команде, поступает на предыдущее звено из центральной системы управления производством. Такие системы характерны для традиционной организации производства, они менее приспособлены к гибкой перестройке и к реагированию на колебание спроса. Чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и техническое обеспечение.

Наиболее известные «толкающие» системы: МРП-1, МРП-2.
2. «Тянущая система» - система управления производством, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости. Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи.
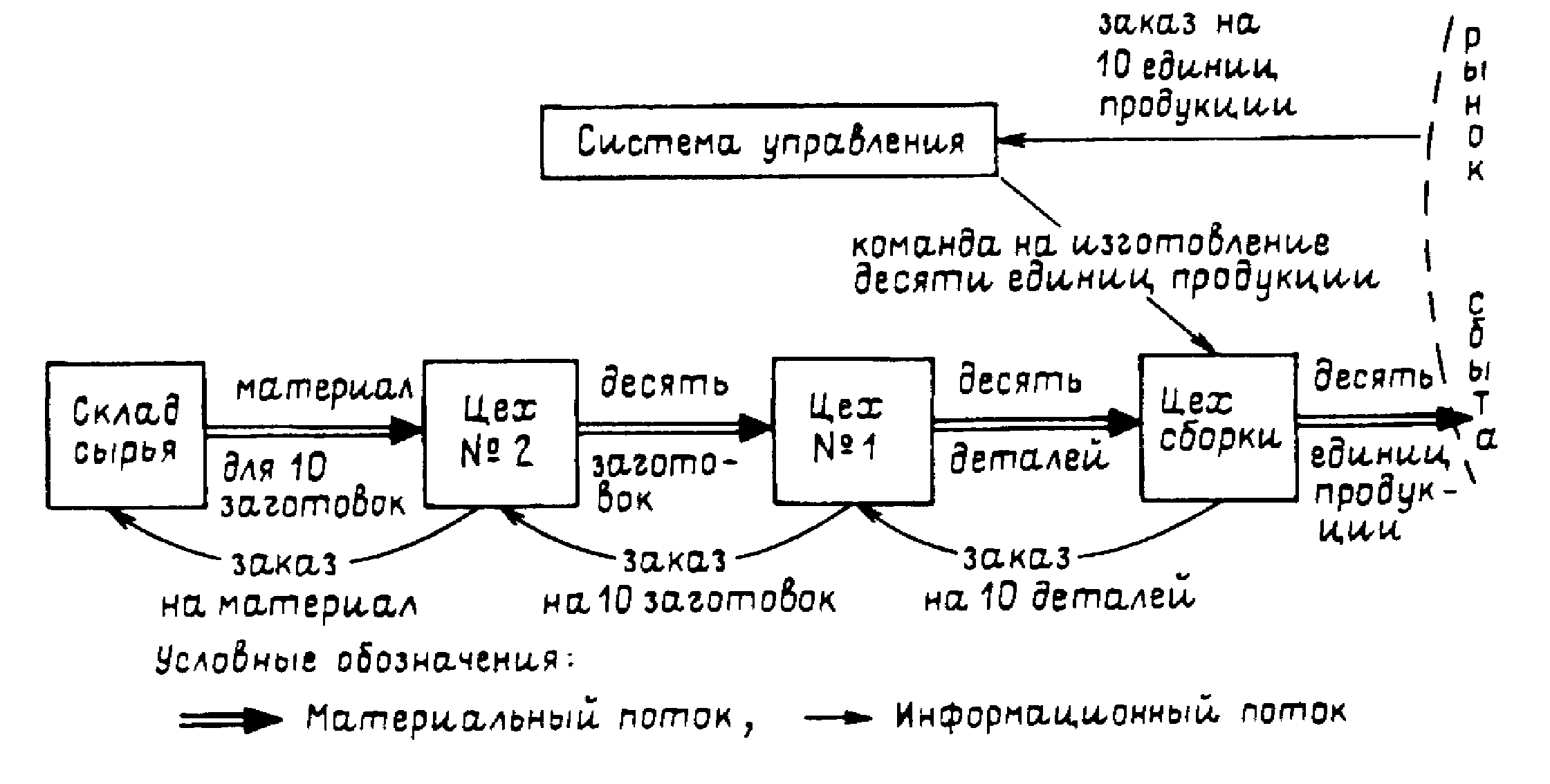
Например, система «Канбан». Позволяет снизить производственные запасы, не требует тотальной компьютеризации, но предполагает повышенную дисциплину поставок и повышает ответственность персонала, т.к. центральное регулирование ограничено.