

1.5Техникоэкономическое обоснование реконструкции разматывателя.
Реконструкция разматыдателя стана «630» х/п заключается в замене шпонок на валу барабана, с помощью которой крепится к валу барабана сегмент
До реконструкции на валу барабана не были установлены обыкновенные шпонки, которые не имели дополнительных пазов, .и крепились к валу барабана только болтами.
Недостаток этой конструкции заключался в том, что во время
работы болты часто раскручивались, обламывались, и приходилось останавливать стан и производить ремонт барабана разматыдателя что приводило к снижению производительности самого стана.
Реконструкция заключается в изменении размеров барабана, формы
крепления шпонки к валу барабана. Шпонка призматическая выполнена из двух полушпонок в виде ласточкеного хвоста . Реконструкция разматыдателя производилась за счет капитальных вложений с увеличением балансовой стоимости основных фондов. Реконструкция разматывателя позволяет увеличивать объем производства, ода, исходя из рачетов можно сделать вывод о целесообразном реконструировании барабана разматывателя. Поскольку срок окупаемости по расчету получился менее 3 лет, следовательно реконструкция целесообразна.


2.Специальная часть
2.1 Выбор исходных данных и силовая схема к расчету разматывателя
1 Внутренний диаметр рулона dвн=695-750 мм;
2 Наружный диаметр рулона Dн =2200 мм;
3
Толщина полосы h=2 8
мм;
8
мм;
4 Ширина полосы b=250-465мм;
5 Материал полосы углеродистая сталь; 𝜎т=210 МПа
6 Скорость полосы vп= до 8 м/с;
7 Вес рулон Gр=120 кН;
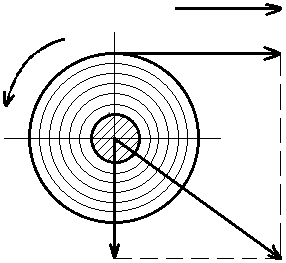
Рисунок 5. Силовая схема к расчету разматывателя
2.2 Расчет мощности электродвигателя привода механизма вращения разматывателя
Определяем натяжение полосы
Тиз=𝜎н·в ·h (1)
где: 𝜎н=0,335 · 𝜎т=0,335 ·210=70,35
в -ширина полосы
h-толщина полосы
Тиз=70,35 ·200 ·2,5=35,2
Мощьность натяжения полосы
Рнат=Т·V (2)
 где:
Т- натяжение полосы
где:
Т- натяжение полосы
V- скорость размотки
Рнат=35,2 ·4=141 кВт
Момент изгиба полосы
Миз=𝜎Т*wп ; (3)
где: 𝜎Т=210 Мпа – предел текучести полосы,
Wп – момент сопротивления полосы;
wп= ;
(4)
;
(4)
wп= =312
мм
3;
=312
мм
3;
Миз=0,210*0,312=0,06 кН*м;
Угловая скорость вращения барабана
𝜔=
 ;
(5)
;
(5)
𝜔=
 =14
1/с
=14
1/с
Мощность при разматывании, необходимая для изгиба полосы
Pиз=Mиз*𝜔; (6)
Pиз=0,06*14=0,8 кВт;
Мощность электродвигателя
Pдв= , (7)
, (7)
где: η=0,95–кпд привода;
 Pдв=
Pдв=
 =141
кВт;
=141
кВт;
По каталогу выбираем электродвигатель, Pдв=150 кВт, n=315/800 об/мин. [8, стр366]