

3. Выбор состава шихты .
Т.к в нашем случае сырье умереннопластичное и невысокой пустотности, а общая усадка в данном производстве не должна превышать 6%, то в качестве отощающей добавки принимаем топливосодержащую добавку (вид отходов- флотационные ).
Подбор необходимого количества отощающей добавки производим согласно рекомендациям по грансоставу керамических масс.
![]()
С![]()
![]() остав
шихты (по массе), %
остав
шихты (по массе), %
Глина – 87%
Добавка – 13%

Состав шихты (по Объему), %:
Глина – 82%
Добавка – 18%
Уточняем состав шихты по чувствительности сушке.
По воздушной и общей усадке: для дальнейших расчетов общую усадку условно принимаем 7%.
4. Обоснование технологии производства.
Согласно данных таблиц 1,2 . С учетом структурной характеристики, влажности, выбираем технологическую схему подготовки формовочной глиномассы (предварительную)
Принимаем формовочную влажность глиномассы с учетом добавок - 18%.
П редварительно
принимаем следующую технологическую
схему подготовки
сырья:
редварительно
принимаем следующую технологическую
схему подготовки
сырья:












































Рисунок 2 . Технологическая схема подготовки глинистого сырья и добавок..

Бегуны мокрого
помола
Измельчение
гомогенизация
Хранение (вылеживание)
Шихтозапасник
ямного типа
Глиносмеситель
Гомогенизация
Глинорастиратель
Тонкое измельчение
Шихтозапасник
силосного типа
Хранение формовочной
массы





























Рисунок 3. Функциональная схема подготовки глинистого сырья и добавок.
.
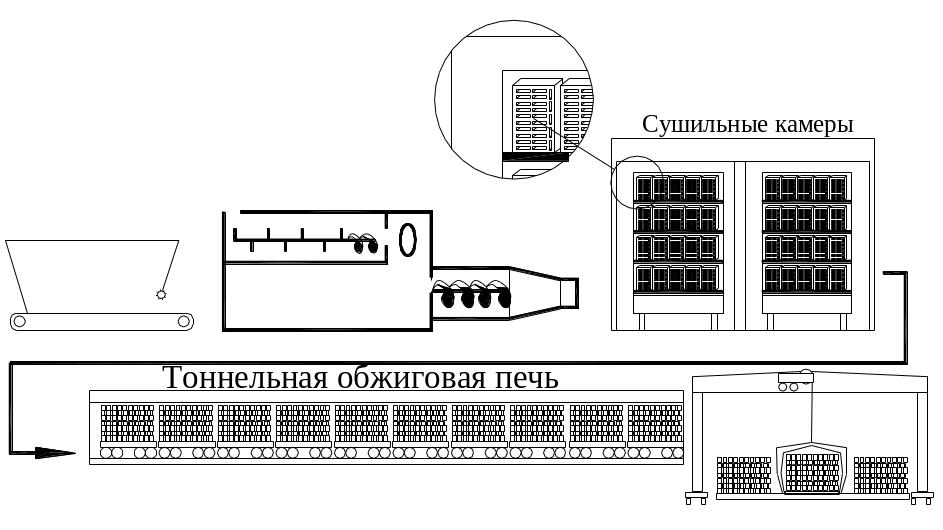
Согласно приведенным технологической и функциональной схеме подготовки сырья (см рисунок 2 и 3), поступающее на завод глинистое сырье после рыхления на дискозубчатом рыхлителе дозируется при помощи ящичного подавателя после чего соединяясь с параллельно дозируемой отощающей добавкой направляется на далнейшую обработку. Смесь глины и отощающей добавки проходит камневыделительные вальцы для удаления крупных включений и поступает в сушильный барабан для подсушки так как и глина и отощающая добавка имеют повышенную влажность при поступлении на предприятие и требуют подсушки для облегчения следующих технологических операций и приготовления шихты требуемой формовочной влажности. Далее смесь поступает в глиносмеситель, где происходит его смешивание и гомогенизация.Далее смесь включающая все необходимые компоненты, поступает на бегуны мокрого помола для дополнительного измельчения и гомогенизации. Полученная смесь хранится в глинозапаснике ямного типа ,где происходит ее вылеживание и усреднение влажности. Готовая смесь поступает из глинозапасника для вторичного и тонкого измельчения на гладких вальцах и глинорастирателе (эффективном при производстве изделий с большой пустотностью). Готовая формовочная масса хранится в глинозапаснике силосного типа и поступает на дальнейшие технологические переделы: формовка, сушка, обжиг производимые по следующей схеме (см. рис. 4)