

Камеры охлаждения представляют собой теплоизолированные помещения вместимостью I5...45 т. Средняя нагрузка на 1 м подвесного конвейера составляет 250 кг, а нагрузка на 1 м2 площади пола камер - 200...250 кг мяса. В последнее время камеры проектируют шириной не более 6 м и длиной - не более 30 м. Высота камер равна строительной высоте этажа, а их ограждающие конструкции являются частью ограждающих конструкций холодильника.
Туннели представляют собой теплоизолированные аппараты высотой до 4 м. Вместимость туннелей не превышает 12 т, как правило, в них предусматривают не более трех подвесных путей длиной до 18 м.
Известны также камеры и туннели для охлаждения мяса в контейнерах. При этом сначала мясные полутуши охлаждают (при более высокой температуре воздуха, чем при обычном охлаждении) до достижения среднеобъемной температуры мяса t= 12...20°C, при которой рекомендуется разделывать полутуши на отруба. Отруба размещают в контейнерах, а затем контейнеры загружают в камеры или туннели для доохлаждения. Вместимость камер охлаждения мяса при загрузке контейнерами увеличивается почти в два раза.
Принципиальные схемы камер и туннелей (в разрезе) для охлаждения мясных полутуш показаны на рис. 3.1, принципиальные схемы аппаратов для охлаждения мясных продуктов на рис. 3.2. Помимо аппаратов, приведенных на рис. 3.2, для охлаждения мясных продуктов воздухом применяют также туннели и аппараты конвейерного типа. При этом продукт охлаждают на движущемся конвейере, на котором размещены этажерки с продуктом, картонные коробки, штучные упакованные продукты, лотки, поддоны и т. п. Направление движения воздушных потоков в таких аппаратах зависит от формы продуктов и способа их размещения на конвейере.
Оборудование для охлаждения пищевых жиров. Мягкое пищевое жиросырье охлаждают в чанах (рис. 3-3, а), оборудованных насосом, охлаждающими батареями и оросительным устройством. Вода, подаваемая насосом в оросительное устройство, равномерно стекает вниз, охлаждается, соприкасаясь с охлаждающими батареями, и поступает в чан. Температура воды, подаваемой в чан, поддерживается па уровне 1...2°С. Для ускорения охлаждения в чане предусматривают барботирование воды сжатым воздухом.
Животные пищевые жиры охлаждают после их вытопки в охладителях периодического и непрерывного действия. К охладителям периодического действия относятся аппараты емкостного типа, изготовленные в виде вертикальных резервуаров (рис. 3.3, б), оборудованных водяной рубашкой, лопастной мешалкой и пластинами. Лопастная мешалка установлена на планетарном валу, а пластины закреплены на центральном валу и предназначены для удаления с поверхности резервуара застывшего жира. В качестве хладоносителя применяют воду с температурой 10°С.
К охладителям непрерывного действия относятся тонкослойные поточные аппараты цилиндрического или пластинчатого типа.
4-1430
97
Для охлаждения жиров чаще применяют охладители цилиндрического типа, состоящие из одного или нескольких цилиндров (рис. 3.3, в, г, д).
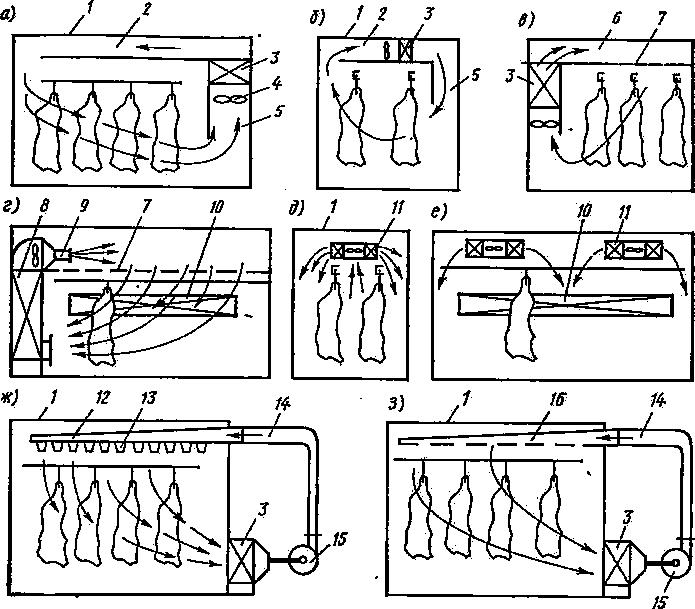
Рис. З.1. Схемы камер для охлаждения мясных полутуш:
а - с установкой воздухоохладителя в направляющем канале и с продольным движением воздушного потока; б - с установкой воздухоохладителя в направляющем канале и с поперечным движением воздушного потока; в - с установкой воздухоохладителя в наплавляющем канале и с распределением воздуха через щели ложного потолка; г - с установкой напольных воздухоохладителей к межрядных радиационных батарей и с распределением воздуха через щели ложного потолка; д - с установкой подвесных воздухоохладителей; е - с установкой подвесных воздухоохладителей и межрядных радиационных батарей: ж - с установкой воздухоохладителя вне камеры и с распределением воздуха через круглые сопла цилиндрической или конической формы воздухораспределительных каналов; з - с установкой воздухоохладителя вне камеры и с распределением воздуха через плоские сопла воздухораспределительных каналов: 1 - камера; 2 - верхний направляющий канал; 3 - воздухоохладитель: 4 - осевой вентилятор: 5 - боковой направляющий канал; 6 - пространство ложного потолка; 7 —ложный потолок: 8 - напольный воздухоохладитель; 9 - круглое сопло цилиндрической формы. 10 - межрядная радиационная батарея: 11 - подвесной воздухоохладитель; 12 - воздухораспределительный канал с круглыми соплами; 13 - круглое сопло конической формы: 14 - приточный воздуховод; 15 - центробежный вентилятор: 16 - воздухораспределительный канал с плоскими соплами
Наиболее совершенны двух- и трехцилиндровые охладители с ножевым турбулизатором. Ножи - скребки ножевого турбулизатора, шарнирно закрепленные на вращающихся вытеснителях, скользя по поверхности цилиндров - охладителей, непрерывно снимают застывшие слон жира и перемешивают их с основным потоком жира, находящемся в кольцевом зазоре
98

Рис. 3.2. Схемы аппаратов для охлаждения мясных продуктов:
а - погружением в ванну с водой: б - орошением водой: о - орошением водой и обдувом воздушным потоком; г, д, е - обдувом воздушным потоком (с применением воздухоохладителя, оборудованного: г - направляющими патрубками, д - направляющими каналами с насечками, е - воздухораспределительными каналами): 1 - желоб; 2 - трубопровод подачи холодной воды; 1 - продукт; 4 - ванна; 5 - наклонный транспортер; 6 - лоток для подачи охлажденного продукта на упаковку; 7 - охлаждающая батарея; 8 - насос; 9 - трубопровод подачи рециркуляционной воды; 10 - коллектор с форсунками; 11 - конвейер с подвесками: 12 - корпус; 13 - осевой вентилятор: 14 - тележка с продуктом; 15 - подвесной воздухоохладитель; 16 - направляющие патрубки; 11 - направляющий канал: 18 - направляющие насечки; 19 -подвесная рама с продуктом; 20 - воздухораспределительный канал; 11 - перфорированный воздухораспределитель.
4*
аппарата. Аппараты характеризуются интенсивным теплообменом и незначительным расходом энергии на перемещение жира через охладитель. При частоте вращения вала 400...600 об/мин коэффициент теплопередачи этих аппаратов
а) б) в)
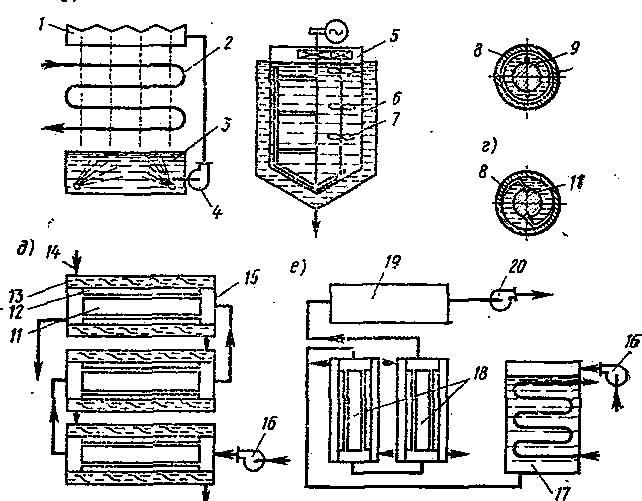
Рис. 3.3. Схемы аппаратов для охлаждения пищевого жиросырья и жиров:
а - чан с оросительным устройством: б - вертикальный резервуар с охлаждающей рубашкой и мешалкой: в - одноцилиндровый охладитель с лопастным турбулизатором; г - одноцилиндровый охладитель с ножевым турбулизатором; д - трехцилиндровый охладитель с ножевым турбулизатором: е - охладитель смешанного типа; 1 - оросительное устройство: 2 - охлаждающие батареи; 3 - чан; 4 - насос для воды; 5 -резервуар; 6 - охлаждающая рубашка: 7 - мешалка; 8 - цилиндр с охлаждающей рубашкой и тепловой изоляцией; 9 - лопастной турбулизатор; 10 - застывший слоя жира; 11 - ножевой (скребковый) турбулизатор; 12 - нож: 13 - охлаждающая рубашка со спиральными вставками; 14 - трубопровод для подачи охлажденной воды; 16 - корпус: 16, 20 - насос для жира; 17 - охладитель змеевикового типа; 18 - охладители с ножевым турбулизатором: 19 - пластификатор
составляет700..750 Вт/(м2·К), в то время как коэффициент теплопередачи аппаратов с лопастным турбулизатором не превышает 600 Вт/(м2·К), при этом расход энергии в 1,5...2 раза меньше, чем у аппаратов с лопастным турбулизатором. Для охлаждения жиров применяют также охладители смешанного типа, в которых осуществляют двух - или трехстадийную обработку продукта. В таких аппаратах предварительное охлаждение жира предусматривают в охладителе змеевикового типа, а затем его обрабатывают в охладителе-пластификаторе цилиндрического типа в одну или две стадии (рис.3.3, е).
Оборудование для охлаждения молока и других жидких продуктов. Молоко охлаждают в охладителях погружного типа, а также в аппаратах емкостного, оросительного и пластинчатого типа.
100
Охладители погружного типа представляют собой бассейны, заполненные охлаждающей жидкостью (вода, рассол) или смесью охлаждающей жидкости со льдом, в которые устанавливают фляги и другие емкости с молоком. Охладители характеризуются большими размерами в связи с отсутствием принудительной циркуляции охлаждающей жидкости. Более совершенными охладителями являются аппараты емкостного типа, оборудованные охлаждающей рубашкой и мешалкой. В качестве аппаратов емкостного типа применяют ванны-охладители и резервуары различной конструкции. Наиболее распространенная конструкция ванны-охладителя, оборудованной встроенной холодильной машиной, приведена на рис. 3.4, а, а резервуара - на рис. 3.4, б. Кроме того, применяют ванны-охладители, не имеющие встроенной холодильной машины. Ледяная вода в охлаждающую рубашку таких аппаратов поступает от испарителя центральной холодильной установки предприятия.
Аппараты оросительного типа (рис. 3.4, в) имеют несколько вертикально установленных секции, наружная поверхность которых орошается охлаждаемым продуктом. В секции подают охлажденную воду и рассол. Толщина пленки подаваемого продукта регулируется с помощью оросительного устройства. Продолжительность охлаждения в этих аппаратах невелика, но существуют потерн массы продукта, возникающие вследствие частичного испарения влаги при контакте продукта с окружающим воздухом.
Аппараты пластинчатого типа применяют в качестве охладителей, очистительно-охладительных и пастеризационно-охладительных установок. Пластинчатые охладители могут иметь одну, две и три секции охлаждения.
В односекционном охладителе в качестве хладоносителя применяют рассол (охлаждение воды, пивного сусла, вина и др.).
В двухсекционном охладителе применяют ледяную воду и рассол (охлаждение молока, предназначенного для производства кисломолочных продуктов и сыра, смесей мороженого, творога, пива и других продуктов).
В трехсекционных охладителях применяют воду с температурой 10°С на первой стадии, 2°С на второй стадии, на третьей стадии охлаждения - рассол и хладон с температурой кипения -5°С (охлаждение парного молока с температурой tнач=35°С, молока и соков после их пастеризации при начальной температуре tнач = 76°С).
Многосекционные аппараты пластинчатого типа, имеющие более трех секций, предназначены для тепловой и холодильной обработки жидких пищевых продуктов (пастеризационно-охладительные установки).
Схема двухсекционного охладителя пластинчатого типа показана на рис. 3, г. Секции охлаждения набираются из пакетов, соединенных в группы однотипных теплообменных пластин. Благодаря рифленой поверхности теплообменных пластин коэффициенты теплопередачи при охлаждении молока достигают
101
3500...4500 Вт/(м2·К) и в 2...3 раза превышают коэффициенты теплопередачи аппаратов другого типа.
17 18 19
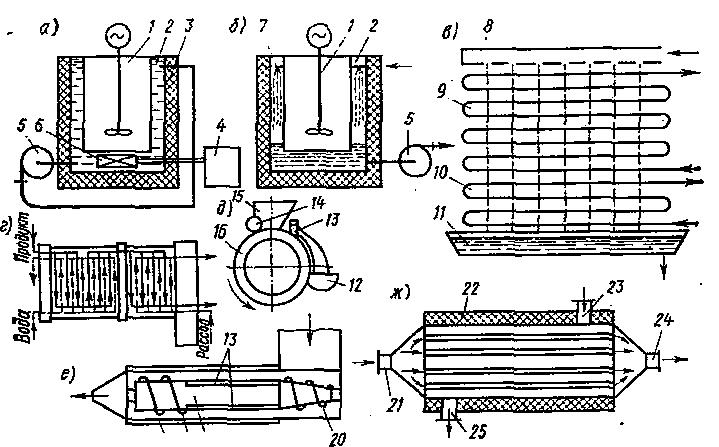
Рис. 3.4. Схемы аппаратов для охлаждения молока, молочных и других жидких или вязких пищевых продуктов:
а - ванна-охладитель, оборудованная охлаждающей рубашкой и холодильной машиной; б - вертикальный peзервуаp, оборудованный охлаждающей рубашкой и оросительным устройством: в - аппарат оросительного типа; г - двухсекционный охладитель пластинчатого типа; д - одноцилиндровый охладитель: с - двухцилиндровый охладитель; ж - трубчатый охладитель: 1 - мешалка; 2 - корпус с водяной рубашкой: 3 - тепловая изоляция: 4 - холодильная машина: 6 - насос: 6 - испаритель; 7 - оросительное устройство; 8 - распределительный лоток; 9 - верхняя секция охлаждения; 10 - нижняя секция охлаждения: 11 - желоб: 12 - емкость для охлажденного творога: 13 - нож: 14 - вращающийся валик; 15 - бункер: 16, 17 - цилиндр с рассольной рубашкой: 18 - разгрузочный шнек: 19 - вращающийся вытеснительный барабан; 20 - питательный шнек; 21 - патрубок для подачи творога; 32 - цилиндр с тепловой изоляцией; 23, 25 - патрубки для входа и выхода воды: 21 - патрубки для выхода охлажденного творога
При охлаждении вязких смесей (смесей мороженого - сливочных, сливочно -шоколадных, шоколадного пломбира) коэффициент теплопередачи для секции водяного охлаждения в среднем составляет 230...460 Вт/(м2·К), а для секции рассольного охлаждения - 115...230 Вт/(м2·К). Кроме того, узкие каналы между теплообменными пластинами позволяют проводить охлаждение жидких продуктов в тонком слое при интенсивном движении продукта и хладоносителя (до 1 м/с) и при малых температурных напорах (до 1,5...2°С). Аппараты пластинчатого типа компактны и характеризуются наименьшей металлоемкостью, поэтому получили наибольшее распространение для охлаждения жидких пищевых продуктов.
102
Для охлаждения сливок, изготовляемых как готовый к употреблению продукт, применяют те же аппараты, что и для охлаждения молока, а также аппараты цилиндрического типа (рис. 3.3, д).
Для охлаждения сливок, предназначенных для производства масла, применяют сливкосозревательные ванны и резервуары вертикального типа. Сливкосозревательная ванна представляет собой горизонтальный полуцилиндр с крышкой, оборудованной охлаждающей рубашкой. Ванна снабжена мешалкой качающегося типа, изготовленной из труб, по которым циркулирует рассол. Сливкосозревательный резервуар по конструкции подобен резервуару, схема которого приведена на рис. 3.4, б.
Для охлаждения творога применяют аппараты цилиндрического и трубчатого типа (рис. 3.4, д, е, ж). Творог охлаждают от начальной температуры tнач=30..32°C до конечной tкон=8...12°С. Для охлаждения творога в линиях поточного производства применяют пластинчатые охладители, аналогичные пластинчатым охладителям для молока и отличающиеся только формой и размерами теплообменных пластин. Зазор между пластинами для прохода творога увеличен до 6 мм, в то время как для охладителей молока он равен 2...2,5 мм.
Для охлаждения сгущенных молочных продуктов применяют ванны-кристаллизаторы и вакуум-кристаллизаторы. В ваннах-кристаллизаторах охлаждение проводят от tнач= 50...52°С до температуры t1= 30...320С. Затем добавляют тонкоизмельченную лактозу и выдерживают при температуре t1 в течение 40...50 мин. За этот период происходит процесс кристаллизации. После кристаллизации продукт охлаждают до температуры tкон=18°С. При первой и второй стадиях охлаждения (а также при кристаллизации) непрерывно работает мешалка.
Аппараты характеризуются относительно незначительными коэффициентами теплопередачи [К=120...150 Вт/(м2·К)] из-за высокой вязкости обрабатываемых продуктов. При относительно больших диаметрах ванноохладителей (обычно 1100...1200 мм) интенсивно охлаждается только слой продукта, расположенный вблизи охлаждающей рубашки.
В вакуум-кристаллизаторах продукт равномерно охлаждается по всему объему в результате применения разреженной среды и непрерывной работы охлаждающей мешалки. Охлаждение проводят в три стадии с двумя промежуточными выдержками при температуре t1=32°С и t2 = 27,5°С с целью равномерной кристаллизации охлаждаемого продукта. Коэффициент теплопередачи таких аппаратов 1,3... 1,5 раза выше коэффициента теплопередачи ванн-кристаллизаторов.
Упакованные молочные продукты охлаждают в воздушной среде в камерах, оборудованных охлаждающими приборами и системой воздухораспределения.
Оборудование для охлаждения рыбы. Для охлаждения рыбы водой применяют цистерны, бункера и рыбоохладители - аккумуляторы. При охлаждении рыбы в цистернах сначала охлаждают воду с помощью рассольных батарей.
103
Для ускорения охлаждения воды применяют барботеры, через которые подают сжатый воздух. Барботирование ускоряет охлаждение воды примерно в 1,5 раза. После охлаждения воды цистерны загружают рыбой, начальная температура которой в среднем составляет 25°С. При этом температура воды повышается на 6...8°С. С целью понижения температуры воды осуществляют ее непрерывную циркуляцию с помощью насоса и дополнительной цистерны меньшей вместимости, играющей роль резервуара для подохлаждения
в оды.
Охлажденная
вода из дополнительной
оды.
Охлажденная
вода из дополнительной
цистерны насосом подается в цистерну с рыбой (рабочая цистерна), где отнимает теплоту от охлаждаемой рыбы, а затем охлаждается с помощью рассольных батарей рабочей и дополнительной цистерн.
При охлаждении рыбы в бункерах применяют охлажденную воду и лед. Рыбу обрабатывают в приемном бункере и в бункере-аккумуляторе. В приемном бункере - осуществляют предварительное охлаждение рыбы льдоводяной смесью. Охлажденная вода в приемный бункер подается из бункера-
Рис. 3.5. Схема рыбоохладителя- аккумулятора. После предварительного ох-
аккумулятора: лаждения рыбу направляют на сортировку и
1 — корпус; 2 — транспортер; дальнейшую обработку.
3 —охлаждающие трубы; 4 — Бункер-аккумулятор предусматривают для
перфорированные трубопроводы охлаждения и кратковременного хранения
разделанной рыбы, т. е. подготовленной к последующей обработке (замораживанию или консервированию). Охлаждение производится ледяной водой температурой 1…2°С, получаемой в водоохладителе, оборудованном рассольными или хладоновыми батареями.
Рыбоохладители-аккумуляторы предназначены для охлаждения рыбы путем контакта с охлажденной поверхностью труб и конвейера, а также путем орошения водой.
Схема рыбоохладителя-аккумулятора показана на рис. 3.5. Аппарат состоит из теплоизолированного корпуса, в котором установлены транспортеры, размещенные друг под другом. Рыба поступает на верхний транспортер и последовательно проходит сверху вниз все транспортеры, передвигаясь в каждом последующем транспортере в противоположную сторону. Охлажденный продукт выгружается через нижний люк. На нечетных транспортерах продукт охлаждается с помощью труб, в которых циркулирует хладоноситель (контактный способ охлаждения). На четных транспортерах продукт охлаждается путем орошения его охлажденной водой, подаваемой из оросителей. В нижней части рыбоохладителя установлен поддон для сбора воды. Отрабовшая вода поступает в фильтр, а затем насосом
104
подается на охлаждение до заданной температуры и повторное использование.
При охлаждении рыбы льдом применяют баки и ванны. В указанных емкостях рыбу послойно пересыпают мелкодробленым или чешуйчатым льдом.
Для охлаждения в воздушной среде копченой рыбы, а также рыбных кулинарных изделий применяют камеры и аппараты, оборудованные приборами охлаждения и системой воздухораспределения. По устройству они аналогичны камерам и аппаратам, схемы которых показаны на рис. 3.1 и 3.2.
Для охлаждения рыбы применяют также вакуумные рыбоохладители. Вакуумный рыбоохладитель состоит из герметичной камеры, вакуум-насоса, а также батарей для конденсации водяных паров. Противни с рыбой размещают на этажерках. После загрузки этажерок и закрывания крышки камеры включают вакуум-насос, с помощью которого в аппарате поддерживается давление 540... 600 Па. При пониженном давлении происходит интенсивное испарение влаги с поверхности продукта, в результате чего понижается его температура. Образовавшийся пар оседает на поверхности охлаждающих батарей, конденсируется, а затем удаляется через отводной трубопровод.
Оборудование для охлаждения плодов и овощей. Для охлаждения плодов и овощей в воздушной среде применяют камеры и аппараты, изотермические вагоны, вагоны-холодильники и авторефрижераторы.
Камеры, специально предназначенные для охлаждения плодов и овощей, обычно предусматривают только на производственно-заготовительных холодильниках. После окончания периода заготовки эти камеры используют для хранения плодов, а также в качестве помещений для сортировки грузов после хранения перед отгрузкой их в торговую сеть. На холодильниках для хранения фруктов и овощей (фрукто - и овощехранилища, плодоовощные и продовольственные базы) предусматривают камеры хранения, в которых проводят охлаждение и хранение продуктов, хотя желательно указанные процессы проводить в отдельных камерах. Камеры оборудуют воздухораспределительными каналами или выполняют без каналов. При этом применяют батарейную, панельную и воздушную систему охлаждения.
Для охлаждения плодов и овощей в воздушной среде применяют также аппараты конвейерного типа. Такие аппараты по конструкции аналогичны флюидизационным аппаратам для замораживания плодов и овощей. Аппараты оборудуют хладоновой системой охлаждения с температурой кипения не ниже —10°С. Продукт, поступающий на обработку, вибрационным питателем подают на конвейер, а затем на флюидизационное сито, где он охлаждается в течение нескольких минут, при этом его конечная температура равна 1°С.
В последнее время начинают находить практическое применение камеры охлаждения и хранения фруктов с регулируемой газовой средой, описание которых приведено в 3.4 «Хранение пищевых продуктов».
105
Некоторые овощи, преимущественно зелень, охлаждают водой, снегом или льдом. При охлаждении растительных продуктов применяют ледяную воду температурой 2°С. Плоды и овощи в ящиках, корзинах или россыпью помещают на конвейер. Воду подают из оросителей, предварительно ее охлаждают с помощью водоохладителя. Разбрызгиваемая вода равномерно орошает продукты, передвигающиеся на сетчатом транспортере. Длину транспортера и скорость его движения выбирают таким образом, чтобы конечная температура охлаждаемых продуктов была равна tкон=3...4°С. В среднем расход воды составляет 2 м3 на 1 т продукта.
При охлаждении овощей снегом или льдом применяют установки, в состав которых входит снеговальный агрегат или ледогенератор чешуйчатого льда, бункер с шибером для подачи снега или льда и роликовый конвейер, по которому ящики с продуктом поступают к бункеру, откуда с помощью шибера в ящики с овощами засыпается лёд или снег в количестве 40% от массы овощей. Затем ящики по конвейеру подаются для погрузки в транспорт.
Методы расчета. Продолжительность охлаждения зависит от вида и параметров охлаждающей среды, а также от размеров и теплофизических характеристик охлаждаемых продуктов. Наибольшей продолжительностью характеризуются процессы охлаждения продуктов в воздушной среде, наименьшей — процессы вакуумного охлаждения.
Продолжительность охлаждения продуктов, имеющих правильную геометрическую форму или близкую к ней, можно определить с помощью номограмм, выражающих зависимость безразмерной температуры Θ от критериев Био и Фурье для середины пластины, оси цилиндра и центра шара.
Безразмерная температура
Θ=(tкон - tc )/(tнач - tc)
где tнач, tкон — среднеобъемная температура продукта до и после охлаждения, 0С; tс — температура охлаждающей среды, °С.
Критерий Био, характеризующий эффективность теплообмена между поверхностью продукта и охлаждающей средой, рассчитывают по уравнению
Bi=αl/λпр
где α — коэффициент теплоотдачи от охлаждающей среды к поверхности продукта, Вт/(м2·К); λпр — коэффициент теплопроводности продукта, Вт/(м·К); l— половика определяющего размера, м.
Зная относительную температуру Θ и критерий Вi, по номограмме (рис. 3.6, а - в) определяют значение критерия Fо. По найденному значению Fо определяют продолжительность охлаждения
Τ=Fol2/αпр,
106
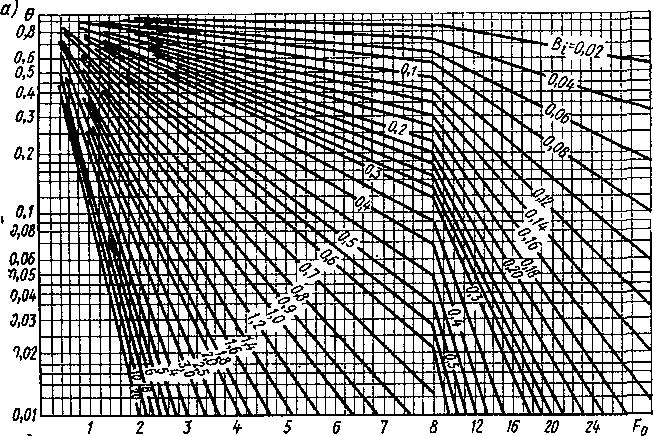
Рис. 3.6, а. Номограмма для определения продолжительности охлаждения пластины
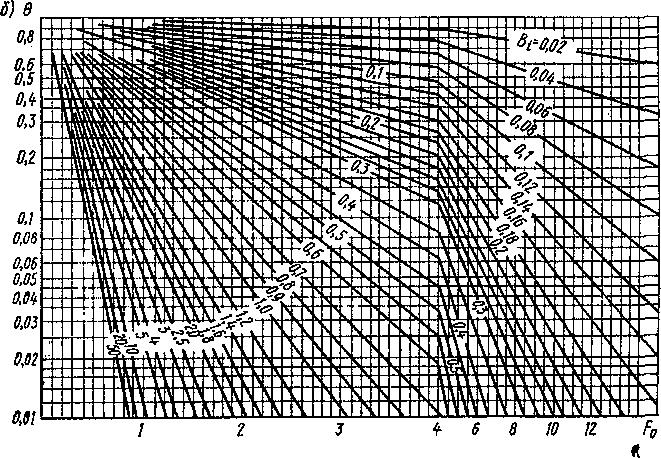
Рис. 3.6, б. Номограмма для определения продолжительности охлаждения цилиндра
где τ —продолжительность охлаждения, с; αпр — коэффициент температуропроводности продукта, м2/с
Коэффициент теплопроводности λпр и коэффициент температуропроводности αпр определяют из таблиц теплофизических характеристик продуктов, а коэффициент теплоотдачи α определяют как сумму коэффициентов, учитывающих теплообмен конвекцией, испарением и радиацией.
При охлаждении продуктов воздухом в в жидких средах отвод теплоты от продуктов осуществляется, в основном, конвекцией.
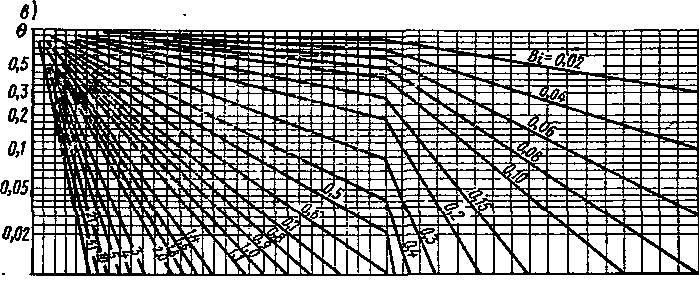
0 1 2 3 5 10 15 F0
Рис. 3.6, в. Номограмма для определения продолжительности охлаждения шара
Отводом теплоты радиацией пренебрегают ввиду его незначительности.
Коэффициент теплоотдачи конвекцией определяют из критериальных зависимостей или уравнений, учитывающих зависимость αк от скорости движения охлаждающей среды.
При охлаждении продуктов воздухом коэффициент теплоотдачи конвекцией ориентировочно можно определить по формуле Юргеса
αк=6,16 + 4,19ω (3.1а)
или по формуле
αк=8,5 ω0,7 (3.1б)
где ω —средняя скорость движения воздуха в зоне размещения продукта, м/с.
При охлаждении мясных полутуш воздушными струями, направленными сверху вниз, коэффициент теплоотдачи конвекцией можно определить из критериальной зависимости
Nu=0,33Re0,58 ,
где Nu —критерий Нуссельта (Nu = αкδ/λв ); δ -толщина бедренной части полутуши, м; λв - коэффициент теплопроводности воздуха, Вт/(м·К);
108
Re — критерий Рейнольдса (Re = ωδ/νв); νв - кинематическая вязкость воздуха, м2/с.
При охлаждении продуктов воздухом необходимо учитывать, что часть теплоты отводится вследствие испарения влаги с их поверхности, т. е. конвективный теплообмен сочетается с испарительным, причем теплота, отводимая вследствие испарения влаги, может составлять до 50% от общего количества теплоты в зависимости от температуры воздуха и свойств охлаждаемых продуктов.
Коэффициент теплоотдачи конвекцией, учитывающий испарение влаги с поверхности продуктов, определяют по формуле
αик=
αк
![]()
![]() (З.1в)
(З.1в)
где αик - коэффициент теплоотдачи, учитывающий конвективный и испарительный теплообмен, Вт/(м2·К); iп - энтальпия насыщенного водяного пара, находящегося на поверхности продукта и имеющего температуру tп, кДж/кг; iв - энтальпия воздуха при заданных температуре и относительной влажности, кДж/кг; tn — температура насыщенного водяного пара, находящегося на поверхности продукта, равная средней температуре поверхности, °C; tм — температура воздуха по мокрому термометру при заданной температуре и относительной влажности, °С; св - удельная теплоемкость воздуха, кДж/(кг·К).
Испарение влаги с поверхности продуктов значительно уменьшается при наличии на поверхности естественного защитного слоя (кожного покрова у тушек птицы, жировой ткани у свиных полутуш, покровного слоя у картофеля, плодов и овощей, чешуи у рыбы, корочки подсыхания у говяжьих полутуш др.). Для сравнения ниже приведены зависимости αик при обработке влагосодержащих продуктов, не имеющих защитного покрова и не образующих корочки подсыхания в процессе охлаждения, и мясных полутуш:
при охлаждении влагосодержащих продуктов
αик = 13,3 + 6,67ω (З.1г)
при охлаждении мясных полутуш
αик =ll + 4,9ω (3.1д)
Зависимость (3.1д) действительна в случае охлаждения мяса от tнач = 30°С до tкон =30С при температуре воздуха tв = 0°С и относительной влажности φв = 90%. Зависимость учитывает, что в начальной стадии охлаждения испарение влаги происходит как с обычной влажной поверхности, а затем, после образования корочки подсыхания, оно значительно уменьшается.
Охлаждение продуктов воздухом с использованием флюидизации характеризуется увеличением коэффициента теплоотдачи и поверхности теплообмена (коэффициент теплоотдачи для одних и тех же продуктов увеличивается в 3...4 раза по сравнению с коэффициентом теплоотдачи при движении воздушного потока над слоем продукта).
109
Это объясняется тем, что при проникании воздуха через слой продукта его скорость у поверхности продукта значительно больше скорости движения в свободном пространстве.
При охлаждении продуктов воздухом с использованием флюидизации коэффициент теплоотдачи конвекцией рассчитывается с учетом средних параметров воздуха в слое продукта:
αк = λв.ср Nu/d ,
где λв.ср - коэффициент теплопроводности воздуха для средних условий в слое продукта, Вт/(м·К); d — диаметр (или равновесный диаметр) частиц продукта, м.
При определении Nu для взвешенного слоя рекомендуют следующие формулы:
Nu = 0,62 Re0,3 при 150<Re<30 000;
Nu=0,032 Re0,9 при 200<Re<10000.
Определяя критерий Рейнольдса, учитывают скорость движения воздуха над ситом, при этом коэффициент теплоотдачи испарением рассчитывают с учетом αк:
αи
= αк
1500![]() ,
,
где αи - коэффициент теплоотдачи испарением, Вт/ (м2·К); Δpср.л - средняя логарифмическая разность парциальных давлений водяного пара, находящегося на поверхности продукта и в воздухе, Па; Δtср.л.п - средняя логарифмическая разность температур поверхности продукта и воздуха, °С.
Средняя логарифмическая разность парциальных давлений
Δpср.л= ,
,
где Δp1, Δp2 — разность парциальных давлений водяного пара, определяемая по уравнениям Δp1=pп – рв1; Δp2=pп – рв2, где pп - парциальное давление насыщенного водяного пара, находящегося на поверхности продукта, Па (определяется по средней температуре поверхности tп); рв1, рв2 - парциальное давление водяного пара в воздухе под ситом и над слоем продукта, Па.
Средняя логарифмическая разность температур поверхности продукта и воздуха
Δtср.л.п= ,
,
где Δt1,Δt2 — разность температур, определяемая по уравнениям:
Δt1=tп – tв1; Δt2=tп – tв2
где tп - средняя температура поверхности продукта, °С; tв1, tв2 средняя температура воздуха под ситом и над слоем продукта, °С
110
При небольшой толщине насыпного слоя продукта и разности температур воздуха tв2 - tв1 не превышающей 6°С, можно учитывать среднюю арифметическую разность температур по формуле
Δtср.п=tп – (tв1 + tв2)/2.
При охлаждении продуктов путем погружения их в воду или рассол коэффициент теплоотдачи можно найти с помощью критериального уравнения
Nu = O,023Re0,8Pr0,43,
где Re - критерий Рейнольдса для условий охлаждения продуктов в воде или рассоле; Рr - критерий Прандтля, Pr =νω/аω — кинематическая вязкость воды или рассола, м2/с; аω — коэффициент температуропроводности воды или рассола, м2/с.
Критерий Рейнольдса
Re=ωωdэ/ νω ,
где ωω - скорость движения воды или рассола, м/с; dэ - эквивалентный диаметр продукта, м.
При вакуумном охлаждении продуктов коэффициент теплоотдачи ориентировочно определяют по формуле
αи=![]() (3.2)
(3.2)
Ниже приведена формула для определения продолжительности охлаждения продуктов правильной геометрической формы:
τ=Аф![]() ,
,
где Аф - эмпирический коэффициент, учитывающий форму продукта Аф=1 для продуктов в виде пластин; Аф =0,5 для продуктов в виде цилиндров; Аф =0,33 для продуктов в виде шара).
Если известен темп охлаждения, то продолжительность процесса
τ=![]() ,
,
где m - темп охлаждения, с-1; t — текущая температура продукта, °С; τ' — продолжительность стадии неупорядоченного режима охлаждения, с.
Темп охлаждения зависит от формы, размеров и теплофизических характеристик охлаждаемых продуктов, а также от коэффициента теплоотдачи. Его определяют опытным путем или рассчитывают по эмпирическим уравнениям. Продолжительность стадии неупорядоченного режима охлаждения τ' учитывает начальное распределение температуры в продуктах, зависит от тех же параметров, что и темп охлаждения, и определяется также опытным путем или по эмпирическим уравнениям. Для большинства продуктов продолжительность τ' незначительна и
111
поэтому в расчетах не учитывается. Например, при охлаждении ягод и косточковых плодов τ' не превышает 0,03 мин.
Количество теплоты, отводимой от продуктов при их охлаждении от начальной температуры tнaч до конечной заданной tкон, определяют с учетом разности температур или разности энтальпий по формуле (2.1) или (2.2).
При охлаждении растительных продуктов необходимо учитывать теплоту дыхания
Qпp=Gпр (iнач - iкон) + q дGпрτ·10-3,
где Qnp — количество теплоты, отводимой от продукта при его охлаждении, кДж; Gпр — масса продукта, кг; iнач, iкон - энтальпия продукта при начальной и конечной температуре, кДж/кг; q д - удельная теплота дыхания, Вт/кг.
Если отвод теплоты от продукта осуществляется конвекцией, то расчет выполняют с помощью формулы (2.7).
Если конвективный теплообмен сочетается с теплообменом испарения, то количество отводимой теплоты
Qпр=Qк + Qи=αкFпр(tп-tc)τ·10-3 + Wпрrп ,
где Qи - количество теплоты, отводимой испарением, кДж; Fnp - площадь поверхности продукта, соприкасающаяся с охлаждающей средой, м2; QK - количество теплоты, отводимой конвекцией, кДж; Wпр - количество влаги, испарившейся с поверхности продукта, кг; rп — скрытая теплота парообразования, кДж/кг.
Количество влаги Wпр, испарившейся с поверхности продуктов при охлаждении их воздухом, определяют с учетом коэффициента массообмена:
Wпр=αmεFFпр(pпεн – pв)τ (3.3)
где ат - коэффициент массообмена, кг/(м2·с·Па); εF - коэффициент, учитывающий площадь поверхности массообмена; εн - поправочный коэффициент к насыщающей упругости водяного пара, учитывающий вид поверхности (для мяса
εн= 0,66).
Количество влаги Wпр можно также найти, учитывая коэффициент теплоотдачи испарением:
Wпр=![]() .
(3.4)
.
(3.4)
При вакуумном охлаждении теплота от продуктов отводится испарением, при этом Qпр определяется по формуле
Qпр= Qи= Gпрспр(tнач - tкон) ,
где спр — удельная теплоемкость продукта, кДж/ (кг·К).
Количество теплоты Qпр учитывают при определении тепловой нагрузки на компрессор и охлаждающие приборы. При охлаждении продуктов в воздушной среде и вакууме дополнительно определяют влажностную нагрузку на охлаждающие приборы, расчет которой выполняют с учетом количества влаги Wпр.
112
Определяя тепловую нагрузку, вначале рассчитывают теплоприток от продукта. Если разность температур охлаждаемого продукта незначительна, то теплоприток определяют как среднее количество теплоты, отводимой в единицу времени:
QnPo= Qпр/τ= Gпрспр(tнач - tкон) /τ (3.5)
где QnPo —, теплоприток от продукта, кВт.
Если разность температур охлаждаемого продукта значительна, например, при охлаждении парного мяса (tнач = 35...37°С; tкон = 0...4°С), то теплоприток от продукта определяют с учетом изменения его температуры во времени. Для мясных полутуш изменение температуры учитывают с помощью уравнения
tкон=tв+( tнач - tв)еАτ/Ф ,
где А - показатель экспоненты, определяемый по формуле
А= ,
,
где спр — удельная теплоемкость продукта, Дж/(кг·К); Ф — фактор формы, учитывающий отличие формы продукта от пластины.
После подстановки tкон в уравнение (3.5) получаем
QnPo=![]() (3.5а)
(3.5а)
Подставляя в уравнение (3.5а) вместо τ значения τ', τ" и т. д., характеризующие продолжительность отдельных стадий охлаждения (или характеризующие равные промежутки времени), определяют значения теплопритока Q'nPo, Q’'nPo и т. д., учитывающие среднее количество теплоты, отводимой в единицу времени на соответствующих стадиях. Полученные значения дают возможность определить характер изменения QnPo в процессе охлаждения и максимальное значение теплопритока, что позволяет более правильно подобрать компрессор и охлаждающие приборы.
Теплоприток QnPo является основной составляющей теплового баланса камеры или аппарата для охлаждения продуктов. Тепловую нагрузку на охлаждающие приборы определяют по итоговому результату теплового баланса, учитывающего теплопритоки от продукта, через ограждающие конструкции и эксплуатационные теплопритоки:
Qo= Qnp0 + Qогр+Qэкс ,
где Qo - тепловая нагрузка на охлаждающие приборы, кВт; Qoгp - теплопритоки через ограждающие конструкции, кВт; Qэкс - эксплуатационные теплопритоки (от электродвигателей вентиляторов, конвейеров и аппаратов, при открывании дверей и др.), кВт. По тепловой нагрузке определяют площадь поверхности охлаждающих приборов
113
Fохл=![]() ,
,
где Fохл - площадь поверхности, м2; k - коэффициент теплопередачи, Вт/(м2·К); Δtср.л - средняя логарифмическая разность температур между теплопередающими средами, °С.
По тепловой нагрузке Qo рассчитывают необходимое количество охлаждающей среды.
При охлаждении продуктов воздухом его количество определяют по разности энтальпий:
Gв= Qo-( iв1 - iв2)
где GB — количество циркулирующего воздуха, кг/с; iв1, iв2 - энтальпия воздуха соответственно на входе и выходе из воздухоохладителя, кДж/кг.
При охлаждении продуктов в жидких средах (погружением с применением принудительной циркуляции и орошением) количество охлаждающей среды определяют с учетом разности ее температур:
Gw=![]() ,
,
где Gw - количество охлаждающей среды, необходимой для обработки продуктов путем погружения или орошения, кг/с; cw - удельная теплоемкость охлаждающей среды, кДж/(кг·К); tω1, tω2 - температура охлаждающей среды до и после охлаждения, °С. При испарительном охлаждении продуктов водой ее количество определяют с учетом скрытой теплоты парообразования:
Gωисп= Qo/rп ,
где Gωисп - количество воды, необходимой при испарительном охлаждении, кг/с.
При охлаждении продуктов льдом его количество рассчитывают с учетом скрытой теплоты плавления льда:
Gл= Qoτ/rл ,
где Gл — необходимое количество льда, кг; rл — скрытая теплота плавления льда, кДж/кг.
При определении влажностной нагрузки на охлаждающие приборы рассчитывают влагоприток от продукта. Его рассчитывают как среднее количество влаги, отводимой в единицу времени, если охлаждают продукты, характеризующиеся незначительным испарением влаги с их поверхности (например, карамель):
Wnp0=Wпр/τ, (3.6)
где Wnp0 - влагоприток от продукта, кг/с.
114
Если охлаждают продукты, характеризующиеся интенсивным испарением влаги в начальной стадии охлаждения (например, парные полутуши), то влагоприток определяют с учетом изменения потерь массы продукта во времени. При известном изменении потерь влагоприток определяют по формуле
Wnp0=
![]() (3.6а)
(3.6а)
где ΔGнач - потери массы продукта в начальный момент времени, кг.
Если изменения потерь массы не известны, то неравномерность поступлений влаги от продукта определяют с учетом коэффициента mw:
Wnp0=Wnpmw/τ, (3.6б)
где mw—-коэффициент, учитывающий неравномерность потерь массы продукта.
Влагоприток WnPe является основной составляющей влажностного баланса камеры или аппарата для охлаждения продуктов. Влажностную нагрузку на охлаждающие приборы определяют по итоговому результату влажностного баланса:
Wo= Wnp0 + Wэкс ,
где Wo - влажностная нагрузка на охлаждающие приборы, кг/с; Wэкс - эксплуатационные влагопритоки (через щели и проемы в ограждающих конструкциях, при открывании дверей и др.), кг/с.
После определения влажностной нагрузки Wo выполняют расчет тепловлажностной характеристики и коэффициента влаговыпадения.
Тепловлажностную характеристику процесса охлаждения продуктов воздухом определяют через отношение количества теплоты и влаги, отводимых за весь период охлаждения, или через отношение тепловой нагрузки к влажностной:
εохл=Qохл/Wохл=Qo/Wo,
где εохл - тепловлажностная характеристика процесса охлаждения продуктов воздухом, показывающая, какое количество отводимой теплоты приходится на 1 кг испарившейся влаги, кДж/кг; Qохл - количество теплоты, отводимой за весь период охлаждения, кДж; Qохл = Qoτ; Wохл - количество влаги, отводимой за весь период охлаждения, кг; Wохл = Woτ.
Тепловлажностная характеристика εохл находится в следующей зависимости от коэффициента влаговыпадения:
ξ=![]()
 ,
,
где ξ — коэффициент влаговыпадения (энтальпийный коэффициент), характеризующий, во сколько раз полная теплота, отводимая при охлаждении, превышает явную; Qя — количество явной теплоты кДж; Qс — количество скрытой теплоты, кДж.
115
Коэффициенты εохл и ξ позволяют сравнивать относительную величину поступлений влаги при охлаждении различных продуктов воздухом Чем больше значения εохл и меньше значения ξ, тем меньшее количество влаги поступает от охлаждаемых продуктов и следовательно, меньше потери их массы.
Относительные потери массы продуктов (усушку) определяют по формуле
ΔG=![]() ,
,
где G - относительные потери массы (усушка), %.
Если усушка продукта известна, то из последнего уравнения определяют количество влаги Wпр, испарившейся с поверхности продукта за весь период охлаждения (общие потери массы в кг).
3.3. Замораживание пищевых продуктов
Процесс замораживания осуществляется с использованием различных составляющих теплообмена (см. табл. 3.1). В связи с этим ниже изложены принципы технического решения и методы расчета оборудования в порядке, предусмотренном классификацией.
Замораживание с использованием конвективного теплообмена в воздушной среде. Воздух оказался универсальной промежуточной неагрессивной средой для отвода теплоты от продукта. При принудительном движении и низких температурах среды обеспечивается необходимая скорость замораживания. Эта среда получила наибольшее распространение. Замораживание производят в устройствах камерного типа или в воздушных скороморозильных аппаратах.
Устройства камерного типа. Морозильные устройства камерного типа применяются в мясной промышленности для замораживания мяса в тушах, полутушах, четвертинах (в рыбной для крупных рыб). В зависимости от организации технологического процесса камеры предназначают для одно- и двухфазного замораживания мяса. Камеры первого типа предназначены для замораживания мяса в виде туш, полутуш и четвертин немедленно после убоя и первичной обработки скота, т. е. когда мясо находится в парном состоянии. В камеры двухфазного замораживания направляются туши предварительно охлажденного мяса.
Камеры однофазного замораживания отличаются от камер двухфазного замораживания большей тепловой нагрузкой, что требует большей площади поверхности охлаждающих приборов.
Камеры конструктивно изготовляются тупиковыми (мясо загружается и выгружается через общий дверной проем) и проходными (загрузка и выгрузка осуществляется через разные дверные проемы, располагаемые обычно в торцах камеры). Мясо для замораживания располагают на подвесных путях или в стоечных поддонах.
116
Оборудование с естественным конвективным теплообменом. На действующих предприятиях старой постройки осуществляют замораживание пищевых продуктов в камерах с естественной циркуляцией воздуха, где подвижность воздуха составляет 0,1 ... 0,15 м/с,
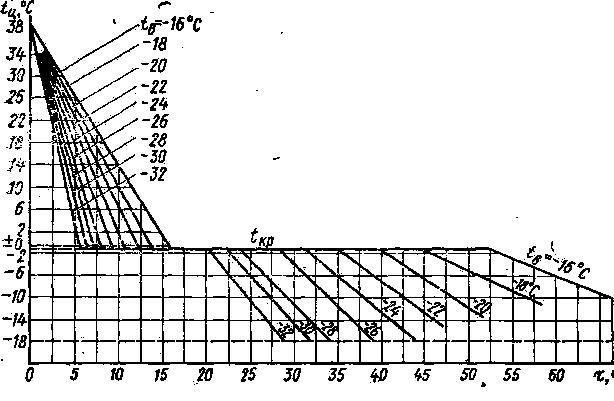 Рис.
3.7. График продолжительности
однофазного
замораживания мясных
полутуш
с толщиной бедра 0,2 м
Рис.
3.7. График продолжительности
однофазного
замораживания мясных
полутуш
с толщиной бедра 0,2 м
и, в лучшем случае, в камерах с радиационно-конвективной системой охлаждения - 0,2 ... 0,25 м/с. По этой причине температура воздуха в морозильной камере на разной высоте неодинакова, так при замораживании парного мяса разность температур воздуха по высоте камеры на уровне бедра и шейной части достигает 5...7°С и более. В результате наиболее толстая (бедренная) часть указывается в зоне наиболее высоких температур, как следствие - существенное различие в продолжительности замораживания разных частей туши. В целом время замораживания парных мясных полутуш при естественной скорости движения воздуха характеризуется графиками изменения температуры в толще мяса от + 38 до — 18°С (рис. 3.7). Графики характеризуют изменение температуры tц в толще мяса при ее понижении от +38°С до начала замерзания и при замораживании до конечной температуры, указанной на оси ординат. Задаваясь конечной температурой в толще мяса, при известной температуре помещения tB находят общую продолжительность однофазного замораживания, включая его охлаждение от -38°С, или до некоторых промежуточных ее значений в пределах от +38 до -18°С.
Анализ продолжительности процесса однофазного замораживания парных мясных полутуш показывает, что в условиях снижения температуры воздуха на 1° в диапазоне от -15 до -20°С при естественной конвекции сокращается длительность процесса на 2…1,5 ч, в диапазоне от -20 до -25°С – соответственно на 1,5…1,2 ч, а
117
в диапазоне от -25 до -30°С на 1,2...1 ч, т. е. эффект сокращения продолжительности уменьшается по мере снижения температуры воздуха. В процентном отношении это снижение времени соответствует в среднем 3...4,5% на каждый градус снижения температуры воздуха (для полутуш с толщиной бедра 0,2... 0,22 м).
Оборудование камер подобного типа имеет низкую эффективность, особенно при замораживании парного мяса. Среднее значение коэффициента теплопередачи гладкотрубных батарей в таких камерах за цикл составляет около 5,5 Вт/(м2·К). Даже в камерах, оборудованных V-образными межрядными батареями с хорошим радиационным теплообменом [αР около 2,3 Вт/(м2·К)], коэффициент теплопередачи также не более 6,0...5,3 Вт/(м2·К). К концу замораживания снижается тепловая нагрузка от мяса, что приводит к уменьшению конвективной и радиационной составляющих коэффициентов теплоотдачи от наружной поверхности охлаждающих приборов, коэффициент теплоотдачи со стороны холодильного агента также уменьшается. Из-за нарастания снеговой шубы на батареях увеличивается термическое сопротивление теплопередаче. Все это приводит к существенному сокращению значения коэффициента теплопередачи к концу замораживания. Так, в камере с верхней подачей хладагента в батареи из гладкостенных труб 057x3,5 мм он уменьшается за цикл от 5,8 до 2,3 Вт/(м2·К). В камерах рассматриваемого типа значительна разность температур воздуха и хладагента, доходящая до 17...20°С. Влажность воздуха в отдельных случаях достигает своего максимального значения 100% (99... 95%) в начале процесса (в первые 1...4 ч) и снижается к концу цикла до 70 ... 82%.
В табл. 3.2 приведены режимы замораживания некоторых мясопродуктов, применяемые в отечественной практике. Режимы замораживания мяса в тушах и полутушах приведены в 1.6.
Таблица 3.2
Вид продукта
|
Способ замораживания |
Параметры воздуха |
Продолжительность, ч не более |
|
температура, ºС |
скорость |
|||
Субпродукты |
Однофазный, двухфазный |
Не выше -18 |
Естественная циркуляция |
24 |
Блочное мясо |
Однофазный Двухфазный |
Не выше -23 Не выше -23 |
То же » |
36 30 |
Шпик |
На противнях охлажденный или парной несоленый |
Не выше -23 |
» |
24 |
Пельмени и фрикадельки |
На противнях |
-20.. .-25 -30.. -35 |
0,1...0.2м/с 0,1...0,2 м/с |
4 3 |
118
Приступая к рассмотрению существующих устройств для замораживания, необходимо особо отметить следующее обстоятельство. Замораживание мяса в тушах является процессом вынужденным, вызванным пока еще существующей диспропорцией между производительностью мясокомбинатов и производительностью цехов обвалки мяса. По мере сглаживания сезонности, с развитием механизации и автоматизации производственных процессов неминуем переход к замораживанию лишь отрубов мяса в блоках и полуфабрикатов с четким разграничением этих продуктов на два потока: сырье промышленного назначения; сырье и продукты, предназначенные для торговли. Только таким образом может быть достигнута организация холодильной обработки в условиях, приближающихся к оптимальным.
Данные (§1.6), относящиеся к системам замораживания мяса в тушах и полутушах, включены в настоящую книгу, так как в ближайшее десятилетие упомянутые системы будут еще превалирующими. Однако на вновь строящихся предприятиях камеры с естественной циркуляцией не предусматривают.
Для расчета продолжительности замораживания охлажденного мяса может быть использована формула Р. Планка. При расчете продолжительности однофазного замораживания формула Р. Планка приводит к большим расхождениям с опытными данными. Рекомендуется использовать зависимость И. Г. Чумака:
τобщ= (3.7)
(3.7)
где τобщ - общая продолжительность однофазного замораживания мяса, включая продолжительность его охлаждения от tч.нач до Vкр, с;α - коэффициент теплоотдачи от поверхности мяса к воздуху, Вт/(м2·К); ρпр - плотность мяса, кг/м3 (принимается 1050 кг/м3); δ - толщина бедра, м; спр - удельная теплоемкость охлажденного мяса, кДж/(кг·К); tч.нач - начальная температура парного мяса в центре бедра при загрузке, равная 35... 37°С; tкр - криоскопическая температура мяса, -1°С; tв.ср - средняя температура воздуха в камере за цикл, СС; сω - полная удельная теплоемкость при замораживании, кДж/(кг·К); Спр.з - удельная теплоемкость замороженного мяса, кДж/(кг·К); tч.кон - конечная температура мяса в центре бедра, -8°С.
Коэффициент конвективной теплоотдачи может быть определен по зависимости Н. А. Герасимова:
Nu = 0,38(Gr-Pr)0,313,
где Gr, Рr — числовые значения соответственно критерия Грасгофа и критерия Прандтля, или по упрощенной формуле
αк = 3,2·Δt0.313,
где αк - коэффициент конвективной теплоотдачи, Вт/(м2·К); Δt=tп.б -tв - разность
119
температур; tп.б, tв - температуры соответственно поверхности бедра и воздуха, °С.
Значение коэффициента теплоотдачи за счет радиации составляет около 1 Вт/(м2·К), а испарением - около 0,5 Вт/(м2·К).
Оборудование с принудительным движением среды при неподвижном продукте. Применение принудительной циркуляции воздуха сокращает продолжительность процесса замораживания. Средние данные, характеризующие
п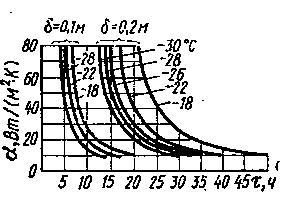 родолжительность
процесса однофазного замораживания
мяса в тушах и полутушах, приведены
на рис. 3.8. Они построены на основании
расчетов продолжительности
замораживания по формуле Р. Планка для
толщины замораживаемого мяса δ=0,2 м
и δ =0,1 м и в зависимости от температуры
помещения (от -18 до -30°С) и коэффициен-
родолжительность
процесса однофазного замораживания
мяса в тушах и полутушах, приведены
на рис. 3.8. Они построены на основании
расчетов продолжительности
замораживания по формуле Р. Планка для
толщины замораживаемого мяса δ=0,2 м
и δ =0,1 м и в зависимости от температуры
помещения (от -18 до -30°С) и коэффициен-
Рис. З.8. Зависимость продолжительности та теплоотдачи, а от поверхности мяса однофазного замораживания мяса к воздуху. Увеличение коэффициента теп-
в тушах и полутушах от коэффициента лоотдачи, снижение температуры и умень-
теплоотдачи теплоотдачи при шение толщины продукта приводит к сокра толщине бедренной части δ щению продолжительности процесса. В таких камерах меньший перепад температур воздуха (наибольший перепад по высоте достигает 2,5°С). Воздух с наиболее низкой температурой и наибольшей скоростью должен циркулировать у бедра полутуши, что способствует уменьшению неравномерности замораживания ее различных частей.
Режимы замораживания мясопродуктов, применяемые в отечественной практике, приведены в 1.6.
В камерах замораживания применяется несколько систем воз-духораспределения:
бесканальная; с плоскими щелями в ложном потолке (рис. 3.9,а); с плоскими щелями или соплами в воздуховодах, размещенных над (рис. 3.9,б) или между подвесными путями (рис. 3.9,в) с поперечными щелями или соплами в воздуховодах постоянного статического давления (рис. 3.9,г); «душирующее» воздухораспределение (рис. 3.9, д,е); бесканальная неорганизованная система воз-духораспределения (рис. 3.9,ж) и туннельная система воздухораспределения (рис. 3.9,з).
Наиболее широко распространены две системы воздухораспределения - через плоские щели или сопла и круглые насадки. Последняя система называется воздушным душированием. В последнее время находит распространение система с потолочными воздухоохладителями с неорганизованным и туннельным воздухораспределением (рис. 3.9, ж, з).
Воздух камеры охлаждается как напольными, так и потолочными воздухоохладителями.
120
Ниже изложены некоторые закономерности движения воздушных струй1 (рис. 3.10).
1. Плоские продольные сопла. Изменение относительной скорости ŵ = ωх/ω в поперечном сечении основного участка свободной струи на расстоянии до 500 мм от щели описывается уравнением
ŵ = ωх/ω =[1 - (х/b)2,25]2, (3.8)
где ω, ωх - соответственно скорость на оси струи и на удалении (на расстоянии) х от нее, м/с; b - половина ширины струи, м; х - расстояние от оси до места измерения, м.
На расстоянии более 500 мм. от щели закон изменения относительной скорости в поперечном сечении представляется в виде эмпирической формулы
ωх/ω =0,95e-0,47x B ,
где В — половина расстояния между воздуховодами, м.
Относительная осевая скорость свободной струи воздуха, истекающего из продольной плоской щели, изменяется по закону
ωх/ω = 0,655(Xˉ)0,12e-0,018S/bo ,
где S=x/b0 - безразмерная абсцисса; ω0 - начальная скорость истечения воздуха из сопла, м/с; S - расстояние от щели до измеряемого сечения, м; b0 - половина ширины щели (сопла), м.
2. Радиальные щели. На расстоянии 400 мм от сопла струи, выходящие из разных щелей, сходятся, не влияя друг на друга, и закон изменения относительной скорости в поперечном сечении описывается уравнением (3.8) для свободной струи.
Относительная осевая скорость определяется эмпирической зависимостью
ω/ω0 = 0,885(Xˉ)0,45e-0,0103S/bo ,
3. Душирующее воздухораспределение. Закон изменения профиля струй подчиняется зависимости (3.8) на расстоянии до 800 нм. На расстоянии от сопла более 800 мм наблюдается влияние соседних потоков на основной и с учетом влияния соседних потоков закон изменения относительной скорости в поперечном сечении будет
ŵ=( ωх- ωсм)/( ω - ωсм)=[1 – (х/b)2,25]2 ,
где ωх - скорость на расстоянии х от оси, м/с; ωсм - скорость смежных потоков, м/с.
Изменение относительной осевой скорости струп воздуха, истекающего из круглого сопла:
ω/ω0 = 0,659(Xˉ)0,27e-0,031S/bo .
____________
1По данным И. Г. Чумака и В. Т. Олейниченко.
121
Как показали исследования Одесского технологического института холодильной промышленности, смежные потоки влияют на основной в струях, истекающих из радиальных щелей.
Скорость воздуха, истекающего из узкой продольной щели в рабочей зоне (на расстоянии 400...500 мм от щели), уменьшается в 2,6...2,8 раза, а при тех же расстояниях скорость воздуха, истекающего из радиальной щели, уменьшается лишь в 2,2 раза. Из исследований был сделан вывод, что в камерах замораживания целесообразно применять круглые воздуховоды переменного сечения по длине и размещать их между подвесными путями, с тем, чтобы воздух выходил из радиальных щелей.
Общее количество воздуха м3/(т·ч), необходимого для замораживания тонны груза:
Vв=(V0/εэф)·L·3600 ,
где
для круглых сопл V0=(π![]() 2/4)nω0,
м3/(с·м);
для плоских сопл V0
= 2b0l0n
ω0
, м3/(с·м).
2/4)nω0,
м3/(с·м);
для плоских сопл V0
= 2b0l0n
ω0
, м3/(с·м).
В указанных зависимостях Vo — количество воздуха, вытекающего из сопл или щелей, обслуживающих 1 м длины подвесного пути, м3/(с·м); L — длина подвесного пути, необходимая для размещения 1 т мяса, м/т; d0 — диаметр круглого сопла, м; l0, b0 - длина и половина ширины плоского сопла, щели, м; ω0 - скорость истечения воздуха из сопла, щели, м/с; п — количество сопл (щелей), располагаемых на 1 м длины подвесного пути, м-1; εэф - коэффициент эффективности воздухораспределения.
Эффективность воздухораспределения
εэф=(iв2 – iв1)/(iв3 – iв1)≈ (tв2 – tв1)/(tв3 – tв1) ,
где iв1, tв1 - энтальпия и температура воздуха, поступающего в камеру; iв2, tв2 - энтальпия и температура воздуха, после смешения части байпасированного воздуха и участвовавшего в теплообмене с мясом; iв3, tв3 - энтальпия и температура воздуха, воздуха между полутушами.
____________________________________________________________________
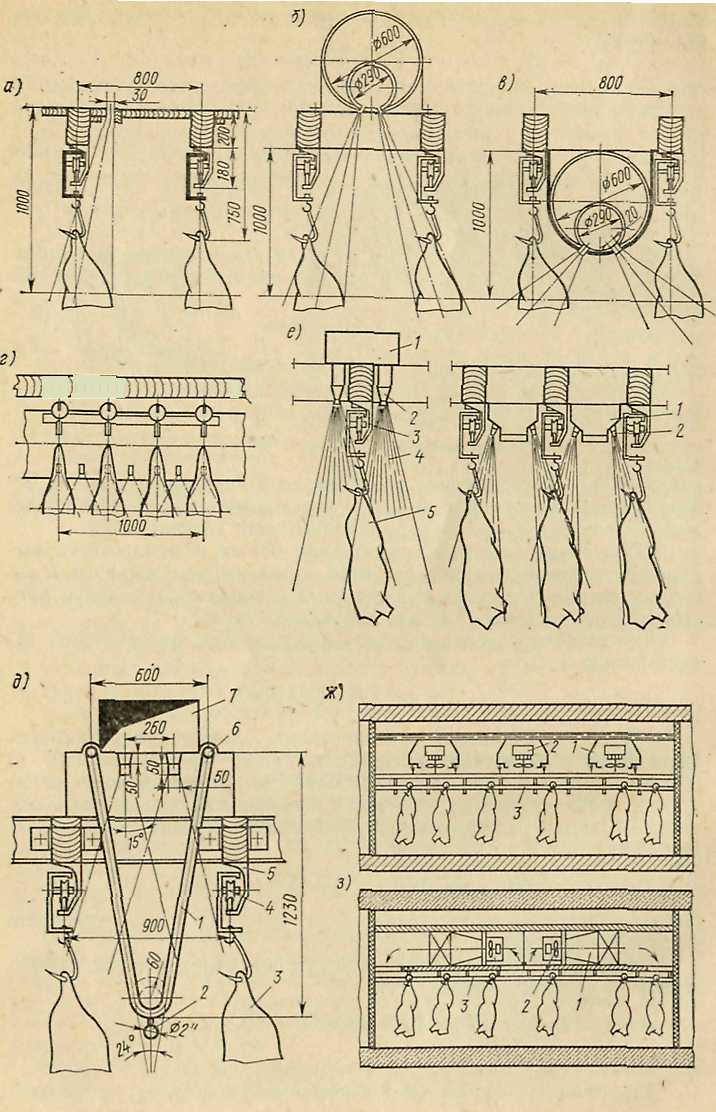
Рис. 3.9. Системы воздухораспределения в камерных морозилках с принудительным движением воздуха:
а - ложный потолок с плоскими соплами в виде щели; б - воздуховод постоянного статического давления с плоскими соплами в виде щели. расположенный над подвесными путями; в - то же, расположенный между подвесными путями: г - воздуховод постоянного статического давления с радиальными прямоугольными соплами; д — подвесной сухой воздухоохладитель с "душирующим" устройством: 1 —батареи непосредственного охлаждения; 2,6 - коллекторы жидкостной и паровой; 3 - полутуши; 4 - подвесной путь; .5 - подвеска конвейера; 7 - воздуховод с соплами: е - схема непосредственного воздушного душирования из каналов, расположенные на каркасе подвесных путей (левый рисунок) и установленных под каркасом подвесных путей; 1 - воздуховод: 2 - сопло: 3 - подвесной путь: 4 - воздушная струя: 5 - полутуши: ж — схема неорганизованного воздухораспределения с потолочными воздухоохладителями: 1 - воздухоохладитель; 2 - вентилятор; 3 - подвесной путь; з - схема туннельной циркуляции воздуха с воздухоохладителями расположенными над валками подвесных путей; 1 — воздухоохладитель; 2 - вентилятор: 3 - подвесной путь
123
Этот показатель характеризует неравномерность воздухораспределения и определяется степенью неравномерности температурного поля. Эффективность воздухораспределения для различных систем составляет: для плоских сопл в ложном потолке -0,755; для круглых воздуховодов и плоских щелей с направляющими насадками -0,755...0,880; для неорганизованного движения воздуха -0,500...0,675.

Рис. 3.10. Схема струи, вытекающей из сопла (а), и различные формы сопл (б, в)
При замораживании желательно обеспечить меньший подогрев подаваемого в камеру воздуха у поверхности полутуш и в результате смешения с воздухом камеры, например до 1°С. Эти условия обеспечиваются при оборудовании камер замораживания воздуховодами, размещенными между подвесными путями, при этом расстояние от сопла до поверхности полутуш сокращается до 0,4...0,5 м. Более совершенна подача воздуха через поперечные радиальные щели (по 8 сопл на 1 м воздуховода). При истечении воздуха из радиальной щели с начальной скоростью 4,6 м/с средняя скорость его у поверхности полутуш составляет около 3,4 м/с.
Достижение высоких скоростей движения воздуха возможно в любой системе воздухораспределения, однако статистический анализ фактических скоростей на уровне рабочей зоны у бедра можно характеризовать такими данными:
124
-
Система воздухораспределения
Неорганизованная циркуляция воздуха
Через щели в ложном потолке.....
Через продольные щели в воздуховодах Продольные сопла в ложном потолке ниже балок подвесных путей
Радиальные щели в воздуховодах Душирующее устройство с межпутевым
воздухоохладителем
Непосредственное воздушное душирование
Циркуляция воздуха в туннелях
Скорости воздуха на уровне рабочей зоны на различных, предприятиях, м/с
0,6.. .3,1
0,36.. .0,9
1...3.0
0,5.. .4 '
До 3.5
0,7.. .0,8
2,11 0,8.. .0,83
В камерах замораживания скорость движения воздуха должна быть не менее 3....4 м/с, при этом максимальная скорость должна быть у бедренной части полутуши.
При воздушной системе охлаждения камер интенсифицируется процесс теплообмена в воздухоохладителях. Среднее значение коэффициента теплопередачи воздухоохладителя составляет от 9 до 16 Вт/(м2·К) для оребренных труб ø57X3,5 мм. Для оребренных труб ø38X2,25 мм он уже выше и составляет 14...18,3 Вт/(м2·К). Наибольшее значение коэффициента теплопередачи 18,3 Вт/(м2·К) соответствует воздухоохладителю, изготовленному из труб ø25,4 мм с пластинчатыми ребрами толщиной 0,6 мм и шагом оребрения 20 мм.
Известно, что увеличение как диаметра труб, так и шага оребрения приводит к возрастанию капитальных затрат на изготовление воздухоохладителей из-за большей металлоемкости. Рекомендуется применять одноходовые воздухоохладители, что особенно важно в системах с высокими скоростями движения воздуха.
Продолжительность замораживания охлажденного мяса определяется по формуле Р. Планка, продолжительность однофазного замораживания в секундах - по зависимости И. Г. Чумака:
τобщ=91 ,
,
где входящие в уравнение величины аналогичны использованным в уравнении (3.7).
При расчете теплофизических констант мяса для процесса замораживания в условиях вынужденного движения воздуха значения средних за процесс температур принимаются по следующим данным:
Конечная температура мяса в центре
при замораживании,°С....... -3 -4 -5 -6 -7 -8 -10 -12 -14
Средняя температура мяса, °С -1,9 -2,9 -3,9 -4,9 -6,0 -7,0 -8,5 -10,3 -12,3
125
Коэффициент конвективной теплоотдачи при этом может быть определен по зависимости И. Г. Чумака и В. М. Московченко:
Nu = 0,17Re0,7, (3.9)
где за определяющий размер принята толщина бедра полутуши.
Коэффициент теплоотдачи радиацией и испарением можно принять приближенно равными соответственно 1 и 0,5 Вт/(м2·К).
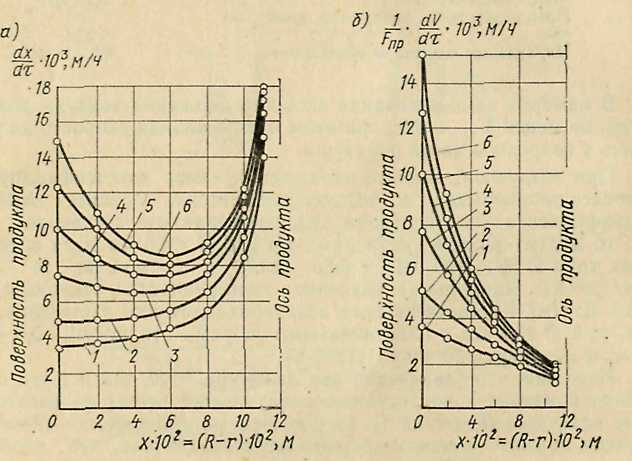
Рис. 3.1. Линейная (а) и объемная (б) скорости замораживания мясного цилиндра внешним радиусом R = 0,12 м при коэффициентах теплоотдачи, Вт/(м2·К):
1 - 8,15; 2 - 11,63; 3 - 17,4; 4 - 23,2; 5 - 29; 6 - 35; r - убывающий радиус незамороженной сердцевины цилиндра, м; tв =-25°С; Fnp - площадь наружной поверхности продукта; х — толщина замороженного слоя.
Замораживание в камерах в условиях переменного конвективного теплообмена. Обычно продукты замораживают при постоянной за процесс скорости движения воздуха и в этих случаях конвективный коэффициент теплоотдачи меняется за время протекания процесса незначительно. Исключение составляют камеры, оборудованные воздухоохладителями с малым шагом оребрения, которые в камерах с большими влаговыделениями применять нецелесообразно. Вместе с тем известно, что линейная и объемная скорости замораживания резко возрастают с увеличением коэффициента теплоотдачи при малой толщине замороженного слоя, а при увеличении толщины этот эффект сглаживается. Эта закономерность представлена на рис. З.11. Поэтому замораживание таких продуктов, как мясо в тушах, полутушах и четвертинах, в начале процесса, когда практически замерзает влага, находящаяся на поверхности, необходимо производить с возможно большим коэффициентом теп-
126
лоотдачи с постепенным его уменьшением по мере продвижения к центру границы замороженного и незамороженного слоев.
Процесс замораживания целесообразно вести по экспоненциальному закону снижения конвективного коэффициента теплоотдачи по уравнению
ατ=αначе-bτ ,
где ατ - текущее значение коэффициента теплоотдачи, Вт/(м2·К); αнач - коэффициент теплоотдачи в начале процесса, Вт/(м2·К); е - основание натуральных логарифмов; b- коэффициент уравнения; τ — время (текущее значение), с.
Способ может быть использован при замораживании в следующих трех вариантах:
1. Замораживание в камерах периодического действия: вначале пускаются все вентиляторы, затем постепенно некоторые из них останавливаются по разработанной программе;
вначале вентиляторы пускают на полное число оборотов, затем скорость их вращения по программе снижают с помощью вариаторов скоростей.
2. Замораживание в камерах непрерывного действия. При использовании этого варианта вся камера разделяется на зоны с разной скоростью движения воздуха, вначале, при входе продукта в камеру, продукт обдувается с максимальной скоростью, после скорость снижается следующим образом:
в камерах, оборудованных воздуховодами постоянного статического давления, происходит «фронтальное замораживание», при этом скорость воздуха у продукта меняется плавно по мере продвижения продукта в камере;
в камерах каждая зона оборудуется своей системой воздухораспределения, так что скорость воздуха снижается от зоны к зоне менее плавно (ступенчато).
3. Замораживание в холодильнике, в котором имеется несколько камер с разными условиями циркуляции воздуха. Расположение камер по ходу движения продукта позволяет обеспечить поточность замораживания, при этом в первой камере поддерживается более высокая скорость (в камере предварительного замораживания 5...6 м/с), далее продукт поступает в камеры с меньшими скоростями.
Кроме скорости движения воздуха целесообразно регулировать также температуру по зонам и холодопроизводительность воздухоохладителей.
По данным Московского технологического института мясной и молочной промышленности, ведение процесса при снижающихся скоростях движения воздуха позволяет сократить продолжительность замораживания на 10% и усушку продукта на 20%, а также сократить общий расход электроэнергии по сравнению с процессом, протекающим с постоянными скоростями движения воздуха (при одних и тех же
127
расходах электроэнергии на привод вентиляторов в морозильной камере). Упрощается также эксплуатация воздухоохладителей, так как к концу процесса небольшие скорости движения воздуха не приводят к большим потерям напора в воздушной системе в условиях возрастания толщины снеговой шубы на поверхности батарей.
Время замораживания мяса в тушах и полутушах τ = 0,56τпл, где τпл - время замораживания мясной пластины, с.
Время полного промерзания неограниченной пластины для экспоненциально снижающегося коэффициента теплоотдачи, а следовательно, и скорости движения воздуха определяется с использованием зависимости Д. Н. Ильинского
τпл= ,
,
где
K=![]() ;
;
 ;
;
здесь f[Kl/(2λ1)] определяется численными методами.
В указанных зависимостях q - теплота льдообразования, Дж/кг; ρпр - плотность продукта, кг/м3; l - половина толщины пластины, м; b - коэффициент уравнения для определения ατ, характеризующий интенсивность снижения коэффициента теплоотдачи.
Оборудование с принудительным движением среды и продукта. Замораживать пищевые продукты в морозильных аппаратах считается наиболее целесообразным со многих сторон - с технологической, технической и экономической.
Более полное сохранение основных качеств продукта достигается при высоких скоростях замораживания, которые могут быть обеспечены различными способами, в том числе увеличением коэффициента теплоотдачи, значения которого приведены ниже.
Среда, в которой происходит замораживание
Жидкая среда при побудительном ее движении Металлические плиты Воздух: быстродвижущийся (7...7,5 м/с) с умеренной скоростью движения (4.. .4,5 м/с) при слабом вынужденном движении (1,7... 2,3 м/с) со свободным движением (0,1 ...0,2 м/с)
|
Коэффициент теплоотдачи, Вт/(м2·К) 1100. ..2900 175.. .230
42 29 17 11
|
В аппаратах достигается средняя линейная скорость замораживания, доходящая до 2...2,5 при -35С и до 2,7...3,3см/ч при -45°С, при этом меньшие скорости характерны для воздушных аппаратов при замораживании продуктов значительной толщины и в упаковке.
128
Морозильные аппараты применяют при замораживании меньших по размеру продуктов, чем туши и полутуши. В них замораживают мелкофасованную продукцию массой до 0,5 кг, а также в блоках массой 10 ..12 кг и толщиной 40...100 мм. Большую часть продукции замораживают в упакованном виде. Наиболее широко применяются аппараты для замораживания рыбы и морепродуктов, птицы. На смену замораживанию мяса в полутушах и четвертинах должно прийти замораживание упакованных в полимерную пленку сортовых отрубов и более мелких кусков, т. е. после разделки туши и полутуши, а также блоков мяса после обвалки. При этом можно продлить срок хранения и снизить усушку мяса, комплексно механизировать погрузочно-разгрузочные работы, увеличить коэффициент использования грузовой емкости камер.
Целесообразность производства блочного мяса (для последующей его переработки) и мяса в мелкой фасовке (для торговли) общеизвестна. Для этой цели необходим переход к полной переработке сырья (разделка, обвалка, фасовка и т. п.), сложность организации которой, особенно в сезон массовой переработки скота, также общеизвестна. Блоки, имеющие правильную геометрическую форму, укладываются в штабеля плотностью 650 кг/м3 и даже более, что увеличивает использование объема холодильника в два и более раза по сравнению с хранением мяса в полутушах, четвертинах, отрубах (заметим, что норма загрузки штабеля бараньими тушами - 300 кг/м3).
За последнее время возрос спрос на быстрозамороженные продукты (вторые блюда, полуфабрикаты вторых блюд, фрукты, овощи, салаты, торты, кексы, сервированные обеды на одного человека и др.), поэтому за рубежом они выпускаются в большом ассортименте (около 600 наименований). Развивается их производство в нашей стране. Созданию морозильных аппаратов уделяется все большее внимание. Разумеется, при замораживании упакованных в пленку продуктов возрастает продолжительность процесса из-за дополнительного сопротивления теплопередаче упаковки и воздуха между продуктами и упаковкой, которое при расчетах следует учитывать введением в формулу Р. Планка (в выражение, стоящее в скобках) члена
![]() ,
,
где δуп/λуп - сумма термических сопротивлений слоев упаковки и промежуточных слоев (табл. 3.3).
Промежуточными слоями являются воздух между упаковкой и продуктом, плиты в плиточных морозильных аппаратах и мембраны в мембранных аппаратах, стенки форм.
Преимущественное распространение получили аппараты туннельного типа с интенсивным движением воздуха. Конструктивно они состоят из двух отсеков - для груза и для воздухоохладителей. Грузовой отсек представляет собой туннель, вдоль или поперек которого движется воздух. Груз в туннелях перемещается: 1) с
5—1430 129
помощью тележек или рам, подвешенных на подвесном пути, или по направляющим, расположенным в полу; 2) с помощью конвейеров; 3) за счет массы (гравитационно); 4) с помощью потока воздуха. В соответствии с этим аппараты классифицируют на тележечные, конвейерные, гравитационные и флюидизационные. В отсеке для воздухоохладителя кроме охлаждающих секций воздухоохладителя и обогреваемого поддона для сбора талой воды устанавливают также вентиляторы.
Таблица 3.3
Промежуточный слой |
δуп, м |
λуп,
|
|
Бумага парафинированная |
0,00027 |
0,076 |
0,0036 |
То же |
0,000475 |
0,076 |
0,062 |
» |
0.0062л |
0,076 |
0,0082 |
Целлофан |
0,000028 |
0,042 |
0,00067 |
Обертка из четырех слоев целлофана толщиной по 0,000028 м |
0,00012 |
0,1 |
0,0012 |
Пергамент двойной вощеный |
0,000053 |
0,071 |
0,00075 |
Пакет из одного слоя картона, в котором находится тонкий слой алюминиевой фольги или воска |
0.00054 |
0,09 |
0.006 |
Обертка из алюминиевой фольги в четыре слоя |
0 00004 |
204 |
0,000000196 |
Алюминиевая форма (тазик) |
0,002 |
204 |
0.0000098 |
Форма (тазик) из нержавеющей стали |
0,001 |
15,1 |
0,000066 |
Стальные мембраны в мембранных блокоморозильных аппаратах |
0,004 |
15,1 |
0,000264 |
Чугунные плиты в плиточных морозильных аппаратах |
0.006 |
58,2 |
0,000103 |
Полихлорвиниловая пленка |
0,00025 |
0,104 |
0,0025 |
Бумага оберточная |
— |
0,07 |
— |
Картон гофрированный |
— |
0,18 |
— |
Пленка из полиэтилена высокого давления нестабилизированная |
0,00004 |
0,29 |
0,000138 |
Воздушная прослойка между продуктом и упаковкой |
0,0009 |
0,021 |
0,043 |
Применение в некоторых конструкциях реверсивных двигателей, переменного шага оребрения в воздухоохладителях, а главное - замораживание продукта в упаковке позволяют продолжительное время поддерживать интенсивный теплообмен. У большинства аппаратов оттайка приборов охлаждения производится раз в одну - две недели.
Низкотемпературный контур аппаратов в большинстве случаев имеет теплоизоляцию. Лишь некоторые аппараты, если предусмотрена их установка в низкотемпературных камерах, теплоизолированного ограждения не имеют.
Одна из многочисленных схем аппаратов тележечного типа представлена на рис. 3.12. В этих аппаратах продолжительность замораживания продуктов от +10 до -18°С составляет (ч):
130
Куры непотрошеные..............................................................4
Гуси непотрошеные...............................................................4,5
Утки потрошеные..................................................................2,5
Субпродукты в блоках толщиной 150 мм ………….7—8
Конвейерные аппараты по конструктивному оформлению разнообразны и в зависимости от вида конвейера бывают с цепным, ленточным или со спиральным конвейером.
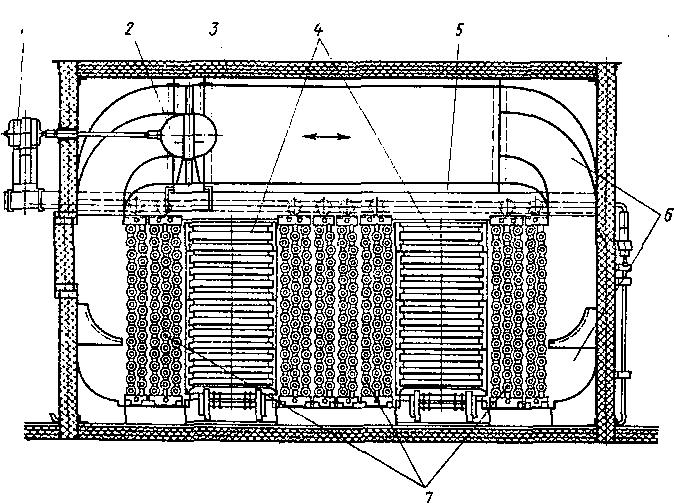
Рис. 3.12. Морозильный аппарат тележечного типа с интенсивным поперечным движением воздуха:
1 - выносной двигатель вентилятора; 2 - реверсивный вентилятор; 3 - изолированное ограждение аппарата; 4 - грузовые отсеки с размещенными тележками и грузом: 5 - ложный потолок или нижнее днище цилиндрического канала; 6 - направляющие для воздуха; 7 - охлаждающие батареи
В аппарате с зигзагообразным цепным конвейером (рис. 3.13) замораживаемые продукты укладывают в формы, шарнирно подвешенные к конвейеру 2, благодаря чему форма 3 остается па всем протяжении в горизонтальном положении. Применение зигзагообразного конвейера уменьшает длину аппарата и площадь, занимаемую им. Блок-форма заполняется продуктом на поворотном барабане вне изолированного контура. Чаще всего применяют импульсное перемещение цепи. Поперечное обдувание блок-форм выравнивает продолжительность замораживания правого и левого блоков.
Аппарат со спиральным конвейером (рис. 3.14) может быть вписан в технологическую линию производства продуктов (полуфабрикатов, готовых блюд и т. д.). Продукция поступает непосредственно на конвейер аппарата с технологичес-
5* 131
кой линии. В аппарате использована транспортерная лента, обладающая относительной подвижностью в горизонтальной плоскости и движущаяся вокруг вертикального барабана (одного или двух) по спирали. Продукт загружается и выгружается вне изолированного контура. Аппарат снабжается автоматическим устройством для мойки и сушки транспортерной ленты.
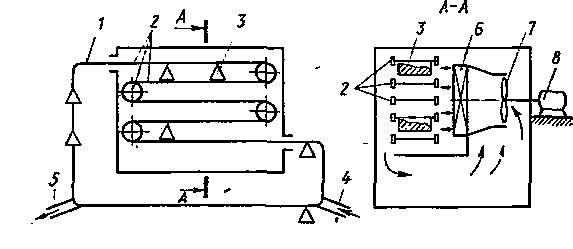
Рис. 3.13. Схема конвейерного морозильного аппарата с зигзагообразным цепным конвейером:
1 - цепь конвейера: 2 - узлы зигзагообразного конвейера: 3 - формы с продуктом: 4 - узел загрузки; 5 - узел разгрузки; 6 - воздухоохладитель; 7 - вентилятор: 8 - двигатель вентилятора
Просты по своему устройству и надежны аппараты с ленточными конвейерами (рис. 3.15). Они предназначены для замораживания упакованных продуктов. Операции по загрузке и выгрузке могут осуществляться вручную (рис. 3.15, а) или механически с помощью толкателей (рис. 3.15,6). Режим работы конвейеров прерывистый.
Для расчета продолжительности замораживания пищевых продуктов в аппаратах используется зависимость (2.13) с учетом влияния фактора формы и упаковки, при этом коэффициент теплоотдачи [Вт/(м2·К)] находят по формуле Планка:
α=8,7ω0,8 ,
где ω - скорость движения воздуха в аппарате, м/с.
Скорости движения воздуха здесь принимают для аппаратов с поперечным продуванием воздуха - в пределах 4...6 м/с, а для аппаратов с продольным продуванием - в пределах 6...7 м/с.
Расход циркулирующего в аппарате воздуха составляет:
объемный (м3/с) Vв =ωFж,
массовый (кг/с) Gв=Vвρв,
где Fж - живое сечение грузового объема аппарата, через которое проходит воздух, м2; ρв — плотность воздуха, кг/м3.
Практически расход воздуха принимают на 15% больше расчетного, учитывая, что по боковым зазорам грузового конвейера (из-за меньшего сопротивления) будет проходить несколько больше воздуха.
132
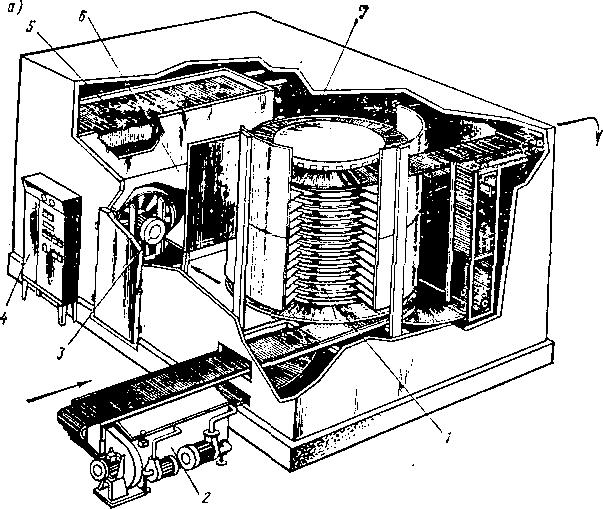
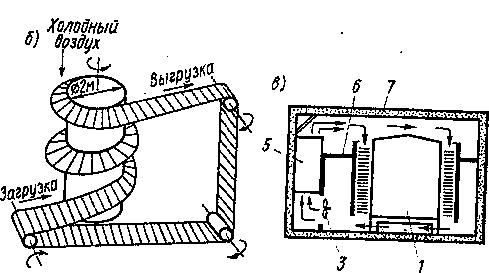
Рис. 3.14. Морозильный аппарат со спиральным конвейером и одним барабаном для замораживания готовых блюд и кулинарных изделий:
а-общий вид: б - схема конвейера: в - схема движения воздуха (вертикальная); 1-грузовой конвейер; 2 - устройство для мойки транспортерной ленты; 3 – вентилятор; 4 - щит управления; 5 - охлаждающие батарее; 6 - перегородка; 7-теплоизолированная камepa.
Полученное значение массового расхода циркулирующего воздуха (кг/с) должно быть проверено по формуле
Gв=Q/(iв2-iв1) ,
где Q - тепловая нагрузка аппарата, кВт; iB2-iB1 - разность энтальпий воздуха, поступающего в воздухоохладитель аппарата и прошедшего через него, кДж/кг.

4
5
Рис. 3.15. Конвейерные морозильные аппараты для замораживания упакованных продуктов:
а - с ленточным конвейером и продольным движением воздуха; б - с сетчатым конвейером и поперечным движением воздуха; 1 - центральный вентилятор; 2 - изолированное ограждение; 3 - воздухоохладитель; 4 - упакованный продукт; 5 - конвейер; 6 - двигатель вентилятора
При определении iв2 и iB2 необходимо учитывать, что подогрев воздуха (при расчете его количества) не должен превышать в аппаратах с поперечным продуванием 2 ... 4°С, а с продольным продуванием - не более 6°С.
При проектировании аппаратов температуру воздуха принимают от -40 до -50°С.
Оборудование, в котором принудительное движение среды вызывает движение продукта. Сначала рассмотрим гидродинамику процессов псевдоожижения. Метод флюидизации используется для замораживания неупакованных продуктов, мелких или нарезанных овощей, фруктов, ягод, гороха, фасоли, картофельной стружки, рыбных палочек, моркови и других продуктов диаметром приблизительно до 40 мм или длиной до 125 мм. Аппараты этого типа имеют широкий диапазон производительности - от 0,5 до 15 т/сут.
134
В этих аппаратах теплообмен значительно интенсивнее, чем в обычных воздушных аппаратах.
Под псевдоожижением понимается превращение слоя материала в так называемый кипящий слой под действием восходящего потока газа, достаточного для поддержания мелких или измельченных продуктов во взвешенном состоянии. Слой напоминает кипящую жидкость, поэтому способ широко известен как метод флюидизации.
При достижении скорости витания продукт, помещенный в поток воздуха, оказывается в нем как бы в «невесомости», в неподвижном состоянии. Скорость витания - это минимальная скорость, при которой частицы данных размера и массы могут уноситься потоком воздуха. В подобных условиях продукт находится под действием двух равных сил - силы сопротивления от действия потока и силы тяжести: Если представить продукт в виде шара с диаметром dnp, то скорость витания ωвит находится из равенства
![]() ,
,
где ρпр, ρв - плотность продукта и воздуха соответственно, кг/м3; g - ускорение свободного падения, м/с2; С — коэффициент сопротивления движению частицы в потоке воздуха; π = 3,14.
Как правило, продукт располагают на перфорированной ленте, решетке, размещенной в аппарате, а через слой продукта снизу проходит восходящий поток ожижающего его охлажденного воздуха. Гидродинамическое состояние слоя продукта зависит от скорости потока. При плавном изменении ее от нуля до некоторого критического значения происходит процесс фильтрации воздуха через слой продукта, при этом твердые частицы остаются неподвижными.
Кривая
идеального псевдоожижения слоя продукта
показана на рис. 3.16, а. Кривая псевдоожижения
выражает зависимость перепада
статического давления в слое от скорости
потока. Процессу фильтрации соответствует
восходящая ветвь. Прямолинейная ветвь
ОА
характерна
для ламинарного режима движения воздуха
в слое. При переходном и турбулентном
режимах характер линии - нелинейный.
Псевдоожижение наступает при достижении
критической скорости
![]() или скорости начала псевдоожижения
(точка Л). При дальнейшем увеличении
скорости растет высота всевдоожиженного
слоя, а перепад давления остается
постоянным.
или скорости начала псевдоожижения
(точка Л). При дальнейшем увеличении
скорости растет высота всевдоожиженного
слоя, а перепад давления остается
постоянным.
Перепад давления при прохождении воздуха через псевдоожиженный слой, т. е. гидравлическое сопротивление слоя,
Δpп.с.=ρпр(1-ε0)h0 ,
где ρпр - плотность продукта; ε0 - порозность (пористость) неподвижного слоя; h0 — высота неподвижного слоя.
В холодильной и сушильной технике для псевдоожижения используется также вибрация (для получения виброкипящего слоя).
В реальных условиях (рис. 3.16,6) кривая псевдоожижения характеризуется
135
наличием пика давления Δр' в момент перехода слоя в псевдоожиженное состояние, что вызвано необходимостью затраты дополнительной энергии на преодоление сил сцепления частиц. Величина Δр' обычно составляет 5...10% от перепада давления при прохождении газа через псевдоожиженный слой, т. е. Δр' = (0,05÷0,1 )Δpп.с.
В плотном слое ветвь 1 кривой псевдоожижения поднимается круче, чем в рыхлом слое (ветвь 2). Линия изменения Ар при увеличении скорости потока (ветвь 1 или 2) не совпадает с линией обратного хода (кривая 3) , характеризующей изме-
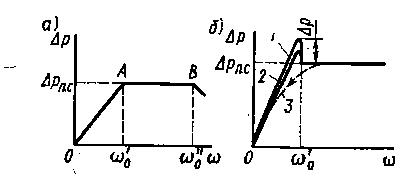
Рис 3.16. Кривые идеального (а) и реального
(б) псевдоожижения
Δp=f(ω)
1 - плотного неподвижного слоя; 2 -рыхлого неподвижного слоя; 3 – кривая обратного хода
нение Δр при снижении скорости движения воздуха, т. е. реальная кривая псевдоожижения слоя обладает гистерезисом. Фактическая картина гидравлики процесса более сложна.
Для простоты началом ожижения считают момент, когда гидравлическое сопротивление потока воздуха уравновешивается массой материала.
Псевдоожиженный
слой может устойчиво существовать в
определенном диапазоне скоростей
ожижающего воздуха
<ωопт<
![]() .
.
Нижним пределом является скорость начала псевдоожижения, или первая критическая скорость . Верхним пределом является скорость начала уноса замораживаемого материала из слоя, или вторая критическая скорость .
Вторая критическая скорость зависит от большого числа факторов, в том числе от конструктивных особенностей аппаратов, она не полностью совпадает со значением скорости витания ωвит, при этом ωвит > . Часто принимают в первом приближении = ωвит
Если скорость воздуха превышает ωвит, то частицы выносятся из всевдоожиженного слоя.
Скорость (м/с) определяют из уравнения
R
где
![]() ,
Ar
- критерии Рейнольдса и Архимеда
соответственно; dэ
- диаметр или эквивалентный диаметр
частиц, м; vB
- коэффициент кинематической вязкости
,
Ar
- критерии Рейнольдса и Архимеда
соответственно; dэ
- диаметр или эквивалентный диаметр
частиц, м; vB
- коэффициент кинематической вязкости
136
воздуха, м2/с; ε0 - порозность слоя зернистого материала.
Для неподвижного слоя порозность определяется как
ε0=1—ρпр.н/ρпр (3.11)
где ρпр.н - насыпная плотность продукта, кг/м3; ρпр - плотность твердых частиц продукта, кг/м3.
Для продуктов шаровой формы, у которых ε0=0,38÷0,42,
R![]() (3.12)
(3.12)
Для некоторых плодов критические скорости составляют (м/с): зеленый горошек - 1,49, вишня - 2,3, слива - 2,9, абрикосы - 3,4.
Вторую критическую скорость и скорость витания определяют из уравнения
![]() (3.13)
(3.13)
пригодного для всех режимов. Критерий Архимеда
Ar=![]() ,
,
где g- ускорение свободного падения, м/с2; ρпр - плотность продукта, кг/м3; ρв - плотность воздуха, кг/м3.
Диаметр шара, эквивалентный отдельным объектам, определяется, как
dэ=![]() ,
,
где Gnp - масса плодов в произвольной пробе, кг; п - количество плодов в произвольной пробе, шт.; π = 3,14.
Таким образом, область существования псевдоожиженного слоя находится в области, отмеченной на рис. 3.17.
В зависимости от размера аппарата и продукта, свойств продукта бывают три режима псевдоожижения - однородный, неоднородный и поршневой.
Характер псевдоожижения определяется значением критерия Фруда Fr, который рассматривают как критерий устойчивости системы. При Fr<l,0 режим однородный, а при Fr>l,0 преобладает неоднородный режим. Поршневой режим наблюдается в аппаратах с диаметром около 50 мм и при отношении h/Da>1 критерий перехода к поршневому режиму выражается уравнением
![]() ,
,
137
где h - высота расширенного слоя, м; Da - диаметр аппарата, м; ω - скорость, м/с.
При однородном режиме псевдоожижения порозность слоя
![]() (3.14)
(3.14)
К
Рис.
3.17. Область су-
ществования
псевдо-
ожиженного
слоя узкой фракции зернисто-
го материала:
1-кривая начала псевдо-
ожижения;2
- кривая
нача-
ла уноса
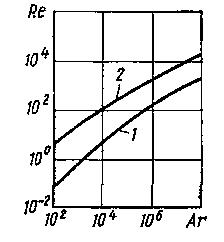
Своеобразное решение принято в некоторых конструкциях, когда продукт замораживается во вспомогательной взвешенной в воздухе промежуточной среде, выполняющей роль подвижной насадки (см. рис. 3.20). В качестве промежуточной среды используют мелкодробленый лед, полимерные шарики, а также композиции, например смесь, состоящую из манной крупы, сахара, соли и мелкодробленого льда. Эта среда под действием направленного вверх воздушного потока с небольшой скоростью (0,5 м/с), создаваемого вентиляторами, превращается в кипящий слой, через который движется замораживаемый продукт. Размеры частичек кипящего слоя от 0,3 до 0,5 мм. Использование подвижной насадки несколько повышает интенсивность теплообмена. В аппарате применены две охлаждающие системы: одна -испарительная батарея змеевикового типа, предназначенная для охлаждения кипящего слоя, и вторая, состоящая из двух воздухоохладителей, предназначенная для охлаждения воздуха и работающая при более низкой температуре кипения. Аппарат отличается от обычных флюидизационных скороморозильных аппаратов, в которых кипящий слой образуется самим замораживаемым продуктом, имеющим большие размеры, чем мелкие частицы вспомогательного слоя. Аппарат позволяет замораживать не поддающиеся флюидизации продукты, в том числе упакованное мясо, цыплят (цельные или в кусках), упакованные готовые блюда средней величины, цельную птицу, филе птицы в упаковке и другие продукты.
Для поддержания высокой интенсивности теплообмена между воздухом и поверхностью воздухоохладителя в аппаратах большой производительности приме-
138
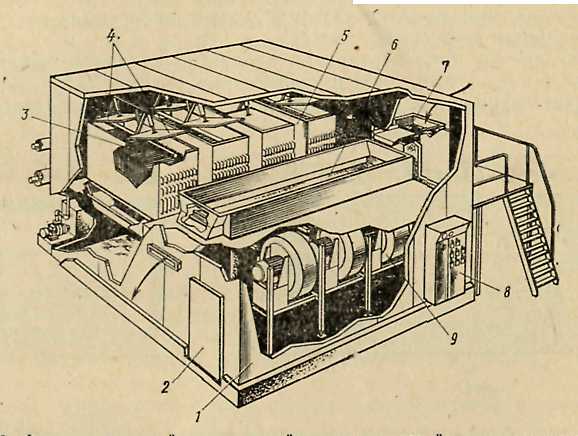
Рис. 3,18. Флюидизационный морозильный аппарат средней производительности;
1 -изолированный контур аппарата; 2 -дверь: 3 - секции воздухоохладителя; 4 -щиты для закрытия секции воздухоохладителя; 5 -теплоизолирующая перегородка; 6 -поддон с перфорированный дном; 7 -вибрационная решетка; 8 -щит; 9 -центробежные вентиляторы
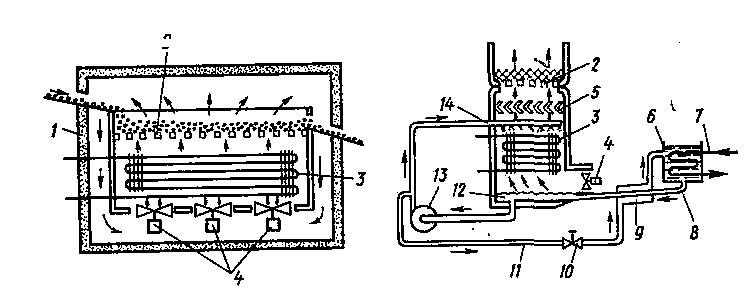
Рис. 3.19. Флюидизационный аппарат большой производительности с орошаемым воздухоохладителем:
1 -изолированный контур; 2 -поддоны с перфорированным дном; 3 -воздухоохладители; 4 -вентиляторы; 5 -каплеотделители; 6 - концентратор этиленгликоля; 7 -паровой змеевик дли выпаривания воды из этиленгликоля: 11- трубопровод для возврата этиленгликоля в поддон. 9 -теплообменник; 10 - вентиль; 11 - трубопровод для подачи этиленгиколя в концентратор; 12 -поддон с раствором этиленгликоля; 13 -циркуляционный насос; 14 -оросительная гребенка
няют орошение поверхности воздухоохладителя этиленгликолем (см. рис. 3.19).
В некоторых конструкциях воздухоохладителей применяют двухскоростные двигатели вентиляторов и шиберы для регулирования скорости движения воздуха.
По способу транспортировки продуктов аппараты бывают лотковые (см. рис. 3.18, 3.19) и конвейерные (см. рис. 320). В первых продукт перемещается в поддоне в форме лотка из-за действия по тока воздуха и наклона лотка. В конвейерных аппа-
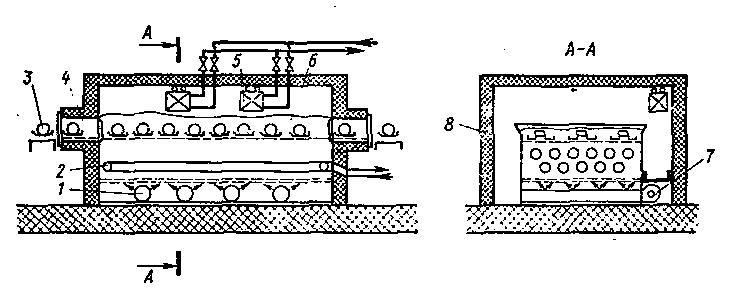
Рис. 3.20. Флюидизационный морозильный аппарат с промежуточной средой:
1 - перфорированный воздуховод; 2 - гладкотрубная змеевиковая батарея. 3 - транспортеры; 4 - окна: 5 — воздухоохладитель; б - подвижные насадки; 7 - центробежный вентилятор: 8 - изолированный контур
ратах продукт движется с помощью сетчатого конвейера.
Методы расчета. Для расчета флюидизационных аппаратов должны быть заданы их производительность, температура среды, начальная и конечная температуры продукта.
Оптимальная скорость движения воздуха
ωопт=2,25+1,95lg![]() ,
,
где ωопт - оптимальная скорость движения воздуха в грузовом отсеке флюидизационной установки, м/с; ,- масса единичного продукта, г.
Необходимо убедиться, что оптимальная скорость
< ωопт<
где - определяется уравнением (3.10) или (3.12), а - по уравнению (3.13).
Коэффициент теплоотдачи от поверхности продукта [Вт/(м2×K]
α=0,62 .
.
140
Задаваясь температурой среды, размерами продукта, определяют продолжительность замораживания по формуле Р. Планка для тел сферической формы. Используют также эмпирические зависимости полученные А. М. Войтко и Т. С. Дидык для плодоовощного сырья шарообразной формы, имеющего начальную температуру 15…25°С:
в
плотном слое τпл=2·103![]()
в
псевдоожиженном слое τпс=1,75·103![]()
где τпл, τпс - продолжительность замораживания, ч; dэ - эквивалентный диаметр, м; рв — плотность воздуха, кг/м3; ωопт - оптимальная скорость движения воздуха, м/с; tв - абсолютное значение температуры воздушной среды, °С
Площадь (м2) решетки, поддерживающей продукты:
Fp=Gτ/(ρпр.нh0) ,
где G - производительность морозильного аппарата, кг/с; τ - продолжительность замораживания, полученная по вышеприведенным зависимостям с учетом продолжительности стадии охлаждения, с; ρпр.н - насыпная плотность продуктов, кг/м ; h0 - высота слоя продуктов, м.
Высота неподвижного слоя продукта принимается ориентировочно 0,04...0,06 м.
Рабочая высота флюидизированного слоя
h=h0(1-ε0)/(1-εпс) ,
где εпс и ε0 определяют из уравнений (3.14), (3.11).
Принятые размеры решетки, на которой замораживается продукт, длина Lp и ее ширина BР, связаны выражениями:
Fp=BpLp=![]() ,
,
где св - удельная теплоемкость воздуха, кДж/(кг·К); Δtв - подогрев воздуха только во флюидизационном слое, принимаемый 1…3°С; ωопт — оптимальная скорость воздуха, м/с; рв - плотность воздуха' кг/м3; Q2 - тепловая нагрузка от замораживаемого продукта, кВт, равная Q2=G(inp.нач - iпр.кон), где G - производительность аппарата, кг/с; inp.нач, iпр.кон - соответственно начальная и конечная энтальпии продукта, ,кДж/кг.
Масса загружаемого на решетку аппарата продукта (кг)
Gпр=Fph0ρпр.
Объемный (Vв) и массовый (Gв) расходы циркулирующего воздуха связаны уравнением Vв= Gв/ рв=Fpωопт.
Теплота,
отводимая от продукта и
подведенная
к воздуху (кВт), Qв
= Gвcв·Δtв.
Если
Qв![]() Q2
, то
необходимо изменить Δtв,
чтобы расхождение не превышало ±10%.
Q2
, то
необходимо изменить Δtв,
чтобы расхождение не превышало ±10%.
Теплота, отводимая от поверхности продукта:
Qп=αFпр·Δtср ,
141
где Fпр - площадь поверхности продуктов, м2, находящихся во флюидизационном слое, определяемая по зависимости Fпр= 6Gпр/(ρпрdэ); Δtср - средняя разность температур между воздухом и поверхностью продукта, °С.
При расчете должно соблюдаться равенство Q2=Qв = Qп. В случае отличия Qп изменить количество находящихся на решетке продуктов (h0, Gпр) с целью изменения Fпр и расчеты произвести вновь. Полученные действительные значения h0д , Gпрд, Fпрд использовать в дальнейших расчетах.
Действительная температура воздуха на выходе из флюидизационного слоя (°С)
![]() ,
,
где t
температура воздуха в камере замораживания,
°С;
![]() - температура воздуха, входящего во
флюидизационный слой, °С;
n
-
показатель степени, определяемый из
соотношения
- температура воздуха, входящего во
флюидизационный слой, °С;
n
-
показатель степени, определяемый из
соотношения
n=α![]() /(103
/(103![]() спр)
;
спр)
;
спр - удельная теплоемкость продукта, кДж/(кг·К); е - основание натуральных логарифмов.
Действительная
скорость воздуха
![]() в
грузовом
отсеке
аппарата
должна быть меньше
(м/с):
в
грузовом
отсеке
аппарата
должна быть меньше
(м/с):
![]() <
.
<
.
Действительная величина критерия Рейнольдса
Reд=![]() .
.
Аэродинамическое сопротивление флюидизационного слоя (Па)
 .
.
Аэродинамическое сопротивление решетки1 (Па)
![]() .
.
В дальнейшем определяют тепловую нагрузку на воздухоохладители, рассчитывают площадь поверхности воздухоохладителя, определяют аэродинамическое сопротивление всей воздушной системы, подбирают вентиляторы.
Особенности использования воздушных турбохолодильных машин. За последние годы созданы воздушные турбохолодильные машины (ТХМ) для диапазона от —70 до — 180°С. В зависимости от уровня температуры воздуха в холодильной камере ТХМ разделены на три типа: ТХМ1 с диапазоном от -80 до - 120°С; ТХМ2 с диапазоном от -5 до +20°С; ТХМЗ с диапазоном от -140 до -180°С.
________________
1Для решетки с диаметром отверстий 3 мм и живым сечением 0,308 м2/м2.
142
Воздушные турбохолодильные машины из-за своей прецизионности и высокооборотности требуют квалифицированной эксплуатации. Процессы протекают в них практически при атмосферном давлении, для них не требуется вода, они быстро выходят на заданный режим, просты в монтаже, у них малые металлоемкость и габаритные размеры. Однако они чувствительны к влажности воздуха, для них требуется звуковая изоляция.
а)
Д
Рис.
3.21. Термодинамические циклы и схемы
работы воздушных турбохолодильных
машин:
а – с давлением и
регенерацией; б - с разрежением
и регенерацией: К
- компрессор: ТО
- теплообменник; Р
- регенератор: Д
- двигатель: ХК
–холодильная камера; Г - турбодетандер
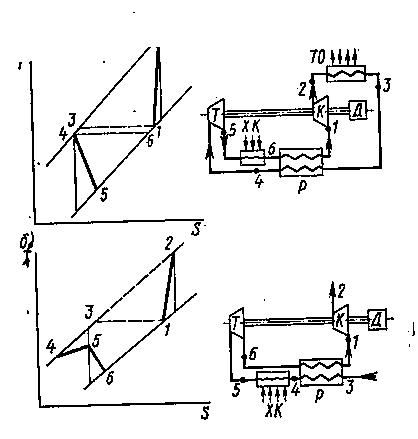
Применяют открытые и замкнутые циклы получения холодного воздуха, при-чем воздух во всех процессах, составляю-щих цикл, находится под давлением, равным и выше атмосферного, а в некоторых случаях и ниже атмосферного. В зависимости от этого цикл называют «цикл с давлением» или «цикл с разрежением». В холодильной камере лучше создавать атмосферное давление.
В схеме замкнутого термодинамического цикла с давлением и регенерацией (рис. 3.21, а) воздух при любом начальном давлении (чаще всего близком к атмосферному) сжимается в компрессоре К (в T-S-диаграмме процесс 1-2), затем охлаждается водой или воздухом (процесс 2-3) и теплообменнике ТО. Далее воздух направляется в регенератор Р (процесс 3-4) для охлаждения встречным потоком воздуха, расширяется в турбодетандере Т (процесс 4-5) и поступает в холодильную камеру ХК, где в результате теплообмена с продуктом нагревается (процесс 5-6) и вновь направляется в регенератор (процесс 6-1), а затем в компрессор.
143
В разомкнутом (или открытом) цикле (рис. 3.21,6) воздух из атмосферы поступает вначале в регенератор Р, где охлаждается до температуры, необходимой для замораживания продуктов, и направляется в холодильную камеру ХК. В результате теплообмена с замораживаемым продуктом температура воздуха повышается (процесс 4-5). Далее воздух расширяется в турбодетандере Т (процесс 5-6) и вновь поступает в регенератор (процесс 6-1) при давлении ниже атмосфер-
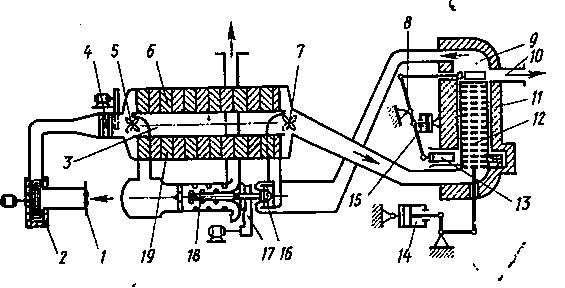
Рис. 3.22. Схема использования ТХМ для замораживания сыпучих продуктов в псевдоожиженном слое:
1 - дроссельная заслонка; 2 - центробежный вентилятор: 3 - турбохолодильная машина; 4 - осевой вентилятор; 5, 7 - клапанные коробки; 6; 19 - регенератор; 8 - система рычагов: 9 - морозильный аппарат; 10 и 13 - выходной и входной шлюзы; 11 - теплоизоляционная шахта морозильного аппарата; 12 - металлические лотки; 14 и 15 - гидроцилиндры; 16 -турбодетандер : 17 - мультипликатор; 18 – компрессор
ного, откуда забирается компрессором, сжимается (процесс 1-2) и направляется в атмосферу при температуре более высокой, чем температура атмосферного воздуха.
Машины изготовляют в стационарном и передвижном вариантах. В качестве технологического оборудования используются спиральные и туннельные конвейерные морозильные камеры, плиточные аппараты и аппараты, действие которых основано на принципе флюидизации. В технологических условиях, создаваемых ТХМ, могут замораживаться различные продукты в виде блоков (мясо, рыба, готовые кулинарные блюда), а также чай, плоды, ягоды и овощи на местах массового сбора, прямо в поле. В последнем случае наиболее целесообразны ТХМ в передвижном варианте.
При использовании ТХМ в комплекте с флюидизационным аппаратом для замораживания сыпучих продуктов в псевдоожиженном слое (рис. 3.22) атмосферный воздух в систему попадает через дроссельную заслонку 1 и с помощью центробежного вентилятора 2 и осевого вентилятора 4 через клапанную коробку 5 поступает в регенератор 6 турбохолодильной машины 3. Здесь воздух охлаждается и подается через клапанную коробку 7 в морозильный аппарат 9, Воздух в аппарате подогревается на 30°С. Далее отепленный воздух направляется в турбодетандер 1б, где расширяется, при этом его температура понижается.
144
В самом аппарате в шахте 11 располагаются друг над другом металлические лотки 12 с сетчатым дном. Загрузка лотков продуктом и выгрузка его в замороженном виде производятся через входной 13 и выходной 10 шлюзы. Лотки перемещаются с помощью автоматически работающих гидроцилиндров 14 и 15, управляемых по сигналам реле времени. Холодный воздух продувается через слой продукта снизу, при этом замораживание производится либо в режиме псевдоожижения (частиц размером до 25 мм), либо в плотном слое (частиц более крупных по размерам). Время нахождения продукта в шахте на лотках регулиру-
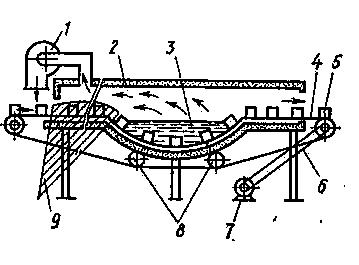
Рис. 3.23. Иммерсионный аппарат с зоной предварительного охлаждения:
1 - вытяжной вентилятор; 2 - изолированный контур: 3 - ванна с жидким азотом; 4 - грузовой конвейер: 5 - продукт; 6 - цепная передача; 7 - электродвигатель; 8 - направляющие ролики; 9 - зона предварительного охлаждения
ется с помощью реле времени в зависимости от продолжительности замораживания, определяемой размерами продукта.
Замораживание с использованием конвективного теплообмена в жидких кипящих и некипящих средах. Оборудование такого типа отличается компактностью, большой интенсивностью теплообмена, сравнительно малой продолжительностью процесса.
Оборудование для замораживания путем контакта продукта с кипящей жидкостью. Это оборудование компактно, просто по устройству, характеризуется высокой скоростью замораживания, хорошим качеством и товарным видом готового продукта. Высокая скорость замораживания способствует формированию внутри продукта мельчайших кристаллов льда, уменьшающих отрицательное влияние замораживания. К данному оборудованию относятся установки, в которых используются сжиженные газы, в том числе криогенные, и в первую очередь N2, CO2 и хладоны. Несмотря на сравнительно высокую стоимость жидкого азота, СО2 и хладонов, преимущества подобного оборудования — простота конструкции и удобство эксплуатации — привлекают внимание производственников. Разнообразие типов морозильных аппаратов вызвано различной их производительностью, назначением и способами использования жидкостей.
Криогенные аппараты. В криогенных аппаратах в качестве теплоотводящей среды используют азот, реже - жидкий воздух. В аппаратах продукт для замораживания погружается в жидкий азот (погружные аппараты) пли орошается им.
Погружной аппарат состоит из изолированного контура (рис. 3.23), изготовленного из нержавеющей стали и теплоизоляционного материала.
145
В изолированном контуре расположена ванна с жидким азотом 3. Подлежащий замораживанию продукт 5 поступает на загрузочный стол, затем на грузовой конвейер 4, а затем при перемещении конвейера продукт погружается в ванну с жидким азотом. Следует оговориться, что подобные аппараты должны удовлетворять повышенным требованиям для обеспечения безопасной работы.
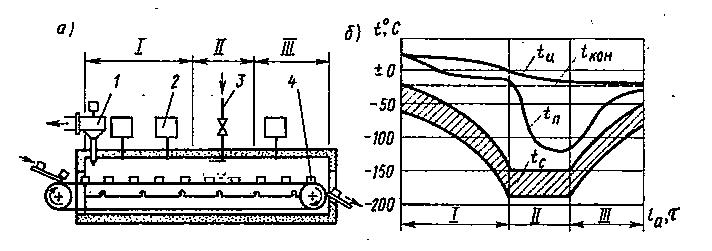
Рис. 3.24. Аппарат для замораживания продуктов в жидком азоте методом его
распыления:
а - схема аппарата; б - характер распределения температур по зонам аппарата во время замораживания; 1 - центробежный вентилятор для удаления отработавшего газообразного азота; 2 - осевые вентиляторы: 1 - оросительное устройство: 4 - продукт; I - зона предварительного охлаждения; II - зона орошении: III - зона выравнивания температур объекта; tц - температура центра продукта; tп - температура поверхности продукта; tкон - среднеобъемная конечная температура продукта: tc - температура среды
Аппарат с распылением жидкого азота в грузовом отсеке получил наибольшее распространение. Расход жидкого азота для замораживания составляет 1 ... 1,2 кг на 1 кг продукта. Аппараты отличаются простотой автоматизации, возможностью регулирования производительности с помощью вариаторов скоростей. Подавляющее большинство аппаратов изготовлено в виде изолированного туннеля, в котором транспортером перемещается продукт (рис. 3.24,б). Туннель состоит из трех-четырех зон. Каждая зона имеет свое назначение. Продукт поступает в первую зону и затем последовательно проходит все зоны. Чаще всего в первой зоне объект охлаждается газообразным азотом, поступающим из других зон. В средней зоне продукт орошается жидким азотом с помощью форсунок, расположенных чаще всего сверху. В последней (по ходу движения продукта) зоне температурное поле объекта выравнивается до заданной среднеобъемной величины (рис. 3.24, б).
Резкое различие в распределении температур в различных зонах связано с разной интенсивностью теплообмена. Так, в зоне предварительного охлаждения коэффициент теплоотдачи α от продукта к газообразному азоту изменяется примерно от 20 до 35 Вт/(м·К). В зоне орошения продукт орошается жидким азотом, поэтому коэффициент α резко увеличивается и составляет около 175 Вт/(м2·К). К концу последней зоны после испарения остатков азота с поверхности продукта
146
коэффициент теплоотдачи снижается до 10...15 Вт/(м2·К). Соотношение между продолжительностью пребывания продукта в зоне охлаждения и в зоне замораживания, а следовательно, и соотношение длин этих зон составляет 7:1.
Для обеспечения необходимой скорости движения газообразного азота в первой и последней зонах установлены вентиляторы, причем наибольшее количество (до 99...95%) испарившихся холодных паров азота из средней зоны подается в зону предварительного охлаждения, а остальная часть направляется в зоны выравнивания температуры и для предупреждения входа теплого воздуха в туннель. В некоторых конструкциях скорость газообразного азота в зоне предварительного охлаждения равна 20...35 м/с. Температура паров азота на выходе из аппарата достигает - 20°С; из аппарата азот удаляется в атмосферу центробежным вентилятором.
Для распыления жидкого азота в зоне замораживания чаще всего устанавливают коллекторы. Длина каждого коллектора равна длине зоны. В коллекторах имеются отверстия или устанавливаются специальные форсунки мелкого распыла. Жидкий азот к форсункам подается или под давлением, создаваемым в питающем резервуаре, на уровне 20...240 кПа, или насосом, создающим давление перед форсунками 150 кПа. В некоторых конструкциях аппаратов применяется ороситель в виде перфорированного лотка или бака, монтируемого над зоной замораживания (над продуктом). Длина лотка (бака) равна длине зоны. Неиспарившегося азот собирается в нижней части аппарата в поддоне и оттуда стекает в питающий резервуар для повторной циркуляции с помощью насоса.
Существуют аппараты, в которых жидкий азот направляется вначале в охлаждающие батареи и в газообразном состоянии подается в грузовой объем камеры.
В аппаратах устанавливаются конвейеры различного типа, горизонтально или наклонно расположенные. Ленточные конвейеры изготовляют из нержавеющей стали в виде сетки; скорость движения конвейера с помощью вариатора скоростей может меняться (в различных аппаратах обычно от 1 до 12 м/мин). Применяют также вертикальные или наклонные винтовые конвейеры.
Учитывая низкую температуру кипения азота при атмосферном давлении (—195,6°С), эффект интенсивности замораживания следует признать весьма высоким. Так, например, бифштекс толщиной 12...20 мм замораживается за несколько минут. Вместе с тем столь низкая температура азота усложняет регулирование температуры продукта и оптимизацию процесса, так как требуется конечная среднеобъемная температура продукта не ниже -20...-25°С. В настоящее время создано несколько типов отечественных аппаратов, в частности для сырья, направляемого на производство медицинских препаратов.
Расчет продолжительности замораживания проводят для различных зон отдельно, поэтому минимальное время пребывания продукта в аппарате
147
τ= τI+ τII+ τIII
где τI, τII, τIII - продолжительность замораживания продукта в I, II и III зонах.
Продолжительности τI, τII и τIII определяют по формуле Р. Планка, при этом в качестве величины q каждый раз нужно брать значение, соответствующее своей зоне. Так, для зоны III (зона домораживания) величина q будет определяться видом продукта, его среднеобъемной температурой при входе в третью зону и выходе из нее. Обычно принимают τI = τIII или берут τIII=(0,5...0,75) τI, иногда отказываются от третьей зоны вообще, тогда τIII =0.
При определении продолжительности τI коэффициент теплоотдачи к газообразному азоту принимают согласно уравнению
Nu =0,0296 Re0,8Pr0,43,
где в качестве определяющего размера принят эквивалентный диаметр единичного продукта.
Температура газообразного азота в зоне I
tc1=(tг+t0)/2 ,
где tг - температура отработавшего газообразного азота, удаляемого из зоны предварительного охлаждения, принимается от -20 до -30°С; t0= -196°С - температура кипения азота.
Скорость движения газообразного азота принимают 20 ... 35 м/с.
Коэффициент теплоотдачи [Вт/(м2·К)] в зоне орошения (зона II) рассчитывают по уравнению
αII=25,06λг ,
,
где λг - теплопроводность газообразного азота, Вт/(м·К); сг - удельная теплоемкость газообразного азота, кДж/(кг·К); Δta - разность температур между продуктом, поступающим в зону орошения, и кипящим азотом, °С; ρж, ρг - плотность азота соответственно жидкого и насыщенных паров, кг/м3; σж - поверхностное натяжение жидкого азота, Н/м; r - скрытая теплота парообразования азота, кДж/кг.
Хладоновые аппараты. Этот тип аппаратов предназначен для замораживания мелкоштучных продуктов, в том числе фруктов, овощей, мясных полуфабрикатов, птицы, продуктов моря. Особенность аппаратов - наличие хладоносителя, роль которого выполняют хладоны. Теплообмен в такой жидкой кипящей среде с продуктом протекает очень интенсивно.
Аппарат (рис. 3.25) состоит из изолированного контура, внутренняя обшивка которого изготовлена из листов нержавеющей стали, а внешняя обшивка — из листового пластика. Между обшивками уложена пенополиуретановая тепловая изолиния. Подающий и разгрузочный конвейеры располагаются в соответствующих туннелях. Грузовой ленточный конвейер, изготовленный из нержавеющей стали,
148
снабжен двигателем с вариатором скоростей, обеспечивающим изменение скорости перемещения ленты 1 ... 5 м/мин.
П
Рис. 3.25. Схема
аппарата для замораживания
мелкоштучных продуктов в жидком фреоне:
1 - загрузочный конвейер;
2 -
конденсатор-испаритель; 3 —
изолированный контур;
4 - разгрузочный
конвейер; 5 —
поддон; 6 - орошающее
устройство; 7
- грузовой конвейер; 8
- лоток; 9
- насос
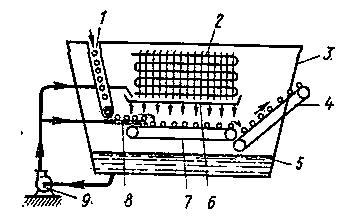
расположенного над оросителем. Сконденсировавшийся хладон стекает в орошающее устройство. Конденсатор-испаритель работает при более низкой температуре ( -43°С), чем температура теплоотводящей среды (-30°С). Хладоновые аппараты компактны и по интенсивности теплообмена близки к криогенным.
Продолжительность замораживания для некоторых продуктов от +20 до - 18°С составляет (с): зеленый горошек - 30, зеленые бобы - 60, кусочки птицы - 90, рыбные палочки - 150, нарезанные хлебцы - 20, булки -720, клубника - 120, креветки - 150, цыплята - 600.
Недостатком аппаратов является утечка хладона, из-за чего загрязняется окружающая среда, поэтому приходится принимать меры по их герметизации. Не полностью выяснено влияние хладона на продукты и таких продуктов на организм человека. Изложенные теневые стороны метода требуют весьма осторожного подхода к промышленному распространению таких аппаратов.
Оборудование, в котором осуществляется непосредственный теплообмен объекта с жидкими некипящими средами. При выборе оборудования (аппаратов) для контактного или непрямого контактного замораживания первостепенное значение имеет хладоноситель, его токсичность, вязкость, теплоотдача, плотность, летучесть. В качестве сред применяют растворы:
хлорида натрия (дешев, обладает самой высокой теплопроводностью, но имеет высокую коррозионную способность, не позволяет снижать температуру теплоотводящей среды ниже -20°С, при замораживании неупакованных продуктов возможно их просаливание);
149
хлорида кальция (дешев, имеет высокую теплопроводность и низкую вязкость, но вызывает значительную коррозию металла и токсичен);
пропиленгликоль (не взаимодействует с металлами, нетоксичен, но имеет высокую вязкость и малую теплопроводность).
Достоинство указанного оборудования (аппаратов) - отсутствие летучей среды, что упрощает их конструкцию и эксплуатацию. Продукт замораживается погружением в хладоноситель или путем орошения.
Рис. 3.26. Аппарат
для контактного замораживания
мелкоштучных продуктов хладоносителем:
1 - загруженная воронка; 2
- пустотелый вал; 3
- вращающиеся
перфорированные
лопасти: 4
- ороситель; 5
- вибрирующее сито;
6 - ванна
с хладоносителем;
7 - изолированный
контур
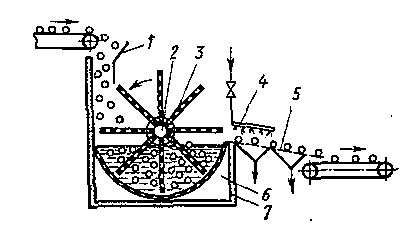
При применении раствора хлорида натрия возможно контактное замораживание (без упаковки) некоторых продуктов (рыбы, баклажанов, перца), а также мелкоштучных продуктов, где допустимо небольшое просаливание.
На рис. 3.26 показана схема аппарата для замораживания мелкоштучных продуктов (фрикаделек, пельменей). Аппарат состоит из изолированного контура, в котором находится ванна с раствором хлорида натрия. Хладоноситель охлаждается в испарителе и подается в ванну насосом через вращающийся пустотелый вал. На валу закреплены перфорированные лопасти. Продукт поступает в ванну с рассолом для замораживания через загрузочную воронку и в замороженном виде удаляется вращающимися перфорированными лопастями. Частота вращения вала составляет 0,005...0,0а с-1 в зависимости от настройки вариатора скоростей. Чтобы ослабить влияние просаливания, после замораживания продукт подвергается орошению водой, в результате чего пленка хладоносителя удаляется.
Кроме отмеченных к недостаткам оборудования относится загрязнение продукта, пенообразование вследствие попадания белковых веществ в рассол, если продукт замораживается без упаковки.
В последние годы вновь возрастает интерес к оборудованию для замораживания продуктов в жидких некипящих средах. Этому способствует наличие полимерных пленок, используемых в качестве герметичных упаковок. В этом случае продукт может замораживаться в токсичных хладоносителях, например в растворе хлорида кальция.
150
При замораживании тушек кур, упакованных в пакеты из сарана и полиэтилена марки А, погружением в хлорид кальция (в условиях его циркуляции) скорость замораживания в 8 раз выше, чем в воздухе при тех же температурах. Пакеты из сарана воздухонепроницаемы и после удаления воздуха из-под упаковки хорошо облегают тушки, уменьшая термическое сопротивление теплопередаче. В результате продолжительность замораживания тушек, упакованных в сарановые пакеты, примерно в 1,5 раза меньше, чем упакованных в полиэтиленовые пакеты.
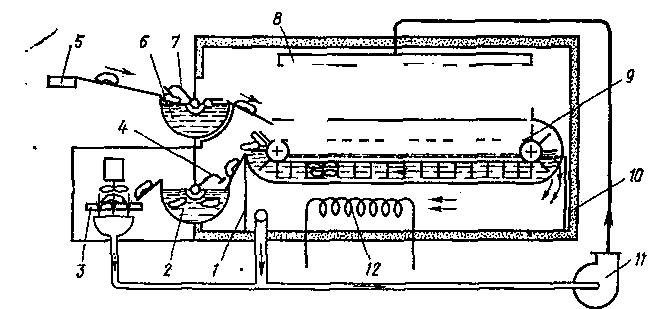
Рис. 3.27. Аппарат для замораживания упакованных продуктов в жидком хла-
доносителе:
1 - охлаждающая ванна; 2 - разгрузочный гидравлический затвор; 3 - разгрузочный транспортер с вентиляторами для обдува продукта: 4, 7 - выталкиватели; 5 - транспортер для подачи продукта к гидравлическому затвору; 6 - загрузочный гидравлический затвор; 8 - перфорированный поддон с распределительный коллектором; 9 - транспортерная лента с клетьми; 10 - изолированный контур; 11 - циркуляционный насос; 12 - испаритель
Для замораживания упакованных мякотных субпродуктов применяют также монопропиленгликоль - неядовитую, не вызывающую коррозии жидкость, лишенную цвета, запаха и вкуса, и поэтому наиболее пригодную для этих целей в виде 50%-ного раствора. Замораживанию погружением в жидкость предшествует автоматическая упаковка продуктов в пакеты. После замораживания пакеты промывают и подсушивают. Схема аппарата для замораживания продукта в упаковке (тушки птицы) представлена на рис. 3.27.
Достоинство способа контактного замораживания в хладоносителе заключается в том, что при высоких коэффициентах теплоотдачи уменьшаются потери массы при замораживании упакованных продуктов небольших размеров и сокращается продолжительность процесса, уменьшается потребность в обслуживающем персонале и производственной площади.
Оборудование для криоконцентрирования. Концентрированные продукты, получаемые удалением части воды, могут храниться в течение длительного времени без ухудшения качества, для их хранения и перевозки требуются меньшие площади
151
и меньше транспорта. Концентраты используются для получения в короткие сроки готовых к употреблению напитков путем добавления к ним простой или газированной воды. Концентрирование используется также для увеличения содержания определенных компонентов в растворе (для увеличения содержания алкоголя в вине), для ускорения процесса образования осадков (при очистке вина и пива), для сохранения ароматических веществ. Оборудование для криоконцентрирования обеспечивает наиболее полное сохранение качества продуктов, так как процесс в нем протекает быстро и при низких температурах, что замедляет течение химических и биохимических процессов в продуктах, сохраняет все ценные компоненты в концентрате. Кроме того, в продуктах сохраняется присущий им вкус и аромат, отсутствует так называемый «привкус варки». Это оборудование менее энергоемко по сравнению с оборудованием для других способов концентрирования.
По некоторым данным, выход продукта на каждый 1 кВт·ч затраченной энергии в процессе вымораживания молока составляет 22,5 кг/(кВт·ч), при концентрировании выпариванием -9,6. кг/(кВт·ч). Имеется также ряд эксплуатационных преимуществ, связанных с проведением криоконцентрирования при низких температурах: снижение коррозии аппаратов, уменьшение бактериальной обсемененности продукта. Криоконцентрированию подвергают многие жидкие продукты - напитки, фруктовые и овощные соки, молоко, сыворотку, пахту, кофе, чаи, пиво, вина, мясные бульоны и др.
Криоконцентрирование состоит из двух основных этапов - кристаллизации и сепарирования. Первый этап, протекающий в кристаллизаторах, заключается в превращении воды или части ее, составляющей значительную долю продукта, в лед. На втором этапе концентрат и кристаллы льда, имеющие различную плотность, разделяются в сепараторах.
Оборудование для кристаллизации. В результате кристаллизации получается суспензия, содержащая крупные одинаковые по размеру кристаллы льда, которые пригодны для сепарирования. Скорость образования зародышей кристаллов зависит от переохлаждения жидкой фазы и связана с переохлаждением соотношением
I=CkexpΔT
где I - число зародышей, образовавшихся в единичном объеме за единицу времени; Ск - константа, зависящая от концентрации и состава сухого вещества; ΔT - переохлаждение жидкой фазы, °С.
Скорость образования зародышей льда зависит также от гидродинамического поведения суспензии. Чтобы уменьшить переохлаждение жидкости, применяют интенсивное перемешивание суспензии. Если скорость замораживания мала, то кристаллы льда вырастают до больших размеров (рис. 3.28), а при большой скорости образуется большое количество мелких кристаллов.
152
В переохлажденных водных растворах образуются шестиугольные кристаллы льда в форме пластинок, при переохлаждении менее 0,9°С кристаллы имеют форму дисков. Рост кристаллов, определяемый линейной скоростью, зависит от степени переохлаждения и содержания растворенных сухих веществ (рис. 3.29).
Для приготовления суспензии «кристаллы льда - концентрат» используют кристаллизаторы различных типов. Их можно классифицировать (автор Л. Пап) на
ΔT,°C
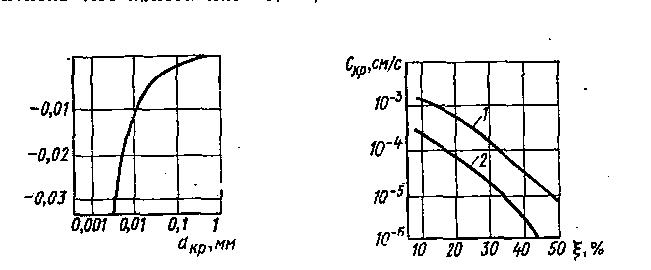
Рис.
3.28. Зависимость размеров образующихся
кристаллов льда
(dкр)
от
переохлаждения жидкой фазы (ΔT)
(автор
Л.
Пап)
Рис.
3.29. Зависимость скорости роста кристаллов
льда (Скр)
от концентрации (ξ)
и степени
переохлаждения
раствора сахара:
1 - степень переохлаждения
1°С и диаметр кристалла
0,1 мм: 2 -
степень переохлаждения 0,1°
С и диаметр
кристалла 0,1 мм (автор Л. Пап)
две большие группы - кристаллизаторы прямого охлаждения (вакуумные кристаллизаторы) и кристаллизаторы косвенного охлаждения. Последние в свою очередь могут быть более детально классифицированы следующим образом:
1. Кристаллизаторы с внутренним отводом теплоты, которые в зависимости от содержания льда в суспензии могут быть с высоким пли низким содержанием льда.
2. Кристаллизаторы с внешним отводом теплоты в свою очередь разделяются на кристаллизаторы переохлажденной жидкости и кристаллизаторы с аппаратом для созревания кристаллов (последние разделяются на кристаллизаторы с рециркуляцией суспензии и кристаллизаторы с рециркуляцией жидкости).
В кристаллизаторах косвенного охлаждения с внутренним отводом теплоты теплообмен осуществляется через охлаждаемые стенки, В этой группе кристаллизаторов широко применяются цилиндрические кристаллизаторы (рис. 3.30). На охлаждаемой поверхности вращающегося (горизонтального) пли неподвижного (вертикального) цилиндра с внутренним охлаждением непрерывно образуется слои льда, который снимается скребковыми неподвижными или подвижными ножами. Суспензия направляется в сборную емкость, в том числе с помощью транспортера. Цилиндр охлаждается хладагентом, циркулирующим в рубашке. Диаметр кристаллов льда при выдержке в течение 3 ч составляет
153
2
Рис. 3.30. Схема
кристаллизатора с теплообменной
поверхностью:
а - с неподвижными ножами и вращающимся
цилинд-ром; б - с подвижными
ножами и неподвиж-ным цилиндром:
1 - нож для соскабливания льда; 2 -
намораживающая поверхность барабана;
3 – полость для циркуляции
хладагента; 4 - бак для жидкости; 5 -
лента транспортера; 6 - вал скребкового
ножа 7 –теп-лоизоляция; 8 - патрубок
для входа хладагента: 9 - патрубок для
поступления сока; 10 - патрубок
для вы-хода суспензии кристаллов
льда с концентратом; 11 - патрубок для
выхода хладагента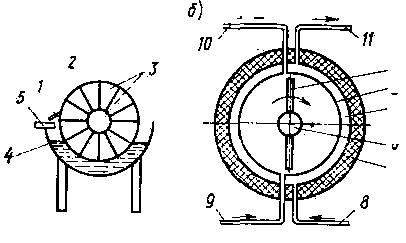
мелкие кристаллы льда размером 50 мкм и менее поэтому эти аппараты используются на первой стадии приготовления суспензии для образования зародышей кристаллов льда.
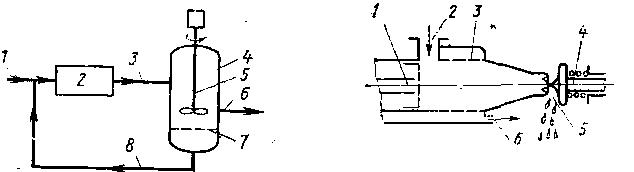
Рис. 3.31. Схема
процесса кристаллизации с внешним
отводом теплоты и с баком для роста
кристаллов:
1 - поступление продукта; 2 - участок
отвода теплоты; 3 - суспензия с зародышами
кристаллов льда; 4 - бак для роста
кристаллов льда; 5 - мешалка; 6 - суспензия,
содержащая кристаллы льда больших
размеров; 7 - фильтр; 8 - рециркуляция
концентрата, прошедшего через фильтр
Рис. 3.32. Поршневой
сепаратор льда:
1- перфорированный поршень; 2 - патрубок
подачи суспензии кристаллов льда с
концентратом; 3 - фильтр; 4 - вращающиеся
ножи для размалывания льда; 5 - выход
льда; 6 - патрубок выхода концентрата
В кристаллизаторах с внешним теплоотводом теплота кристаллизации отводится введенной извне холодной циркуляционной жидкостью или кристаллами льда.
В одной из схем (рис. 3.31) используется процесс выращивания кристаллов. Здесь стадии образования зародышей и роста кристаллов отделены друг от друга. После получения мелких кристаллов они направляются в бак для роста, где рост продолжается адиабатно путем расплавления части образовавшихся зародышей. Температура плавления кристаллов зависит от их размеров. У зародышей она выше, чем у крупных кристаллов. Такая разница приводит к плавлению мелких и росту крупных кристаллов. Интенсификация роста кристаллов обеспечивается интенсивной циркуляцией суспензии, в том числе с помощью мешалок. Для отделе-
154
ния крупных кристаллов устанавливается фильтр. Часть раствора, не содержащего кристаллов, отводится через фильтр из бака и направляется на участок образования зародышей.
Оборудование для сепарирования. Эффективность разделения компонентов суспензии на лед и концентрат, а также производительность аппаратов для этих целей в основном определяются размерами образующихся кристаллов льда и вязкостью концентрата. Сепарирование производят в поршневых сепараторах, центрифугах, в промывочных колоннах.
В поршневых сепараторах (рис. 3.32) разделение производится следующим образом. При положении поршня 1 в крайнем левом положении через патрубок 2 с помощью дозирующего насоса смесь подается в цилиндр. При движении поршня вперед под действием давления концентрат выдавливается из слоя кристаллов льда и через фильтр 3 направляется в выходной патрубок 6. Лед под действием давления, достигающего примерно 9,8 МПа, спрессовывается в плотную массу, которая выдавливается из аппарата через зауженную часть конуса 5. Выступающий конец спрессованного льда размалывается вращающимися ножами 4. Максимальная производительность поршневого сепаратора - 500 кг льда в час. Достоинство метода отделения льда прессованием заключается в отсутствии контакта продукта с воздухом.
В центрифугах концентрат выжимается из вращающегося барабана через фильтр, при этом кристаллы льда спрессовываются в плотный слой под действием центробежной силы и удаляются скребковой или транспортной системой. В настоящее время центрифугирование с периодической подачей суспензии является самым распространенным методом, который позволяет снизить потери сухих веществ до 1 % и менее.
В промывочных аппаратах применяется принцип разделения льда, основанный на разнице плотности кристаллов льда и концентрированного раствора. Промывочные аппараты сравнительно просты. В них (в колоннах) концентрат проходит между кристаллами льда и через фильтр удаляется из аппарата с одной стороны, а ледовый слой промывается противоточной водой по мере продвижения к противоположному концу аппарата. Затем лед расплавляется и удаляется.
В производственных способах криоконцентрирования из продуктов приходится удалять значительное количество воды, поэтому процесс целесообразно осуществлять в несколько ступеней или с помощью рециркуляционных процессов. В первом случае используют двух - трехступенчатое вымораживание и сепарирование (рис. 3.33). Во втором случае некоторая часть готового продукта непрерывно добавляется к исходному жидкому продукту.
Углекислотные аппараты. Длительное время использование СО2 для замораживания пищевых продуктов сдерживалось тем, что при атмосферном давлении это вещество находится в твердом состоянии (сухой лед). Теплофизические свойства сухого льда на первый взгляд не способствуют его
155
применению для замораживания (низкие коэффициенты теплообмена). За последние годы положение изменилось. Появились методы использования жидкого СО2, в результате дросселирования которого при атмосферном давлении получается сухой лед (точнее, сухой снег) с температурой -79°С.
К
Рис. 3.33. Схем
произ-водственного способа
крио-концентрирования
1 - подача исходного продук-та; 2 –
теплообменник крис-таллизатор; 3
- центрифуга; 4 - выход готового
продукта (концентрата): 5 - вывод льда;
6 - добавление разбавленного
концентрата
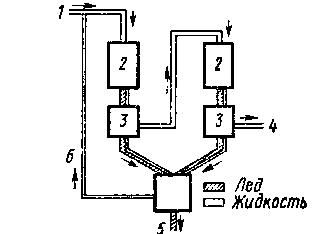
-30...-70°С. Более низкие температуры усложняют эксплуатацию.
Оборудование для замораживания с помощью кондуктивного теплообмена через герметичные перегородки. Замораживание продукта в упаковке происходит между двумя металлическими или эластичными перегородками, которые могут быть подвижны или неподвижны относительно друг друга. Достоинством этого типа аппаратов является возможность производства продукта правильной прямоугольной формы, удобной для последующего складирования, а недостатком - невозможность замораживания многих продуктов неправильной формы, нарушать которую (деформировать) нельзя (неразделанные тушки домашней птицы и крупных рыб, замораживаемых без разделки). Процесс замораживания протекает очень интенсивно, время замораживания по сравнению с временем замораживания в воздушных аппаратах снижено в полтора-два раза. Аппараты устанавливаются в линии производства различных продуктов в виде блоков, используются для замораживания субпродуктов, полуфабрикатов, готовых блюд, рыбы и рыбного филе, морепродуктов, фарша, творога и т. д. Аппараты конструктивно делят на горизонтально-плиточные, вертикально-плиточные, роторные, а также аппараты барабанного типа.
Горизонтальноплиточные и вертикальноплиточные морозильные аппараты. В горизонтально-плиточных и вертикально-плиточных морозильных аппаратах основ-
156
ным рабочим органом являются плиты. Они изготовляются из высокопрочного сплава алюминия. Внутри плит имеются каналы или уложены трубы для циркуляции хладагента. Толщина плит в современных аппаратах составляет около 25 мм при толщине стенки 5 мм, длина плит от 1,5 до 2,0 м, ширина от 0,7 до 1,2 м.
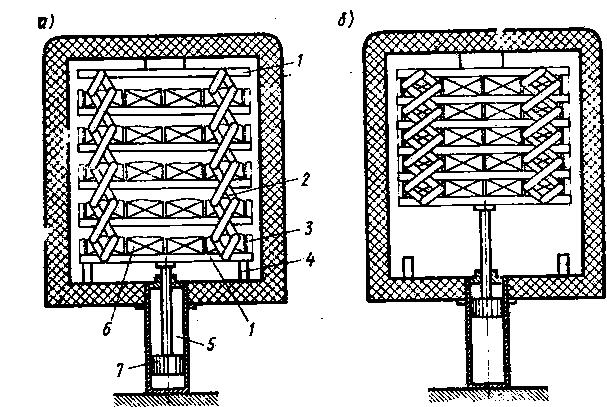
Рис.. 3.34. Многоплиточный морозильный аппарат с нижним расположением гидравлического подъемника:
а - плиты раздвинуты; б - плиты сдвинуты; 1 - охлаждающие плиты; 2 - пантографы; 3, 4 - подставки; 5 - гидравлический подъемник; 6 - пакеты с продуктом; 7 - поршень
Некоторые схемы горизонтально-плиточных аппаратов представлены на рис. 3.34 и рис. 3.35. Охлаждающая среда в плиты подается с помощью терморегулирующего вентиля (ТРВ) или насосами в коллекторы или распределители, откуда по гибким бронированным резиновым шлангам - в полости или трубки плит, где хладагент испаряется, и по таким же шлангам от каждой плиты пары направляются в паровой коллектор. Для быстрого оттаивания некоторые аппараты оборудуются системой, состоящей из электрического нагревателя и вентилятора. В последнее время созданы комплексные механизированные линии и отдельные аппараты с механизированной системой загрузки и выгрузки в них при движущемся объекте.
Вертикально-плиточные аппараты также поддаются механизации загрузки и выгрузки. По способу выгрузки есть аппараты с нижней, боковой и верхней выгрузкой продукта (рис. 3.36, а, б, в). Существуют аппараты жесткой конструкции (с неподвижными плитами) и аппараты с подвижными плитами. Для выемки замороженного продукта в некоторых конструкциях морозильных аппаратов производят
157
подогрев неподвижных плит и подтаивание поверхности блоков. Раздвигая плиты, в зависимости от способа выгрузки, блоки вынимают, сбрасывают или выдвигают на разгрузочный конвейер или специальную сетку.
Роторные морозильные аппараты. Основным элементом аппаратов являются морозильные секции, состоящие из двух плит (рис. 3.37), изготовленных из алюминиевого сплава.
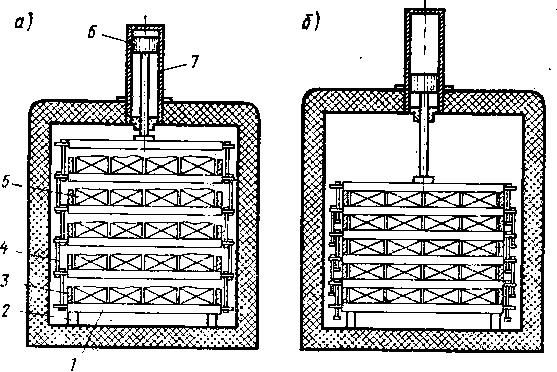
Рис. 3.35. Многоплиточный аппарат с верхним расположением гидропривода:
а - плиты раздвинуты; б - плиты сдвинуты; 1 - охлаждающие плиты; 2 - нижние подставки; 3 - деревянные подставки; 4 - болты; 5 - пакет с продуктом; 6 - поршень; 7 - гидравлический подъемник
Продукт замораживается между плитами. Верхняя плита подвижная, а нижняя - неподвижная. По каналам внутри плит циркулирует хладагент, поступающий и отводящийся через полый вал ротора. Современные роторные морозильные аппараты (рис. 3.38) механизированы. В связи с равномерной загрузкой продуктом они характеризуются стабильностью тепловой нагрузки на холодильную установку. Таким показателем является коэффициент непрерывности ηа работы аппарата, под которым понимают отношение количества разовой загрузки продукта Gnp1 к единовременной вместимости аппарата Gnp=Gnp1+ Gnp2, где Gnp2 - количество продукта, оставшегося в аппарате. Коэффициент
ηа = Gnp1/( Gnp1+Gnp2).
Значение этого коэффициента составляет: для тележечных, шкафных и стеллажных аппаратов ηа = 0,3; для роторных аппаратов ηа = 0,034-0,04; для конвейерных морозильных аппаратов ηа = 0,0044-0,005. Меньшим значениям ηа соответствует более высокая стабильность тепловой нагрузки.
Для уменьшения сил сцепления замороженного продукта с охлаждающими плитами и для упрощения процесса выгрузки применяют различные средства.
158
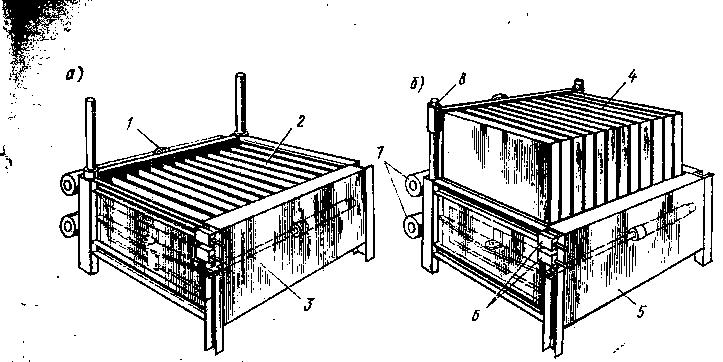

Рис. 3.3.5. Вертикально-плиточные аппараты:
а, б - с верхней выгрузкой; а - с боковой разгрузкой (общий вид); 1 - гидравлический пресс для вертикального перемещения и выемки блоков замороженного продукта; 2 - морозильные плиты; 3 - гидравлический пресс для сдвигания и раздвигания морозильных плит; 4 - блоки продукта; 5 - боковая стенка; 6 - прибор управления гидропривода; 7 - коллекторы; 8 - вертикальные направляющие
Среди них использование антиадгезионного упаковочного материала, оттаивание поверхностного слоя блока перед выгрузкой, снижение температуры хладагента, поступающего в плиты, покрытие плит специальными полимерными ан-тиадгезионными материалами.
Продолжительность замораживания мясопродуктов и рыбы (килька, пикша мелкая, сайда, хек, салака, корюшка) в блоках толщиной 75 мм при температуре -40°С составляет около 2 ч. В отечественной практике применяются аппараты МАР-8А (для работы на рассоле), МАР-8АМ (для работы на рассоле и на аммиаке) АРСА-10 и АРСА-3-15 (на аммиаке), УРМА.
159
Продолжительность замораживания в аппаратах, где теплота отводится в основном за счет кондуктивного теплообмена, определяется методом последовательного приближения по зависимости Р. Планка.
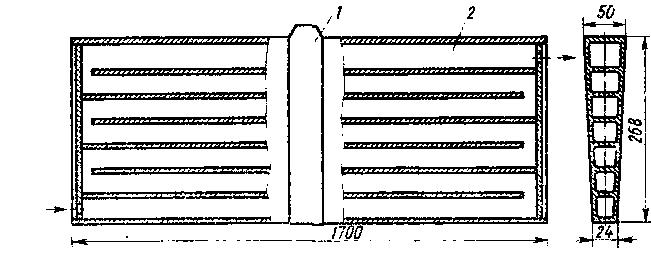
Рис. 3.37. Морозильная плита конического профиля роторного морозильного аппарата:
1 - поперечная планка. 2 - каналы для циркуляции хладагента
Для решения задачи предварительно задаются продолжительностью замораживания τ (в секундах) и определяют тепловой поток
qср=Qбл/(2Fблτ) ,
г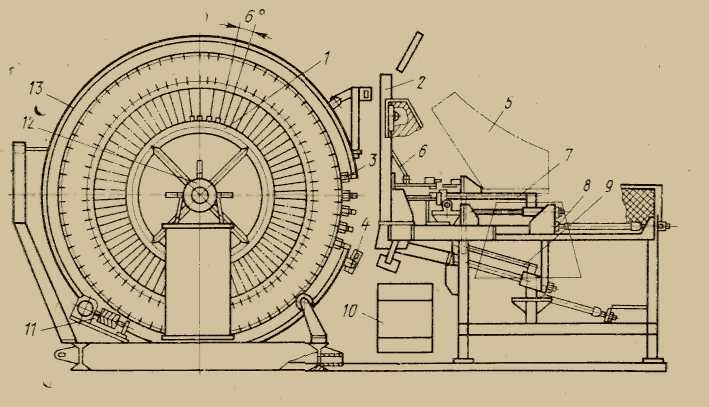 де
qср
-
средний тепловой поток от замораживаемого
блока к площади поверхности морозильной
плиты, кВт/мг;
Qбл
= Gбл
- количество
теплоты, отводимой
де
qср
-
средний тепловой поток от замораживаемого
блока к площади поверхности морозильной
плиты, кВт/мг;
Qбл
= Gбл
- количество
теплоты, отводимой
Рис. 3.38. Роторный морозильный аппарат:
1 - кольцевые коллекторы подачи и отвода хладагента; 2 - щит подпрессовывающего устройства; 3 - морозильные плиты; 4 — лоток; 5 - весы; 6 - подпрассовывающее устройство; 7 - механизм передвижения стола; 8 - загрузочное устройство; 9 - механизм выгрузки замороженных блоков; 10 - транспортер; 11 - привод; 12 - вал ротора; 13 - бандаж ротора
160
от блока массой Gбл при его замораживании, кДж; Fбл - площадь поверхности соприкосновения блока с плитой, м2; q - количество теплоты, отводимой от 1 кг блока при его замораживании, кДж/кг.
Определяют среднее значение коэффициента теплоотдачи при кипении хладагента, используя зависимости вида αх.а = aqcpb. где а, b - коэффициенты уравнения. Для аммиака уравнение имеет вид αх.а = 1,76q0,7ср Вт/(м2·К). Здесь qср - удельная тепловая нагрузка, кВт/м2.
Для расчетов коэффициентов теплоотдачи в каналах и трубах при турбулентном режиме (Re≥104) применяют формулу М. А. Михеева, полученную в результате обобщения исследований многих жидкостей:
Nu=0,021R ,
,
где за определяющую температуру принята средняя температура жидкости, а за определяющий размер - эквивалентный диаметр dэ =4Fкан/u. Здесь Fкан - площадь поперечного сечения канала для хладагента, м2; u - полный периметр канала, м.
Коэффициент εL учитывает изменение коэффициента теплоотдачи по длине канала морозильной плиты. При отношении длины канала L к его диаметру L/dэ >50 принимают εL = 1. Отношение Prж/Prст принимают также равным 1.
Подставляя найденное значение коэффициента теплоотдачи в формулу Р. Планка, определяют продолжительность замораживания. Если расчетное значение продолжительности замораживания намного отличается от принятого значения, то расчет повторяют, задаваясь новым значением продолжительности замораживания. Изменение тепловой нагрузки (кВт/м2) может быть описано уравнением
qτ=qначe-cнτ ,
где qнач - тепловая нагрузка в начальный период времени, кВт/м2; Сн -коэффициент, определяемый в зависимости от начальной tнач и конечной tкон среднеобъемных температур продукта. Средний тепловой поток
qср=![]() ,
,
где Δτ=τ/n выбирается в зависимости от количества п морозильных секции в аппаратах роторного типа.
Коэффициент неравномерности тепловой нагрузки mт =qср/qнач составляет для морозильных аппаратов роторного типа 0,865, для конвейерного воздушного морозильного аппарата 0,977, для аппарата периодического действия 0,175.
6—1430 161
При расчетах продолжительности замораживания учитывается наличие дополнительных термических сопротивлений от морозильных плит, упаковки, воздушных прослоек.
Неплотность
контакта продукта с замораживающей
плитой учитывается коэффициентом φо=
0,83![]() 0,9,
тогда действительная| продолжительность
замораживания
0,9,
тогда действительная| продолжительность
замораживания
τд=τ/φ0
Вместимость аппарата G' = G/nu, где G - производительность аппарата, кг/сут; nц—количество циклов работы аппарата в сутки, составляющее nц=τс/τц, где τс = 22 ч - продолжительность работы аппарата в течение суток, τц - продолжительность цикла работы аппарата с учетом продолжительности замораживания т и времени загрузки и выгрузки τз.в. = 0,25...0,33 ч.
Необходимое количество плит в аппарате
n=zб/z’б +1
где zб - количество блоков, находящихся в аппарате; z’б' - количество блоков, располагаемых на одной морозильной плите (между двумя плитами).
При проектировании аппаратов производят также тепловые и гидравлические расчеты, определяют вместимость испарительной системы аппарата, производительность насоса для хладагента и мощность его двигателя.
Оборудование, основанное на радиационно-конвективном теплообмене. Оборудование этого типа применяется в мясной промышленности при холодильной обработке мяса в тушах, полутушах и четвертинах. Оборудование осуществляет замораживание путем использования конвективной и радиационной составляющих теплообмена. Радиационный теплообмен обеспечивается установкой батарей между подвесными путями на уровне наиболее толстой (бедренной) части туши, полутуши (рис. 3.39). В радиационных системах охлаждения конвективный теплообмен обеспечивается при естественной скорости движения воздуха у поверхности батарей и продукта, достигающей 0,2 м/с. В воздушно-радиационных системах с помощью воздухоохладителей и вентиляторов достигается у продукта и радиационных батарей принудительная циркуляция воздуха, скорость воздуха достигает 4 м/с.
Наличие междурядных радиационных батарей обеспечивает увеличение общего коэффициента теплоотдачи. Интенсивность процесса теплоотдачи при естественной скорости движения воздуха возрастает при замораживании охлажденного мяса в 1,6...1,7 раза, что позволяет сократить продолжительность процесса в 1,5 раза, увеличить коэффициент использования строительной площади камер. При принудительной циркуляции воздуха естественные потери сокращаются на 20...30%.
Усушка ΔG при замораживании мяса зависит от количества теплоты Q2, отводимой от продукта, и температуры воздуха в камере, т. е. ΔG=f(Q2, tв), где tB - температура воздуха; Q2=GΔi;
162
G - производительность морозильной камеры или количество замораживаемого продукта, кг/с; Δi - разность энтальпии продукта до и после замораживания, кДж/кг. Известно, что при радиационном теплообмене доля теплоты, отводимой радиацией Qp, не участвует в массообмене, и поэтому усушка зависит не только от количества теплоты Q2, но и от способа ее отвода, в данном случае от разности Q2-QP. Доля составляющей QP равна 20 ...30%.
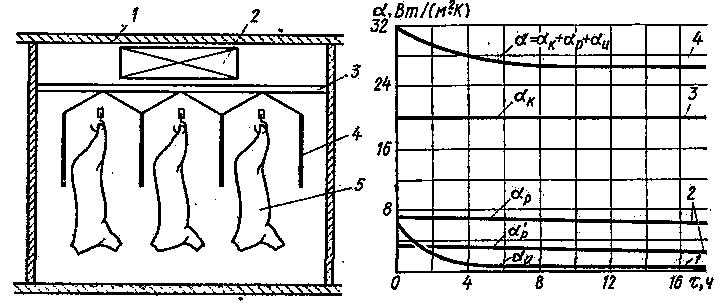
Рис. 3.40. Характер
изменения коэффициентов теплоотдачи
при однофазном замораживании говяжьих
полутуш (скорость воздуха на уровне
бодренной части 3,7 м/с) за счет:
1 - испарения влаги с поверхности (αи);
2 - радиации (α'р, αр),
отнесенные соответственно к разностям
температур на поверхности мяса и
поверхности батарей на поверхности
мяса и воздуха в камере; 3 - конвекции
(αк); 4 - суммарное значение
коэффициента теплоотдачи (α)
Рис. 3.39. Камера
замораживания с воздушно-радиационной
системой охлаждения:
1 - изолированный контур камеры: 2 -
подвесной воздухоохладитель; 3 - балка
подвесного пути; 4 - межрядные
радиационные батареи; 5 - мясные
полутуши
На рис. 3.40 представлено изменение коэффициентов теплоотдачи от мяса в камере с воздушно-радиационной системой охлаждения. Суммарный коэффициент теплоотдачи непостоянен во времени и зависит от снижения в процессе замораживания всех его составляющих. В общем коэффициенте теплоотдачи доля конвективной составляющей изменяется от 76 (при скорости ω= 4 м/с) до 64% (при ω=0,5 м/с) и является основной величиной в сумме коэффициентов теплоотдачи конвекцией, радиацией и испарением.
Доля радиационной составляющей αр равна 20 (при ω= 4 м/с) и 30% (при ω= 0,5 м/с). Доля составляющей коэффициента теплоотдачи испарением 4 (при ω= 4 м/с) и 6% (при ω= 0,5 м/с), т. е. небольшая, однако в начале процесса его значение достигает значительных размеров. Несмотря на отмеченные положительные стороны этого метода, наличие междурядным батарей существенно усложняет эксплуатацию подобных камер (оттаивание снеговой шубы, уборку снега и т. п.).
6* 163
Этим обстоятельством определяется ограниченность применения данного метода в подобном техническом решении.