

Развертки: классификация, область применения, геометрические и конструктивные особенности. Определение исполнительного диаметра развертки.
Конструктивные элементы разверток:
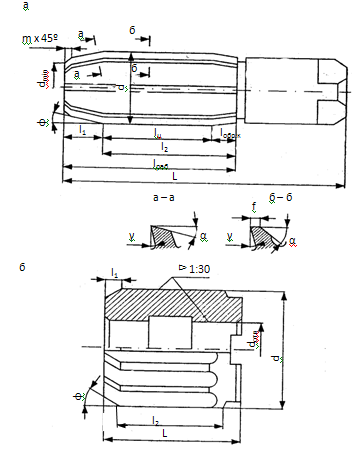
а – концевая (хвостовая); б – насадная развертка.
Применяется для чистовой обработки отверстий, если требуется получить точность отверстий 6 … 9 квалитета и шероховатостью Ra = 1,6 … 1,8 мкм.
Стандартизированы по типам и основным размерам. Различают развертки для образования цилиндрических и конических поверхностей.
Подразделяются:
По методу крепления:
хвостовые;
насадные.
По способу работы:
ручные;
машинные.
По способу регулирования:
регулируемые;
нерегулируемые.
По конструкции:
цельные;
сварные;
со вспомогательными ножами (сборные).
По материалу режущей части:
быстрорежущие;
твердосплавные;
из сверхтвердых материалов.
Основные конструктивные элементы
Диаметр развертки d.
Число зубьев, геометрия канавок:
профиль канавок;
неравномерность шага зубьев по окружности;
угол наклона канавок.
Длина рабочей части (l1 + l2).
Геометрия режущей части:
форма режущей части;
главный угол в плане φ,
наименьший диаметр режущей части dmin;
размер фаски на заборной части развертки;
форма перехода от режущей к калибрующей части;
передний угол γ;
задний угол α;
дополнительный задний угол α1.
Геометрия калибрующей части:
длина калибрующей части l2;
длина цилиндрического участка;
величина обратной конусности;
Протяжки: классификация, область применения, геометрические и конструктивные особенности. Схема резания при протягивании.
Являются многозубым металлорежущим инструментом, осуществляющим процесс срезания слоев металла за счет превышения ширины или высоты последующего зуба по отношению к ширине или высоте предыдущего при отсутствии движения подачи. Это превышение называют подъемом зуба протяжки Sz.
Точность обработки протяжкой составляет 6…7 квалитет (реже 5), шероховатость поверхности Ra = 0,63…0,02 мкм.
Отдельные типы протяжек стандартизованы.
Классификация:
1. По способу применения:
для внутреннего протягивания:
а) для круглых отверстий,
б) шлицевые протяжки,
в) фасонные протяжки различного профиля;
для наружного протягивания:
а) плоские,
б) полукруглые,
в) фасонные.
2. По способу приложения силы к ней:
сила приложена к хвостовику протяжки и растягивает ее – протяжка,
сила приложена к торцу протяжки и сжимает ее – прошивка.
3. В зависимости от применяемой схемы резания:
одинарные (профильные),
групповые (прогрессивные),
генераторные.
4. В зависимости от конструктивного исполнения:
цельные,
сборные,
со вставными зубьями,
наборные, оснащенные кольцами твердого сплава.
Протяжки – узко специализированный инструмент, предназначенный для обработки одной или нескольких определенных деталей и в тоже время – это дорогой инструмент. Это обусловливает рентабельность применения их в массовом и крупносерийном производстве. Но это не исключает применение их в мелкосерийном производстве, в частности, когда точность обработки может быть получена только протягиванием, например, обработка многошлицевых отверстий, или обработка винтовых шлицевых отверстий.
Достоинства применения протяжек:
1. Протяжка – один из самых производительных режущих инструментов, хотя скорость резания мала (4…15 м/мин), однако она имеет большую длину режущих кромок, одновременно участвующих в срезании слоев металла.
Большая производительность также из-за того, что каждая протяжка соединяет в себе черновые, чистовые и калибрующие зубья, благодаря чему одной операцией протягивания могут быть заменены две или три отдельные операции.
2. Позволяет получать высокие точность обработки и чистоту обработки поверхности при низкой квалификации работающего.
3. Имеет высокую стойкость как между отдельными переточкам, так и суммарную, благодаря чему одна протяжка может обрабатывать большое количество деталей.
4. Экономичный инструмент, то есть стоимость протяжки, входящая в состав стоимости детали относительно небольшая (для серийного и массового производства).
Конструктивные элементы протяжки для внутреннего протягивания:
1. Форма и размеры хвостовой части.
2. Диаметр и длина шейки.
3. Длина переходного конуса.
4. Диаметр и длина направляющей части.