

Резьбонакатные ролики: схемы накатывания резьбы, геометрические и конструктивные особенности роликов.
Процесс накатывания роликами основан на принципе радиальной подачи
Ролики вращаются принудительно в одну сторону с одинаковой окружной скоростью и заставляют заготовку вращаться без скольжения, что и приводит к образованию резьбы.
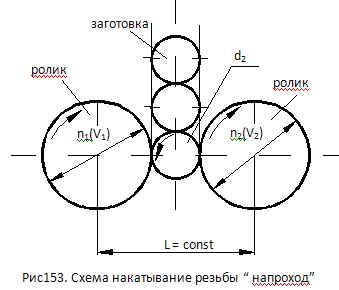
Заготовка устанавливается на опорную линейку и упирается торцом в упор. Центр заготовки должен быть выше центров роликов на 0,1 … 0,6 мм во избежание выталкивания заготовки.
По окончании формирования резьбы на заготовке радиальная подача прекращается, а ролики, вращаясь без подачи, продолжают калибрование резьбы с целью повышения чистоты и уплотнения поверхностного слоя заготовки.
При накатывании необходимо применять охлаждение.
Для попадания витков двух роликов в накатываемую резьбу ролики имеют смещения резьбы на 0,5Р.
Накатывание резьбы может быть “на проход”, (без радиальной подачи) путем использования разности скоростей вращения двух роликов, что может быть достигнуто двумя способами (см. рис.153):
Роликами одного диаметра с различными числами оборотов


Ролики разных диаметров, вращающимися с одинаковыми числами оборотов
 ;
; ,
,
где
 и
и
 - средний диаметр резьбы соответственно
первого и второго ролика из комплекта
(из двух роликов);
- средний диаметр резьбы соответственно
первого и второго ролика из комплекта
(из двух роликов);
 и
и
 (
( и
и
 )
– частота вращения (скорость) первого
и второго роликов.
)
– частота вращения (скорость) первого
и второго роликов.
Конструктивные элементы ролика (гост 9539 – 72)
Ролики представляют собой цилиндрические тела, на наружной поверхности которых образована многозаходная резьба или кольцевые витки.
Конструктивными элементами являются (рис.154)
средний диаметр ролика D2;
число заходов i;
элементы резьбы: (P, h);
габаритные размеры: наружный диаметр; диаметр посадочного отверстия; dотв; ширина ролика В.
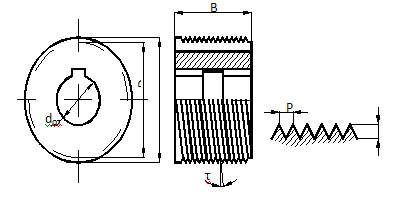
Рис.154. Общий вид резьбонакатного ролика с винтовой нарезкой резьбы
Основным условием получения правильной резьбы на заготовке является равенство углов подъема резьбы ролика и заготовки. Для этого необходимо изготовить ролик с многозаходной резьбой. Направление витков резьбы роликов должно быть противоположным направлению витков детали, т.е. при накатывании детали с правой резьбой ролик должен иметь левую резьбу.
 ;
;
 ,
,

где
 – угол подъема резьбы инструмента;
– угол подъема резьбы инструмента;
 – шаг
резьбы инструмента;
– шаг
резьбы инструмента;
 –
средний
диаметр резьбы инструмента;
–
средний
диаметр резьбы инструмента;
– угол подъема нарезаемой резьбы;
 – шаг
нарезаемой резьбы;
– шаг
нарезаемой резьбы;
 – средний
диаметр резьбы заготовки;
– средний
диаметр резьбы заготовки;
– расстояние между осями шпинделя накатного станка.
Диаметры накатываемых роликов не зависят от диаметра накатываемой резьбы. С увеличением диаметра ролика процесс накатывания резьбы улучшается, однако размеры их ограничены.
Ролики изготовляют из сталей Х12М; Х12Ф1; Х6ВФ. Твердость ролика после термообработки HRC 59 … 61.
В отличие от роликов с винтовой нарезкой ролики с кольцевыми витками имеют заборную и калибрующую часть (см.рис.155).
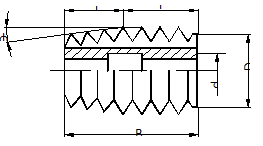
Схема ролика с кольцевыми витками резьбы
Заборная
часть представляет собой конус, на
поверхности которого образованы
кольцевые витки полного профиля (на
длине l1),
Калибрующая часть (с длиною l2
) является цилиндром с кольцевыми
витками.
– угол наклона заборной части.
 – для комплекта из двух роликов;
– для комплекта из двух роликов;
 – для комплекта из четырех роликов.
– для комплекта из четырех роликов.