

В'язка джгутів
Два (і більше) що| паралельно| йдуть| по одній трасі ізольованих дроту| завдовжки| більше 50 мм мають| бути| пов|'язані в джгут|. Виключенням може| статі тільки неприпустиме| збільшення взаємних наведень| в електричних| ланцюгах|. Для в'язки| застосовують| нитки, шнури|, тасьму|, ізоляційні стрічки, термоусадочные| трубки та ін. Операцію здійснюють, як правило, на шаблоні.
Крок в'язки| t залежить| від перерізу дротів, числа дротів n і діаметру D джгута| (таблиця|. 2). На криволінійних ділянках крок| має бути| зменшений| поклад від діаметру і радіусу вигину джгута|. У місцях розгалуження| дротів в'язка| повинна мати| 2-5 витків на усіх гілках, бандажі мають| бути| зроблені з| 2-3 петель, що| поруч| лежати. Кінці джгута| повинні мати| бандажі і крайові вузли| (малий. 9).
Таблиця 2. Крок в'язки| джгутів
Переріз дротів менше| 0,35 мм2|| |
Переріз дротів більше 0,35 мм2|| |
|||
n, шт. |
t, мм |
D, мм |
t, мм
|
|
<5 5-15 15-20 >20 |
5-10 10-12 12-18 25 |
10 11-30
> 30 |
15-20 8-30
30-40 |
|

Мал. 9. Способи в'язки| джгута|
В'язку здійснюють в одну, дві нитки і більше з| натягненням| вручну| або| за допомогою| пристосувань|. Для зниження| трудомісткості процес| в'язки| джгутів механізують, використовуючи| пневматичні пістолети [4], а іноді і автоматизують|, здійснюючи в'язку| джгутів на спеціальних напівавтоматичних верстатах|. Послідовність в'язки| джгутів показана на мал. 10, а-д|.
Для захисту| від механічних ушкоджень| палять| по усій довжині або| на певній ділянці обмотують| ізоляційною стрічкою. Якщо він складається з| дротів з| бавовняною| або|' шовковою| ізоляцією, то для захисту| від вологи| джгут| просочують| водовідштовхувальним складом. Для захисту| від дії високої температури| або| агресивного| середовища| джгути| поміщають в трубчасті, стрічкові, смугові або| плетені оболонки|. Їх надівають вручну| або| на верстаті після зняття| джгута| з| шаблону. Таким чином, в'язка| джгутів є не менш| трудомісткою операцією, чим| розкладка| і маркіровка дротів.
Окрім застосування| різних пристосувань| для механізації операцій виготовлення| джгута| доцільно в умовах| серійного виробництва| використати| конвеєрні лінії. У цьому| випадку| технологічний процес| розбивають| на ряд дрібних операцій. На кожному робочому| місці повністю здійснюють розкладку| дротів одного перерізу і марки. При визначенні, такту роботи| конвеєра орієнтуються на операцію розкладки| виходячи| з| того, що| операцію в'язки| легше| підпорядкувати вибраному| ритму. Наприклад, на в'язку| 16-24 петель витрачається 3-5 хв.| Найчастіше такт роботи| складає 5 або| 7,5 хв|.
Конвеєрний спосіб виготовлення| джгутів має і інші особливості. Розкладку дротів ведуть| безперервно|, змотуючи| їх з| котушок. На кінець дроту| заздалегідь надівають комплект бирок для маркіровки усіх трас|, що| виконуються| на цьому| робітнику місці. Застосовують універсальні шаблони|, оснащені шпильками як в місцях перегинів і відгалужень, так і в місцях подальшої різання дротів. Траси розкладки| розмічають за допомогою| спеціальних трафаретів, розміщених на шаблонах. Для в'язки| джгутів застосовують нитки витримуючі досить| великі зусилля| натягнення|. Після в'язки| слідує різання дротів, видалення| джгута| з| трафарету і оброблення| кінців.
Конвеєр для виготовлення| джгутів розташований| в горизонтальній площині, замкнутий| і транспортує шаблони| за допомогою| візків. Окрім шаблонів він оснащень пістолетами для в'язки| джгутів, пристосуваннями| для зняття| ізоляції, установкою для лудіння. Конвеєрний спосіб спрощує операції, що| виконуються| па шкірному робочому| місці, і дозволяє понизити| загальну| трудомісткість виготовлення| джгутів. Недоліками його| є натягнення| дротів при розкладці і деформація джгута| після зняття| з| шаблону, погіршуюча якість в'язки|.
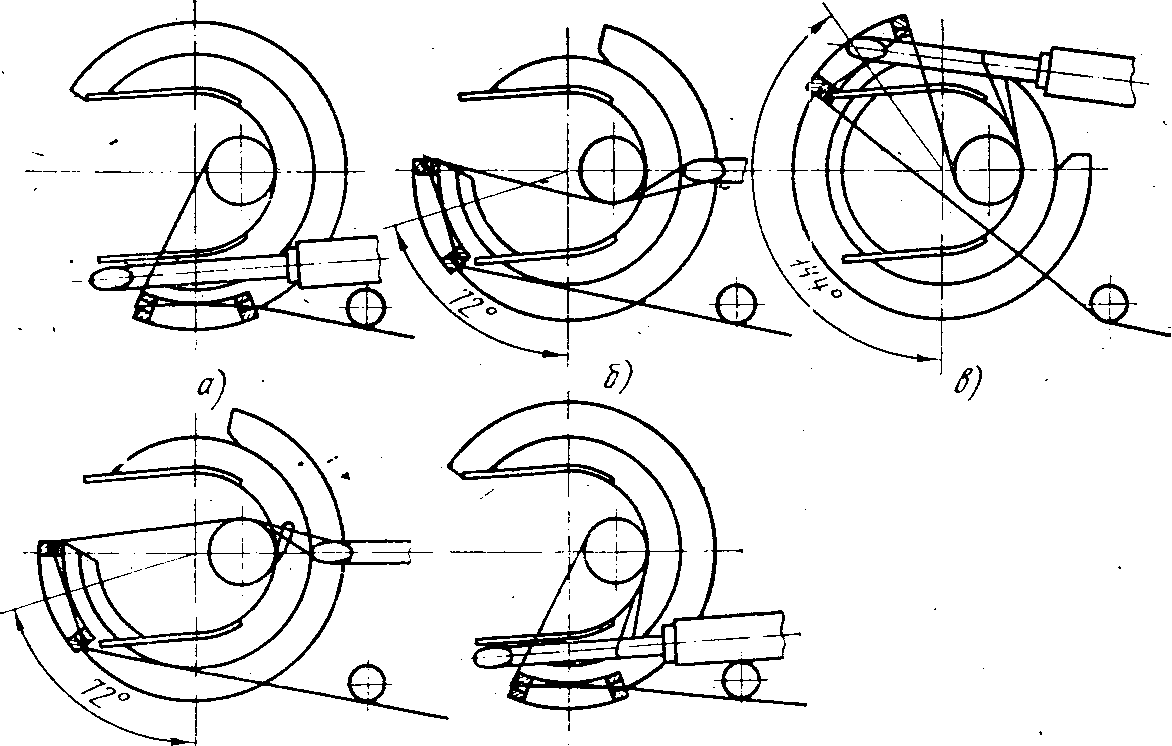
Мал. 10. Послідовність механізованої в'язки| джгутів
МОНТАЖ ДЖГУТІВ В АПАРАТУРІ
Джгути в апаратурі укладають| згідно з| монтажною схемою і кресленням| приладу|. Перед монтажем| контролюють| якість закладення кінців дротів і екранів, наявність маркіровки, відсутність ушкоджень токоведущих| живий і ізоляції, якість лудіння. Цілісність електричних| ланцюгів перевіряють продзвінкою пробниками. У ланцюгах| з| великим числом проміжних з|'єднань вимірюють опір.
Джгут на каркасі кріплять металевими| скобами з| установкою під ними ізоляційних трубок, або| прокладень| з| лакоткани| або| пресшпану|. Відстань між скобами (200-500 мм) залежить| від діаметру джгута|. При розміщенні скоб враховують| можливість зняття| джгута| без демонтажу елементів схеми|. Одночасно з| укладанням| джгута| розводять| кінці дротів до відповідних контактам з| подальшою| комутацією пайкою або| накруткою. Допускається накладення| джгутів або| їх ділянок один на одного.
У місцях обгинання| гострих| ребер і при прокладенні джгута| на переході від нерухомому| частині апаратури| до рухливої на ті, що відповідають його| ділянки накладають| бандажі з| текстовинита| або| лакоткани|. Для оберігання джгутів з| неекранованих| дротів від механічних ушкоджень| в місцях їх прокладення| через відчини в стінках металевих |- шасі або| екранів передбачають ізоляційні трубки (втулки). Відчини втулок мають| бути| достатніми для вільного пропускання| через них прово-дов|. Замість втулок часто застосовують| полихлорвиниловую| липку стрічку, лакоткань| або| линоксиновые| трубки. При проходженні джгутів через ізоляційні матеріали не обов'язково| здійснювати додатковий| захист| ізоляції дротів. Відчини, через які проходять| джгути| .і дроти|, повинні мати| закруглені кромки.
При контролі стрічкові кабелі перевіряють на відсутність обривів провідників, опір ізоляції між провідниками і шинами «земля», наявність електричних| зв|' язків між контактами з|'єднувачів і стрічковим дротом|. Для контролю розроблені спеціальні автоматизовані стенди|, наприклад| з| числом що перевіряються 90 і основним| технологічним часом перевірки виробу| не більше 30 с. Контроль здійснюють шляхом перевірки електричних| ланцюгів, порівняння станів комутаторів і подальшої передачі результатів на панель світлової індикації. Стенди можуть| працювати| в автоматичному і ручному режимах.