

Розкладка дротів
Конструктивно-технологічний відробіток джгута| дає можливість виготовити| його| зовні ОВВА шляхом розкладки| монтажних| дротів і кабелів на шаблоні. Поклад від конфігурації джгутів застосовують| плоскі або| об|' ємні шаблони|. Плоский шаблон (малий. 8) представляє собою основа 2, на якому відповідно до трасуванням (див. малий. 2) 'і конфігурацією джгута| розташовані металеві шпильки 1. Між шпильками роблять укладання| монтажних| дротів. Щоб оберегти| дроти| від ушкодження|, на шпильки надіті ізоляційні трубки. Для фіксації кінців дротів в конструкції шаблону передбачені відчини, розташовані поряд| з| шпильками, або| спеціальні затиски|. Об'ємний шаблон має додаткові елементи|, що| дозволяють| вести розкладку| дротів і фіксацію їх в трьох| площинах|.
Існують універсальні плоскі шаблони|, які мають| відчини, розташовані з| певним| кроком| і призначені для установки шпильок|. Схема розміщення шпильок| на шаблоні може| бути| змінена поклад від трасування| і конфігурації джгута|.
Розроблені конструкції електрифікованих шаблонів, які підвищують продуктивність виготовлення| джгутів і виключають помилки| монтажу. На такому шаблоні кінці монтажних| дротів фіксують спеціальними затисками|, електрично| пов'язаними з| сигнальними| (зелені) і контрольними| (червоні) лампами. Лампи і затиски-кнопки| комутовані таким чином, що| при включенні шаблону в ятір спалахують| дві лампочки першої траси|. При правильному укладанні і фіксації дроти| спалахують| лампочки другої траси| і т.| д.| Електрифіковані шаблони| дорожчі за звичайні, і їх доцільно застосовувати| в серійному виробництві ОВВА.
При розкладці дротів на шаблонах, визначені деякі загальні правила. З| дротів різного перерізу виходить| виготовляти декілька джгутів, об|' єднуючи дроти|, близькі по діаметрах. ізоляції (наприклад|, від 1 до 3 і від 3 до 6 мм). Екрановані приводу мають| бути| розташовані усередині джгута|, тому з| них починають| розкладку|. Екрани заздалегідь обробляють| і спаюють|, за наявності зовнішнього металевого| обплетення| її обмотують кіперною стрічкою або| ізолюють трубкою. Всередину джгута| укладають| короткі дроти| малих| перерізів. Довгі дроти| укладають| зовні з| утворенням| лицьової сторони|. Запасні дроти| повинні знаходитися| згори| із забезпеченням| доступу до їх кінців. Ці правила досить| легко виконати| при розкладці вручну|.
Послідовність розкладки| дротів на шаблоні вручну| встановлюється таблиці|« з|' єднань з| урахуванням| перерахованих| правив. Часто на шаблоні розміщують креслення-схему| з| позначенням трас|. Кінець дроту|, змотаного| з| бухти|, маркірують з| допомогою бирки і фіксують на шаблоні. Дріт відрізують за місцем після розкладки| між шпильками і маркірують його| кінець. Ці переходь повторюють| багаторазово|. Оброблення кінців при такій послідовності операцій здійснюють після в'язки| джгута|. Ручну розкладку| на шаблоні виконує монтажник, і вона| дуже| трудомістка. У серійному виробництві вона| може| бути| механізована за допомогою| прибудую з| програмним| управлінням.
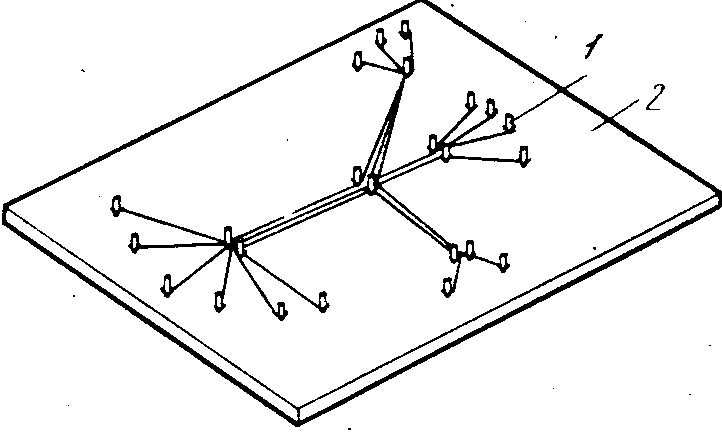
Мал. 8. Плоский шаблон для розкладки| дротів