

Виробничий цикл і його структура
Виробничий цикл — це календарний період часу, протягом якого матеріал, заготівля чи інший Оброблюваний предмет проходить всі операції виробничого процесу чи визначеної його частини і перетворюється на готову продукцію. Він обчислюється в календарних днях, а при низькій трудомісткості виробу - у годинах.
Структура цеху, де здійснюється виробничий цикл, представлена на рис. 12.3.
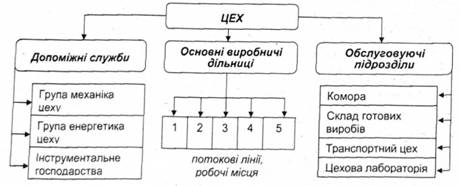
Рис. 12.3. Виробнича структура цеху
Визначення тривалості виробничого циклу з виготовлення продукції необхідне для розробки та обґрунтування виробничої програми підприємства, цехів, дільниць, а також для визначення основних техніко-економічних показників їх роботи. Тривалість виробничого циклу (Тц) обчислюється за формулою (12.1):
![]()
де Трп- час робочого процесу;
Тп- час перерв.
Протягом робочого періоду виконуються технологічні операції, зміст яких відтворено формулою (12.2):
![]()
де Тшк - штучно-калькуляційний час;
Тк - час контрольних операцій;
Ттр - час транспортування предметів праці;
Тпр - час природних процесів (старіння, релаксації, природного сушіння, відстою суспензій у рідинах тощо).
Суму штучно-калькуляційного часу, контрольних операцій і транспортування предметів праці називають операційним часом (Топ), її обчислюють за формулою (12.3):
![]()
Час контрольних, операцій і час транспортування предметів праці до операційного циклу включені умовно, тому що в організаційному відношенні вони не відрізняються від технологічних операцій.
До штучно-калькуляційного часу (Тшк) входять витрати часу, представлені у формулі (12.4):
![]()
де Топер - оперативний час;
Тпз - підготовчо-заключний час при обробці партії деталей;
Тв - час на відпочинок і природні потреби робітників;
Тото - час організаційно-технічного обслуговування (одержання і здача інструмента, підготовка робочого місця, змащення устаткування тощо).
Оперативний час (Топер), У свою чергу, складається з основного (Тосн) і допоміжного часу (Тд), що відтворено формулою (12.5):
![]()
Основний час - це безпосередній час обробки деталі чи виконання роботи.
Допоміжний час, у свою чергу, складається з часу встановлення і зняття деталі (складальної одиниці) з устаткування (Твст), часу закріплення і відкріплення деталі в устаткуванні (Тзв), часу операційного контролю робітника (із зупинкою устаткування) в ході операції (Ток). Він обчислюється за формулою (12.6):
![]()
Час перерв (Тп) обумовлений режимом праці (Треж), межопераційним пролежуванням деталі (Тмо), часом перерв на міжремонтне обслуговування й огляд устаткування (Тог) і часом перерв, пов'язаних з недоліками організації виробництва (Торг). Він обчислюється за формулою (12.7):
![]()
Час межопераційного пролежуваний (Тмо) визначається часом перерв між виходом партій товару (Тлар), перерв очікування (Точ) і перерв комплектування (Ткп). Він визначається за формулою (12.8):
![]()
Перерви між виходом партій товару (Тпар) виникають при виготовленні виробів партіями й обумовлені пролежуванням оброблених деталей до закінчення виготовлення всіх деталей у партії на технологічній операції.
Перерви очікування (Точ) викликані неузгодженою тривалістю суміжних-операцій технологічного процесу.
Перерви комплектування (Ткп) виникають внаслідок переходу від однієї фази виробничого процесу до іншої.
Отже, в загальному вигляді структуру і склад виробничого циклу можна представити так, як це наведено на рис. 12.4.
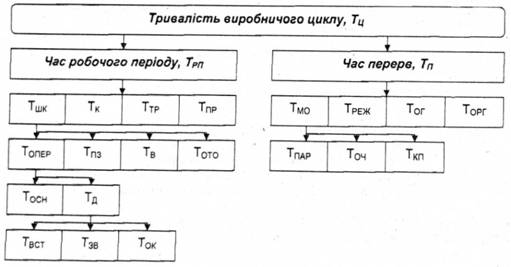
Рис. 12.4. Елементний склад виробничого циклу
В серійному виробництві вироби виготовляються партіями.
Виробнича партія (n) - це група виробів однакового найменування і типорозміру, що запускаються у виробництво протягом визначеного періоду часу при однаковому підготовчо-заключному часі на операцію.
Операційна партія - виробнича партія чи її частина, що надходить на робоче місце для виконання технологічної операції.