

Метод пултрузии
Пултрузия — это технология производства конструкционных профильных изделий из одноосно-ориентированных волокнистых пластиков непрерывным способом. Она подобна экструзии алюминия или термопластов. Во всех трех случаях производятся профильные изделия с постоянным поперечным сечением из соответствующего материала, рис.13.
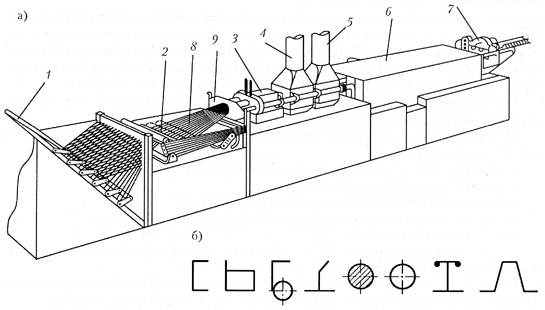
Рис.13. Схема пултрузии. 1 – шпулярик; 2 – пропиточная ванна; 3 – формующая матрица; 4 – камера термообработки; 5 – камера охлаждения; 6 – транспортирующий блок; 7 – резательное устройство.
Технология получила свое название от английских слов «pull» — тянуть и «extrusion» — экструзия. Пропитанный полимерным связующим наполнитель (жгут, холст, тканая лента, стекловолокно, углеволокно, органоволокно) протягивается через нагретую формообразующую фильеру. В качестве полимерных связующих чаще всего используются эпоксидные смолы, ненасыщенные полиэфиры, термопласты.
Основные преимущества:
Это может быть очень быстрый процесс пропитки и отверждения материала.
Автоматизированное управление содержанием смолы в ПКМ.
Недорогие материалы.
Хорошие структурные свойства ламинатов, так как профили имеют направленные волокна и высокое содержание наполнителя.
Закрытый процесс пропитки волокна.
Основные недостатки:
Ограниченная номенклатура изделий.
Дорогое оборудование.
Метод намотки
Получение изделий методом намотки состоит из следующих основных этапов, рис.14:
Подготовка исходных материалов: выбор подходящего типа углеродных армирующих материалов (нитей, жгутов) и установка их на шпулярник;
Выбор связующего с отвердителем и другими компонентами полимерной матрицы и заполнение ими пропиточной ванны;
Подготовка оправки: установка ее на намоточный станок, очистка поверхности оправки от загрязнений и покрытие оправки составом на основе фторополимеров или кремнийсодержащих соединений для улучшения последующего отделения изделия.
Намотка. В зависимости от заданной схемы армирования подбирают соотношение скорости вращения оправки и скорости перемещения траверсы, несущей шпулярник с нитями или жгутами; скорость намотки обычно составляет 10-30 м/мин.
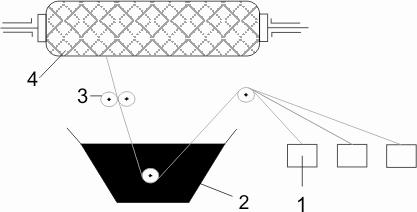
Рис.14. Получение ПКМ методом намотки: 1- шпулярник, 2- пропиточная ванна, 3- отжимные валки, 4-оправка
Отверждение. Его осуществляют в термокамере при соответствующей температуре, в процессе отверждения желательно продолжать вращение оправки.
Извлечение оправки из изделия, выполняемое с помощью специальной машины (кабестана).
Окончательная отделка изделия: зачистка и обработка его торцов
Метод препрегов
Препрег – это материал-полуфабрикат, получаемый пропиткой армирующей волокнистой основы (лент, жгутов, тканей) точно дозированным количеством равномерно распределенного полимерного связующего. Пропитка волокнистого материала осуществляется таким образом, чтобы максимально реализовать физико-механические свойства армирующего материала и обеспечить однородность свойств ПКМ, получаемого на основе препрега.
Существует два способа изготовления препрегов: вручную и на специальной пропиточной машине.
В первом случае армирующий материал в виде ткани или однонаправленной ленты пропитывается вручную. Связующее обычно наносится с помощью кисти или валика, как показано на рис.15.
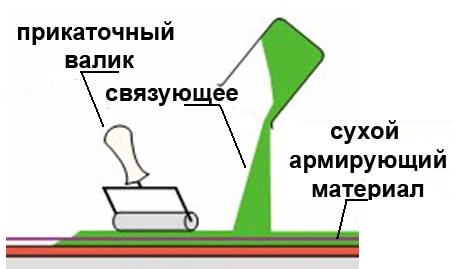
Рис.15. Способ приготовления препрега вручную
Для изготовления препрега вручную армирующий материал (ткань или однонаправленную ленту) необходимо нарезать на пластины; положить материал на полиэтиленовую пленку, залить его рассчитанным количеством связующего, накрыть полиэтиленовой пленкой и с помощью валика распределить связующее по всех поверхности армирующего материала. Полученный препрег является основой для изготовления ПКМ.

Рис.16. Получение препрегов на пропиточной машине
В случае использования специальной пропиточной машины возможно изготовление препрегов из тканей различного переплетения или из однонаправленной ленты растворным способом, рис.16.
Преимущества и недостатки метода получения ПКМ из препрегов:
Могут быть получены ПКМ с высоким содержанием наполнителя и с минимальным содержанием пустот.
Хорошие условия труда и окружающая среда. Нет большого выброса вредных веществ.
Возможность автоматизировать процесс и снизить трудовые затраты.
При этом основные недостатки:
Высокая стоимость материалов.
Для получения ПКМ на основе препрегов необходима стадия отверждения, которая обычно проходит в автоклавах или печах, которые ограничивают размеры выпускаемых изделий.