

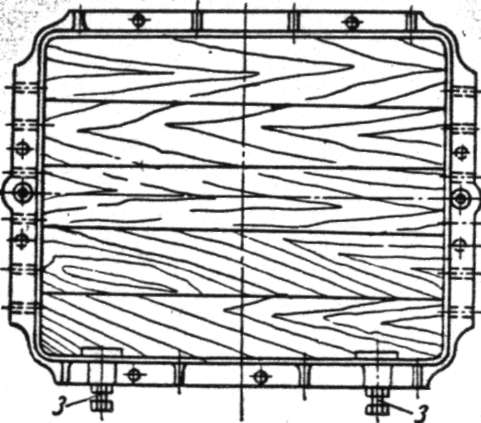
Фиг. 18. Модельные плиты:
1 — модели; 2 — односторонние модельные плиты;
3 - двусторонняя модельная плита.
Одна половинка на одной стороне плиты и вторая половинка модели на другой стороне плиты.
При машинном способе изготовления мелких серий отливок применяют быстросменные и координатные плиты.
Одна из быстросменных плит показана на фиг. 19. Эта плита состоит из н/еподвижно закрепляемой на столе машины корытообразной рамы, в которую помещается деревянный вкладыш с моделью.
Вкладыш закрепляется в металлической раме специальными винтами.
Координатные плиты (фиг. 20) имеют базовые отверстия с одинаковыми расстояниями между их осями. Каждое базовое отверстие имеет свой шифр: буквенные обозначения соответствуют линиям, перпендикулярным оси вращения полуформы, а цифровые — линиям, параллельным этой оси. На таких плитах модели и планки литниковых каналов устанавливаются по заранее определенным координатам.
На модельных плитах для точной фиксации положения на них " опок . имеются штыри. Опоки надеваются на эти штыри своими ушками.
Стержневые ящики. Стержневые ящики (фиг. 17, в) служат для изготовления стержней, образующих полости в отливках. Их изготовляют из дерева, если количество стержней, подлежащих изготовлению, невелико, примерно до 500 шт. Деревянные ящики дешеве и легче в изготовлении, чем металлические, но они быстрее последних выходят из строя. Кроме того, в деревянных ящиках нельзя получить высокую точность размеров стержней, так как дерево в процессе работы коробится.

Фиг. 19. Быстросменная модельная плита: 1 — корытообразная металлическая рана; 2 — деревянный вкладыш; 3 — винты.
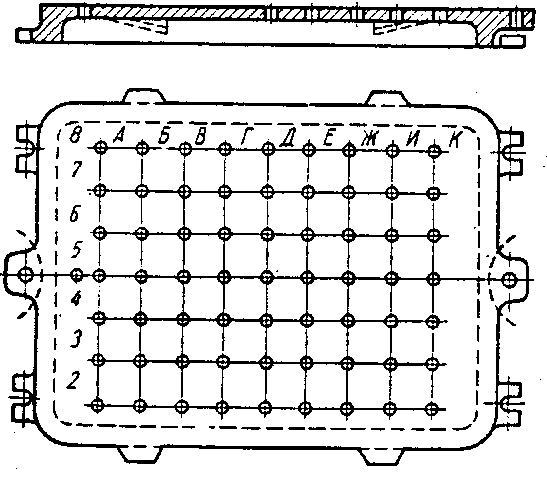
Фиг.20. Координатная модельная плита.
Для изготовления большого количества стержней или при повышенных требованиях к точности ,их размеров применяют металические ящики, а также пластмассовые.
В зависимости от сложности изготавливаемых стержней меняют ящики цельные или разъемные, состоящие обыч! двух половинок. Правильная сборка разъемных стержн ящиков достигается устройством на одной их половинке шипов и на другой гнезд.
Скрепление собранных разъемных стержневых ящиков изводится скобами, специальными болтами, барашками.
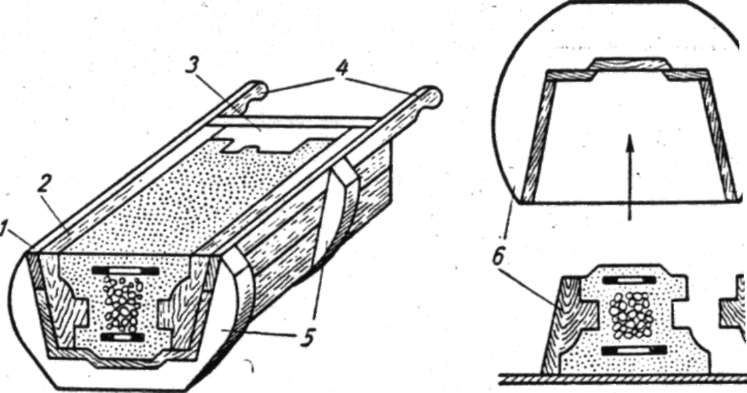
Фиг. 21. Вытряхной стержневой ящик: корпус ящика; 2—3 — фасонные вставки-вкладыши: 4 — рукоятка; 5 — полус для поворачивания ящика; s — извлечение стержня.
Для изготовления сложных по своей конфигурации сте ней, когда обычные ящики должны были бы иметь большое личество отъемных частей, широко применяются так называв: вытряхные ящики (фиг. 21). Эти ящики представляют со жесткую коробку-корпус, куда свободно вкладываются вс: ки-вкладыши, образуя полость, соответствующую внеш: очертаниям стержня.
Для облегчения выемки стержня из ящика стенки последа имеют формовочный уклон.
Вытряхные ящики делаются без формовочных уклонов, как стержень извлекается после разборки ящика.
Шаблоны. Шаблоны представляют собой особые профили ванные доски, имеющие вырезы, контуры которых соответств; внешним или внутренним очертаниям отливок. Шаблоны в новном применяют при индивидуальном производстве для и: товления одной или нескольких отливок, имеющих, как прави форму тел вращения. Применение в этом случае моделей эко мически нецелесообразно, так как высокая их стоимость сил] увеличит стоимость отливок.