

15. Литниковая система
Литниковой системой называют каналы, по которым жидкий металл поступает из разливного ковша в полость формы.
Правильно сконструированная литниковая система должна обеспечить:
1) спокойное, безударное поступление металла в полость формы, без всплесков и разбрызгивания;
2) хорошее заполнение полости формы, в том числе и наиболее тонких ее частей;
3) минимальную разницу температур между отдельными участками отливки;
4) невозможность проникновения в отливку газа, образующегося на границе жидкий металл — форма и, конечно, шлака и засора.
В литейных цехах применяют самые разнообразные типы литниковых систем.
Наиболее простая и в то же время наиболее сужающийся литниковая система приведена на фиг. 52.
Литниковая чаша облегчает попадание струи ме в стояк и, кроме того, задерживает шлак, попавший с мет; из ковша.
Стояк - представляет собой вертикальный, несколько ющийся книзу канал, по которому металл опускается от уровня литниковой чаши до уровня подвода его в полость формы. Стояк обеспечивает необходимое металлостатическое давление в форме.
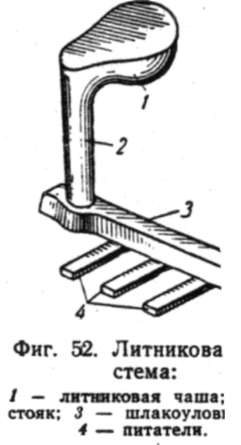
Шлакоуловитель служит для задержания попавш металл шлака и представляет собой горизонтальный к обычно трапециевидного сечения, устраиваемый на плоскости разъема формы. Шлакоуловитель делают в верхней полуформе.
Питатели — щелевидные каналы, примыкающие к нижней части шлакоуловителя и подводящие металл непосредственно в полость формы. Питатели делают в нижней полуформе. Они располагаются обязательно на некоторм удалении от стояка и концов шлакоуловителя, так как в противном случае в них, а следовательно, и в полость формы легко может попасть шлак.
Литниковая система оказывает большое влияние на качество отливок, а также и на степень использования металла, залитого в форму. Заливка в формы прекращается тогда, когда металл заполнят формы, но и всю литниковую систему. Металл, затвердевип литниковой системе, так называемые «литники», отделяют отливки и передают на переплавку. Излишне большие разм каналов литниковой системы приводят к перерасходу металл излишним расходам на его переплавку.
16. Выпоры
Выпорами называют вертикальные каналы, располагающ! ся над самым высоким местом полости формы, на стороне, противоположной месту подвода в нее металла. Выпоры служ для удаления из полости формы воздуха при ее заполнен металлом. Выпоры служат также для наблюдения за ходом заполнения формы металлом. Наружное отверстие выпор должно находиться на одном уровне с литниковой чашей.
17. Прибыли
Прибылями называют наполненные жидким металлом полости, располагающиеся у наиболее массивных частей отливок предназначенные для предупреждения образования в отливк усадочных раковин и рыхлот. Прибыль должна все время попо нять затвердевающую отливку жидким металлом и, следов тельно, сама затвердевать последней.
Широко применяются прибыли при изготовлении отливок стали, которая обладает высокой склонностью к образован» усадочных раковин.
Из-за необходимости установки прибылей в сталефасоннол тейных цехах выход годных отливок к залитому в форму мета, лу составляет всего 45—65%.
В литейном производстве применяют прибыли двух типо открытые и закрытые (фиг. 55).
Открытые прибыли применяют в том случае, когда о ливка в форме располагается массивной частью вверх.
Закрытые прибыли применяются, как правило, тогд когда питаемая часть отливки располагается в форме не сверху а сбоку и установка открытой прибыли вообще невозможна.
Открытые прибыли проще в изготовлении. При заливке мои но наблюдать заполнение формы металлом.
Недостатком открытых прибылей является повышенный ра< ход на них металла.
Для сокращения расхода металла на открытые прибыли применяется ряд мероприятий, направленных на поддержание металла в прибылях наиболее длительное время в жидком состоянии. К числу таких мероприятий относятся:
1) доливка прибыли жидким металлом непосредственно из ковша по мере затвердевания отливки;
2) прекращение заливки формы через литниковую систему, как только уровень металла дойдет до прибыли (дальнейшая заливка производится через прибыль):
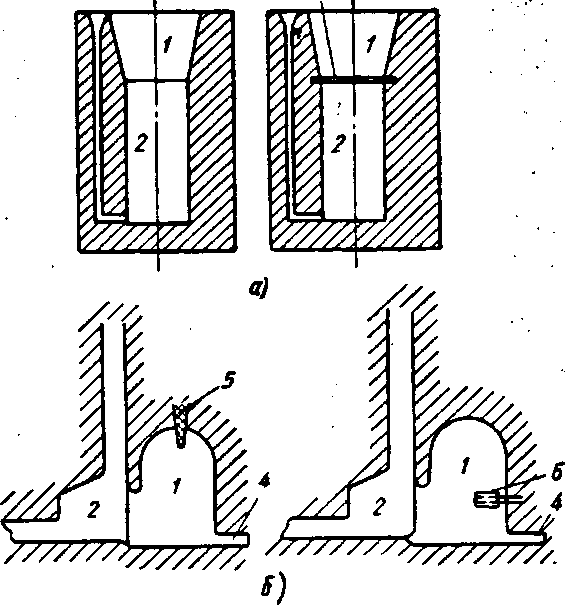
Фиг. 55. Прибыли открытые (а) и закрытые (б):
I — прибыль: 2 — отливка: 3 — пластинка: 4 - питатель; 5 — пористый стержень; S — патрон с газотворным веществом.
3) засыпка поверхности металла в прибыли теплоизолирующим материалом (древесным углем, сухой формовочной смесью, ваграночным шлаком);
4) засыпка поверхности металла в прибыли термитами (смесь окислов железа или марганца с порошком алюминия), люнкеритами (термитными смесями, в которые добавлены такие инертные материалы, как, например, шамот, древесный уголь);
5) облицовка прибылей изнутри втулками или плитками из экзотермических смесей.
После заполнения полости формы и прибыли металлом и после прогрева патрона до температуры диссоциации газотвор-ного вещества выделяется большое количество газа (СО2), который разрушает оболочку патрона И создает внутри прибыли высокое давление, выжимающее металл из прибыли в отлику тем самым способствующее усиленному питанию последней.