

7.3. Формирование принципиальной схемы технологического маршрута.
На основе методов и числа ступеней обработки по каждой поверхности детали, а также последовательности обработки поверхностей составим принципиальную схему технологического маршрута. Обозначение поверхностей см. п. 7.2.



7.3. Формирование принципиальной схемы технологического маршрута
Номер и название операции, содержание переходов Операционный эскиз |
Станок, приспособление, режущий инструмент |
Заготовительная. Отрезать заготовку от проката. |
|
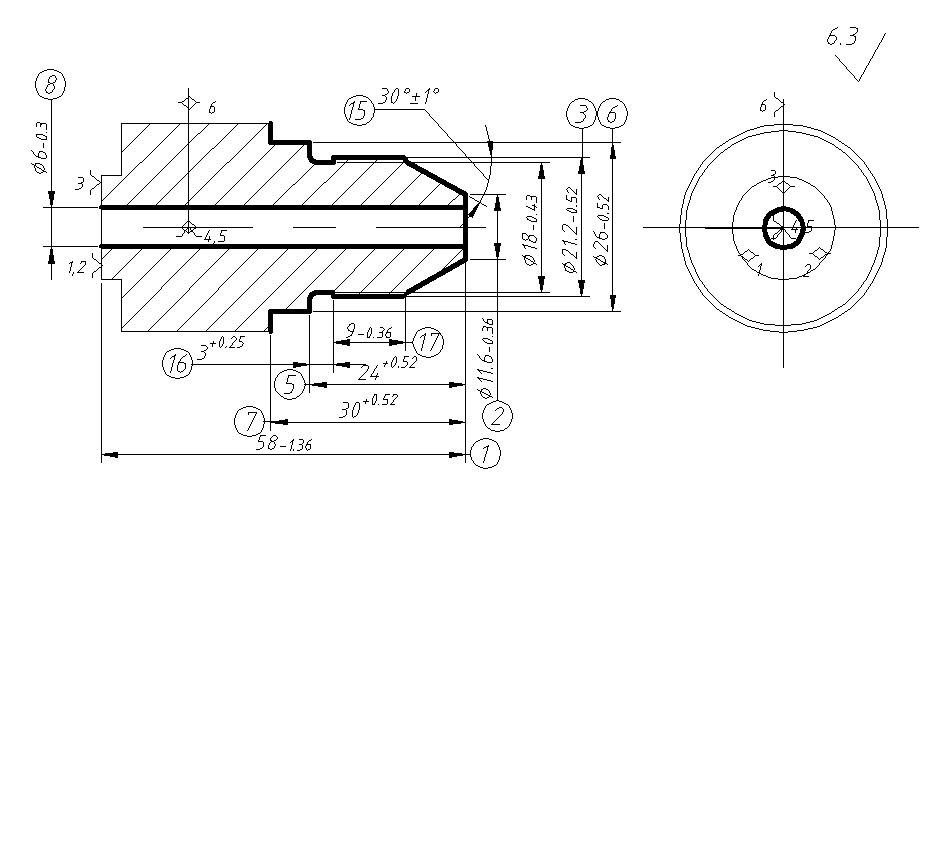
0 Точить поверхности 1, 2, 3, 4, 5, 6, 7, 15, 16. Сверлить поверхность 8. |
Обработка на токарно-револьверном станке 1Г340. В трех кулачковом патроне. Проходной упорный резец ВК8, подрезной резец с пластинами из ВК8. Сверло 11М5Ф. |
0 Точить поверхности 9, 11, 13, 10, 12. Сверлить поверхность 13, выдерживая 17. |
Обработка на токарно-револьверном станке 1Г340. В трех кулачковом патроне. Проходной упорный резец ВК8, подрезной резец с пластинами из ВК8. Сверло 11М5Ф. |
0 Фрезеровать поверхность 14. Переустановить деталь. Фрезеровать поверхность 14. *-Размеры для справок. |
Обработка на вертикально-фрезерном станке 6Н12ПБ. В трех кулачковом патроне. Переферийно-торцевая фреза ВК8 |
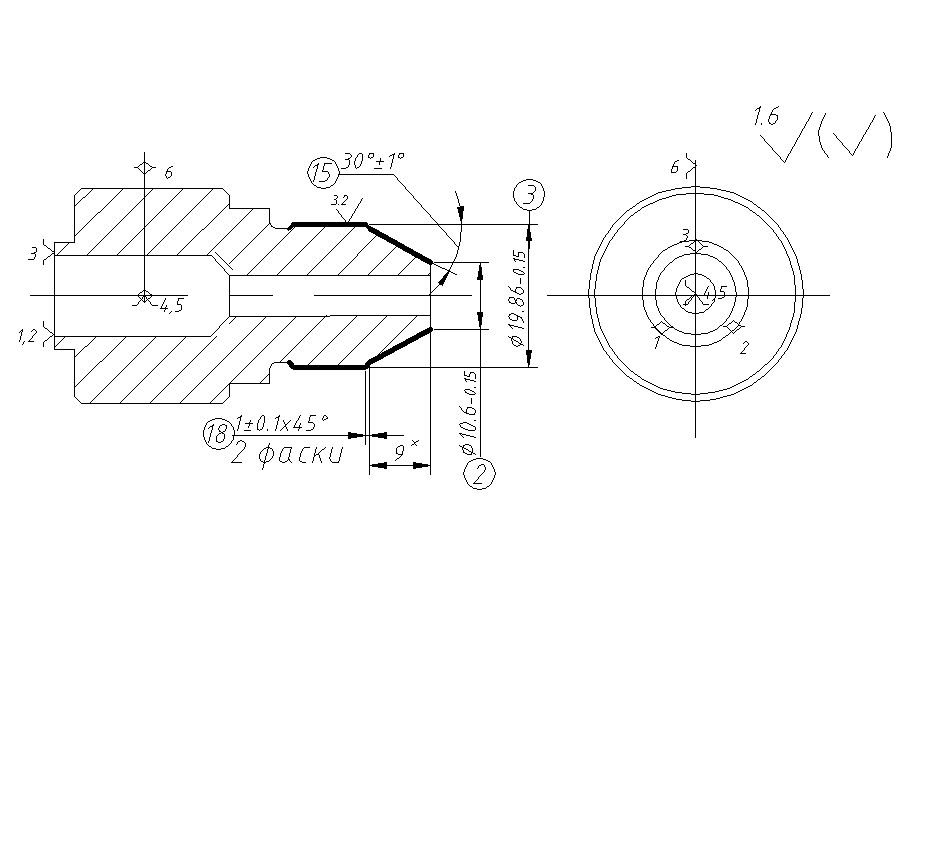
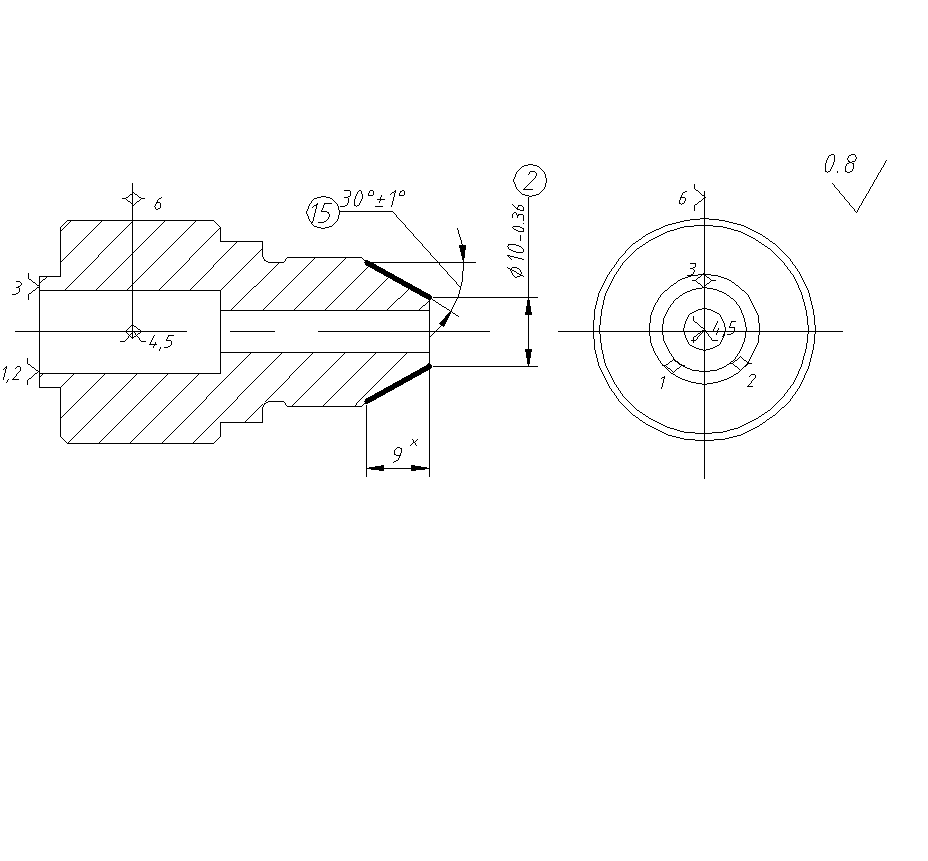
0 *-Размеры для справок. Точить поверхности 18, 3, 15, 2. |
Обработка на токарно-винторезном станке . В трех кулачковом патроне. Проходной резец Т30К4. |
0 Точить поверхности 9, 12. Зенкеровать отв. 13, выдерживая 17. |
Обработка на токарно-револьверном станке 1Г340. В трех кулачковом патроне. Проходной резец Т30К4, подрезной резец Т30К4. Зенкер 11М5Ф |
 05.
Токарная (черновая)
05.
Токарная (черновая)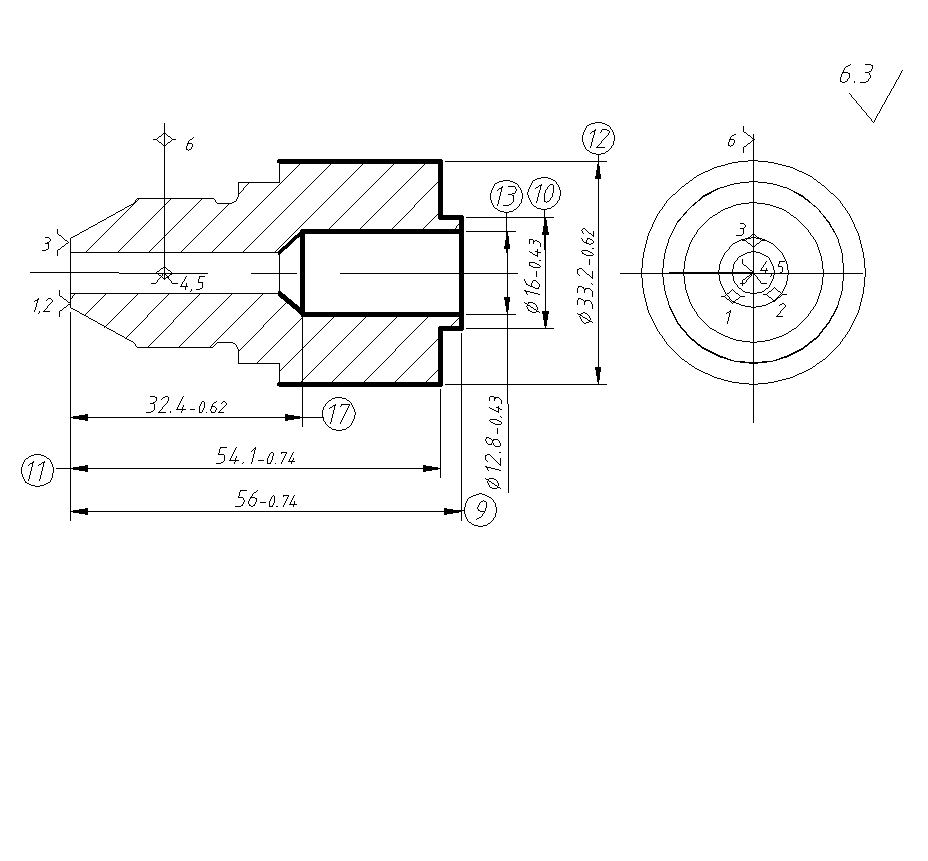 10.Токарная
(черновая)
10.Токарная
(черновая)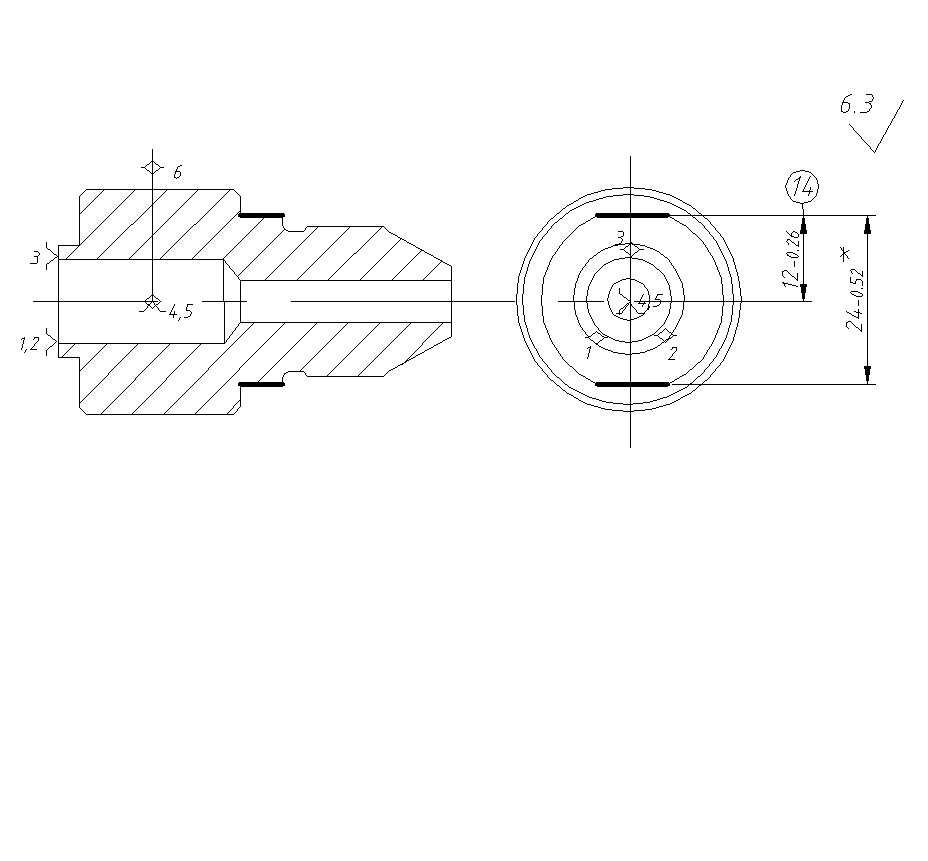 15.
Фрезерная
15.
Фрезерная
 20.Токарная
(чистовая)
20.Токарная
(чистовая)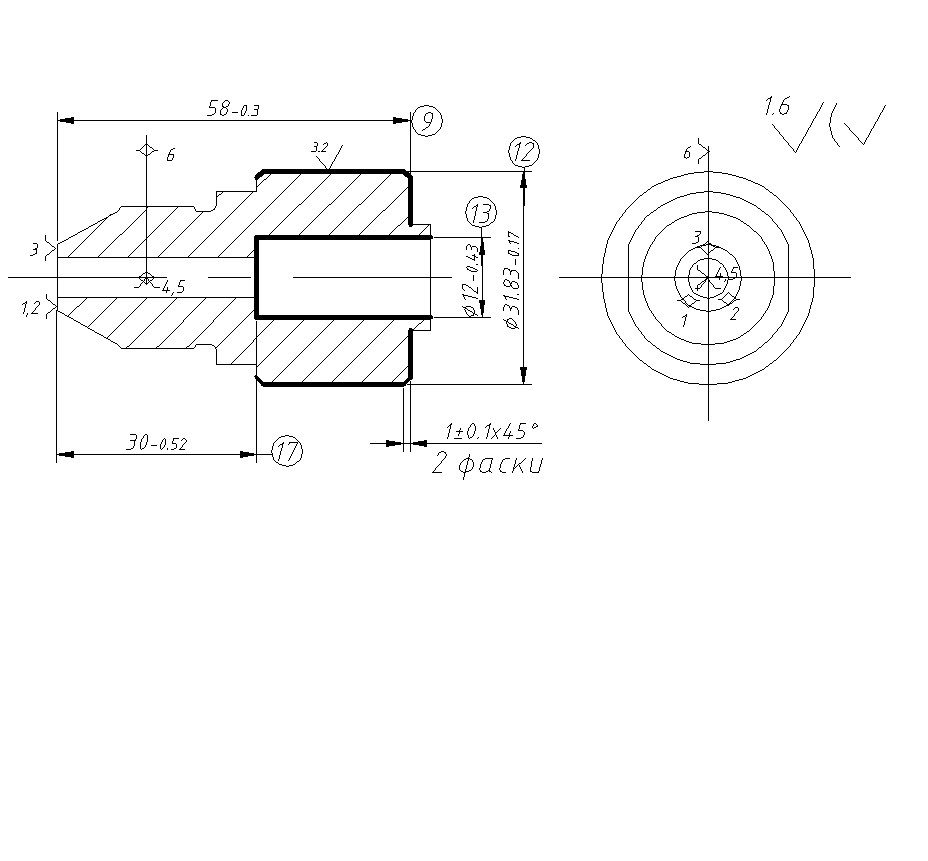 25.Токарная
(чистовая)
25.Токарная
(чистовая)
0 Точить поверхность 2, выдерживая 15. *-Размеры для справок. |
Обработка на токарно-револьверном станке 1Г340. В трех кулачковом патроне. Проходной резец с пластиной из эльбора (N3B). |
0 Нарезать резьбу на поверхности 12. |
Обработка на токарно-револьверном станке 1Г340. В трех кулачковом патроне. Резбонарезной резец Т30К4. |
0 Нарезать резьбу на поверхности 3. |
Обработка на токарно-револьверном станке 1Г340. В трех кулачковом патроне. Резбонарезной резец Т30К4. |
 30.
Токарная
(тонкое)
30.
Токарная
(тонкое)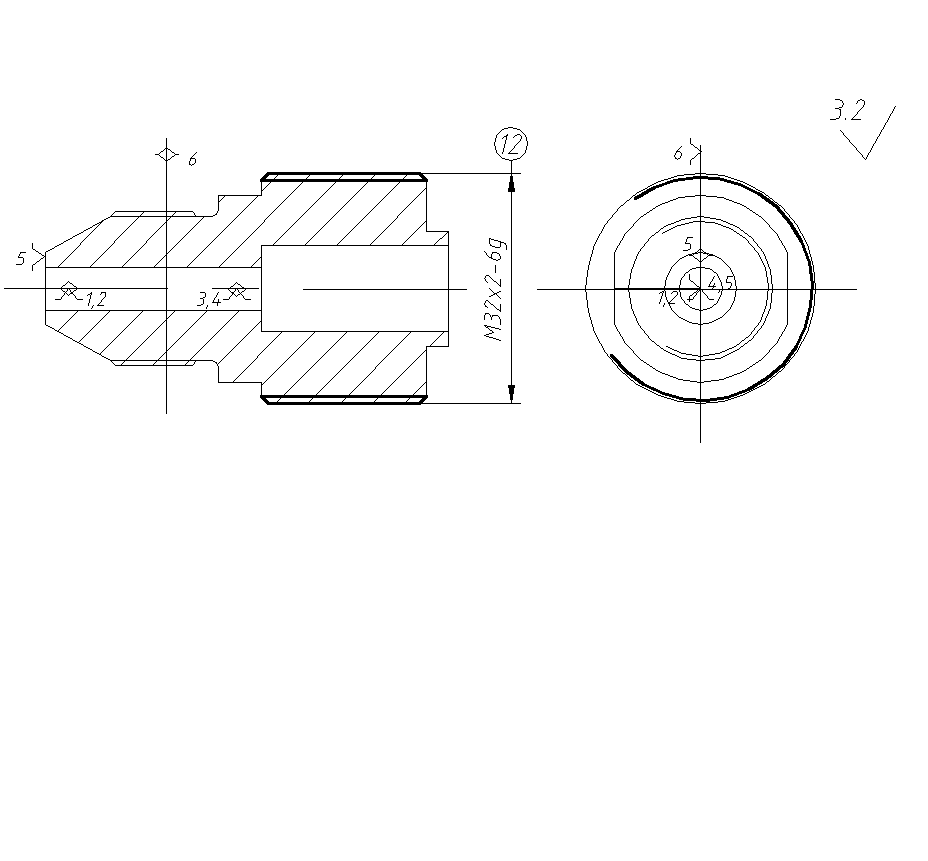 35.Резьбонарезная
35.Резьбонарезная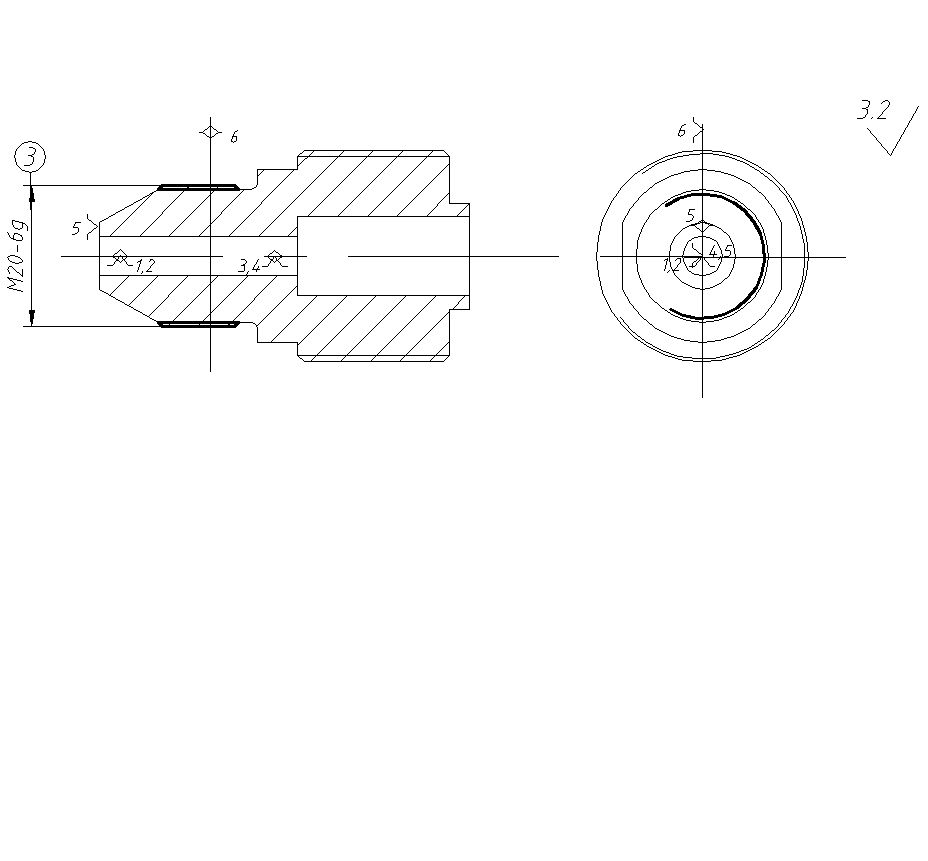 40.
Резьбонарезная
40.
Резьбонарезная
8. Расчет и назначение операционных размеров
Расчет операционных размеров сводится к задаче правильного определения величины припуска и величины операционного допуска с учетом конкретных особенностей разработанного технологического процесса.
8.1. Расчет длинновых операционных размеров.
Под длинновыми операционными размерами будем понимать размеры, характеризующие обработку поверхностей с односторонним расположением припуска.
Расчет длинновых операционных размеров будем производить при помощи теории графов, руководствуясь рекомендациями [6].
Н а
основании эскизной маршрутной технологии,
описанной в пункте 7.4, составляем схему
обработки. (Рисунок 1)
а
основании эскизной маршрутной технологии,
описанной в пункте 7.4, составляем схему
обработки. (Рисунок 1)
Рисунок 1
Следующим этапом расчета длинновых операционных размеров является построение графов (на основе схемы обработки).
С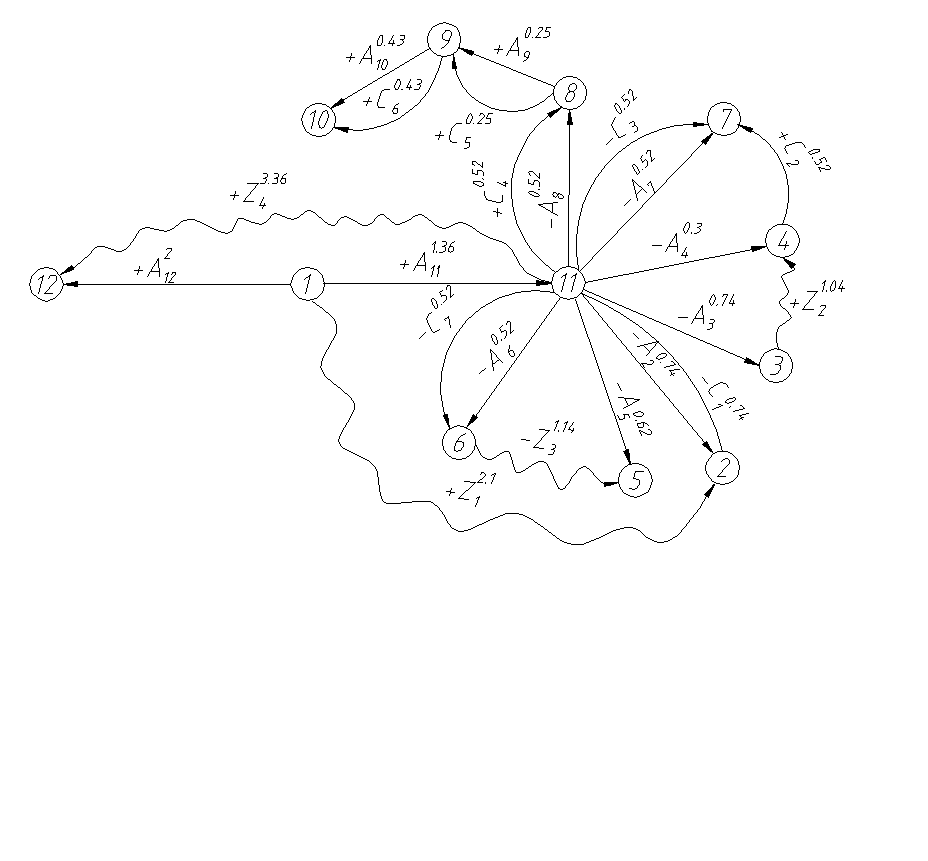 троим
граф размерных цепей, который включает
графы исходных структур и производных
структур.
троим
граф размерных цепей, который включает
графы исходных структур и производных
структур.