

5.Выявление наборов методов обработки по каждой поверхности.
Выбор конкретного метода обработки производим с помощью таблиц средней экономической точности различных методов обработки [3, с.8].
Разработку плана обработки элементарных поверхностей будем производить на основании качества поверхностей деталей, используя коэффициент уточнения по шероховатости, так как точность размеров данной детали устанавливается по 14 квалитету, а методы обработки, которые будут назначенны на деталь наконечник обеспечивают 14 квалитет, т.е.
![]() где
где
![]() -
коэффициент уточнения j-го
метода обработки
-
коэффициент уточнения j-го
метода обработки
![]()
 -
коэффициент уточнения для i-ой
поверхности детали.
-
коэффициент уточнения для i-ой
поверхности детали.
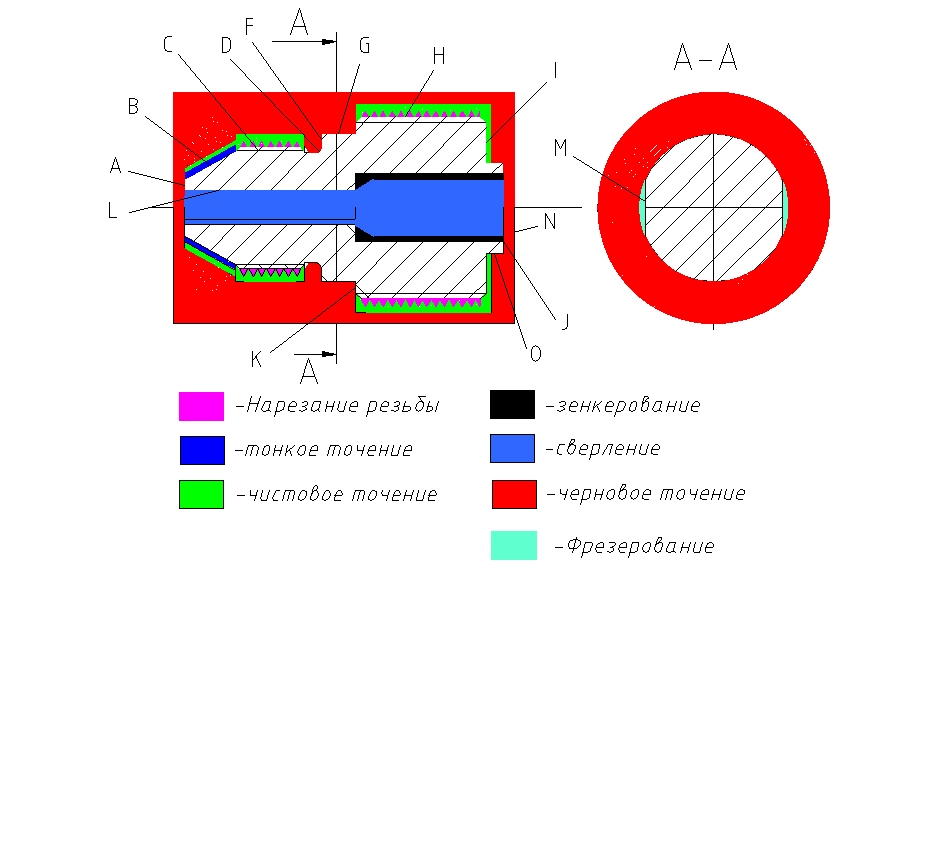
Поверхность А: шероховатость поверхности Ra 6.3 мкм Для данной поверхности назначаем черновое точение. Этот метод обработки обеспечивает 12-14 квалитет и позволяет получить шероховатость Rа 6.3 мкм.
![]() - коэффициент
уточнения детали.
- коэффициент
уточнения детали.
![]() -коэффициент
уточнения чернового точения.
-коэффициент
уточнения чернового точения.
![]()
Имеем, что чернового точения достаточно для получения заданных параметров, т.е. на поверхность А назначаем черновое точение.
Поверхность В: шероховатость поверхности Ra 0.8 мкм Для этой поверхности сначала назначаем черновое точение. Этот метод обработки обеспечивает 12-14 квалитет и позволяет получить шероховатость Rа 6.3 мкм.
![]() - коэффициент
уточнения детали.
- коэффициент
уточнения детали.
![]() -коэффициент
уточнения чернового точения.
-коэффициент
уточнения чернового точения.
Так
как
![]() ,
то чернового точения недостаточно для
получения заданных параметров, вводим
чистовое точение. Оно позволяет получить
шероховатость Ra
1.6 мкм.
,
то чернового точения недостаточно для
получения заданных параметров, вводим
чистовое точение. Оно позволяет получить
шероховатость Ra
1.6 мкм.
![]() -коэффициент
уточнения чистового точения.
-коэффициент
уточнения чистового точения.
![]() ;
;
Так
как
![]() что чистового точения недостаточно для
получения требуемых параметров, вводим
тонкое точение. Оно позволяет получить
шероховатость Ra
0.8 мкм и меньше.
что чистового точения недостаточно для
получения требуемых параметров, вводим
тонкое точение. Оно позволяет получить
шероховатость Ra
0.8 мкм и меньше.
![]() -коэффициент
уточнения тонкого точения.
-коэффициент
уточнения тонкого точения.
![]()
![]()
Таким образом на поверхность В назначаем черновое точение, чистовое точение и тонкое точение.
Поверхность С: шероховатость резьбовой поверхности Ra 3.2 мкм. Для этой поверхности сначала назначаем черновое точение. Этот метод обработки обеспечивает 12-14 квалитет и позволяет получить шероховатость Rа 6.3 мкм.
![]() - коэффициент
уточнения детали.
- коэффициент
уточнения детали.
![]() -коэффициент
уточнения чернового точения.
-коэффициент
уточнения чернового точения.
Так как что чернового точения недостаточно для получения заданных параметров, вводим чистовое точение. С помощью этого метода можно получить шероховатость Ra 3.2 мкм.
![]() -коэффициент
уточнения чистового точения.
-коэффициент
уточнения чистового точения.
![]() ;
;
Далее на поверхности нарезаем резьбу, шероховатость Ra 3.2 мкм будет обеспечена.
Поверхность D: шероховатость поверхности Ra 6.3 мкм. Для данной поверхности назначаем черновое точение. Этот метод обработки обеспечивает 12-14 квалитет и позволяет получить шероховатость Rа 6.3 мкм.
![]() - коэффициент
уточнения детали.
- коэффициент
уточнения детали.
![]() -коэффициент
уточнения чернового точения.
-коэффициент
уточнения чернового точения.
![]()
Имеем, что чернового точения достаточно для получения заданных параметров, т.е. на поверхность D назначаем черновое точение.
Поверхность F, G, K, J, О: - шероховатость поверхности Ra 6.3 мкм. Обработка аналогична поверхности D.
Поверхность Н: аналогично поверхности С.
Поверхность М: шероховатость поверхности Ra 6.3 мкм. Для данной поверхности назначаем черновое фрезерование. Этот метод обработки обеспечивает 12-14 квалитет и позволяет получить шероховатость Rа 6.3 мкм.
![]() - коэффициент
уточнения детали.
- коэффициент
уточнения детали.
![]() -коэффициент
уточнения чернового фрезерования.
-коэффициент
уточнения чернового фрезерования.
![]()
Видим, что чернового фрезерования достаточно для получения заданных параметров, т.е. на поверхность М назначаем черновое фрезерование.
Поверхность I: шероховатость поверхности Ra 1.6 мкм. Для этой поверхности сначала назначаем черновое точение. Этот метод обработки обеспечивает 12-14 квалитет и позволяет получить шероховатость Rа 6.3 мкм.
![]() - коэффициент
уточнения детали.
- коэффициент
уточнения детали.
![]() -коэффициент
уточнения чернового точения.
-коэффициент
уточнения чернового точения.
Так
как
![]() ,
то чернового точения недостаточно для
получения заданных параметров, вводим
чистовое точение. Оно позволяет получить
шероховатость Ra
1.6 мкм.
,
то чернового точения недостаточно для
получения заданных параметров, вводим
чистовое точение. Оно позволяет получить
шероховатость Ra
1.6 мкм.
![]() -коэффициент
уточнения чистового точения.
-коэффициент
уточнения чистового точения.
![]() ;
;
Таким образом, на поверхность I назначаем черновое точение и чистовое точение.
Поверхность L: шероховатость поверхности Ra 6.3 мкм. Назначаем сверление, оно обеспечивает 11-14 кв. и шероховатость Ra 6.3 мкм.
![]() - коэффициент
уточнения детали.
- коэффициент
уточнения детали.
![]() -коэффициент
уточнения чернового фрезерования.
-коэффициент
уточнения чернового фрезерования.
![]()
Видим, что сверления достаточно для получения заданных параметров, т.е. на поверхность L назначаем сверление.
ПоверхностьN : шероховатость поверхности Ra 6.3 мкм. Назначаем обработку аналогичную поверхности L, т.е. сверление, но так как этим методом не получить требуемую форму отверстия, назначаем после сверления зенкерование.