

4. Порядок выполнения работы
1. Ознакомиться с положением стандартов по ШП.
2. Ознакомиться по инструкции с устройством, принципом действия и настройкой двойного микроскопа МИС-11 и с образцами сравнения ШП.
3. Получить задание в соответствии с вариантом, подготовить контролируемую деталь к измерению ШП.
4. Выполнить эскиз контролируемой детали (или её фрагмента) с указанием требований к точности контролируемых параметров ШП.
5. Разработать и выполнить эскизы схем контроля контролируемых параметров ШП (см. соответсвующий раздел описания этой лабораторной работы).
6. Настроить прибор согласно инструкции и настоящим указаниям.
7. Произвести измерения координат контролируемых параметров ШП в соответствии с методикой измерений (см. в разделе 3) и занести в отчет.
8. Рассчитать числовые значения характеристик Rz; Rm, S, результаты занести в отчет.
9. По результатам измерений и расчетов дать заключение о годности детали по параметрам ШП в соответствии с требованием задания.
10. Составить отчет по предлагаемой форме.
Контрольные вопросы
1. Что такое шероховатость поверхности?
2. Какая база принята для отсчета параметров шероховатости поверхности?
3. Назвать основные стандартные параметры ШП. Расшифровать каждый из них.
4. Как обозначаются требования по шероховатости на чертежах?
6. Какие методы и средства измерения ШП существуют?
7. Что такое образцы шероховатости? Для чего они существуют и как их изготовляют?
Лабораторная работа № 6 Контроль отклонений формы поверхностей (офп) деталей
Цели и задачи работы. Ознакомится с основными понятиями отклонений и допусками на ОФП (ГОСТ 24643-81, ГОСТ 2,308-79); усвоить методики измерения ОФП и контроля годности по требованиям к точности формы поверхностей (предусмотрено заданием).
Средства измерения и принадлежности: индикатор часового типа с магнитной стойкой; микрометр; поверочная плита; инструментальная призма; стандарты.
1. Основные понятия [1, с. 171178; 196198; 182185]
Под ОФП поверхности (или профиля) понимают отклонение формы реальной поверхности (реального профиля) от номинальной. Под номинальной понимается идеальная поверхность (профиль), форма которой задана чертежом.
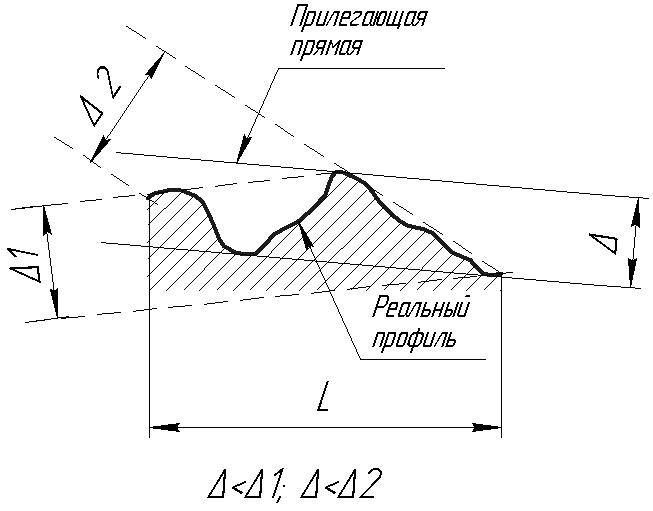
Рис. 6.1. Отсчет ОФП от прилегающей прямой
Отсчет ОФП производится от прилегающей поверхности (профиля), под которой понимается поверхность (профиль), имеющая форму номинальной поверхности (профиля), соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение (рис. 6.1).
Параметром для количественной оценки ОФП является наибольшее расстояние от точек реальной поверхности (профиля) до прилегающей поверхности по нормали к последней в пределах участка (рис. 6.1, 6.2,а). Допуском формы Т называется наибольшее допускаемое значение отклонений формы (рис. 6.2,б). Поле допуска формы это область в пространстве или на плоскости, внутри которой должны находиться все точки реальной поверхности или реального профиля в пределах нормируемого участка (рис . 6.2,б).
Отклонения (и допуски) формы цилиндрических поверхностей делят на комплексные: отклонения от цилиндричности, от круглости (в поперечном сечении), отклонение формы профиля в продольном сечении и частные: овальность, огранка (в поперечном сечении), конусообразность, бочкообразность, седлообразность; отклонение от прямолинейности оси (или линии) в пространстве (в продольном сечении).

Рис. 6.2. Отклонение и допуск цилиндричности
Отклонения (и допуски) формы плоских поверхностей делят на комплексные: отклонение от плоскостности (для поверхности), отклонение от прямолинейности (для профиля) и частные: выпуклость и вогнутость.
Числовые значения допусков формы назначаются по ГОСТ 24643-81, предусматривающему ряды числовых значений допусков и нормы точности для отдельных видов отклонений. Для каждого интервала номинальных размеров установлено 16 числовых значений допусков в соответствии с 16 нормами точности, называемыми степенями точности.
В задании дан допуск контролируемого вида ОФП. Смысл контроля заключается в установлении соответствия действительного значения ОФП, полученного путем измерения, назначенному в задании допуску. Следует помнить, что числовое значение допуска дейст-вительно для всей поверхности или длины элемента, если не задан нормируемый участок.