

Зависимость длительности производственного цикла от видов движения предметов труда в процессе производства.
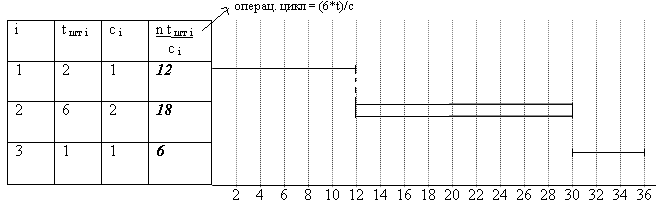
1. последовательный вид движения
Каждая последующая операция начинается только после окончания изготовления всей партии предметов труда на предыдущей операции. На каждой операции обработка предметов идет по одному.
![]() = 6∑ (2+3+1)+3*0=36
= 6∑ (2+3+1)+3*0=36
где n- количество предметов труда в партии
m - количество операций
i - номер операции
tштi - норма штучного времени на выполнение i - ой операции (мин)
Ci - количество параллельных рабочих мест на i - ой операции
t мо - среднее время межоперационных перерывов
р - количество предметов труда в транспортной (передаточной) партии
Пример построения графика:
П = 6
2. Параллельный вид движения
С операции на операцию предметы труда передаются транспортными партиями. При этом по каждой транспортной партии работа на всех операциях технологического процесса ведется без перерывов. Гл. задача: пропустить предмет без остановок.
![]() = 2∑ (2+3+1)+(6-2)+3*0=24
= 2∑ (2+3+1)+(6-2)+3*0=24
р=2 , где р – количество предметов труда в передаточной(транспортной) партии.
Правила построения графика:
1. Строится технологический цикл обработки первой транспортной (р) партии на всех операциях.
2. На операции с самым продолжительным операционным циклом строится цикл обработки всей партии n без перерывов
3. Для всех транспортных партий, кроме первой, достраиваются операционные циклы на всех операциях, кроме самой продолжительной
Примечание. На всех операциях, кроме операции с максимальной продолжительностью, работа осуществляется с перерывами.
Только для синхронного процесса, в котором длительности операций равны, т.е. tшт 1 / с 1 = tшт 2 / с 2 = •.. = tштm / с m = const , работа на всех операциях будет вестись без перерывов. Такое движение предметов труда по операциям называется поточным, а отношение tшт i / Ci= г - тактом потока. Пример построения графика
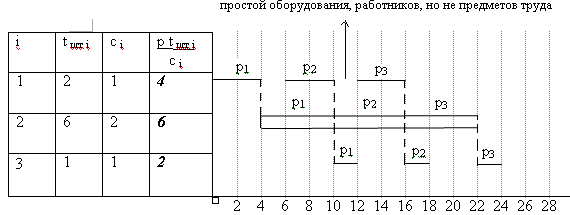
3. Параллельно-последовательный вид движения
Вся обрабатываемая партия n делится на транспортные (передаточные) партии по р штук в каждой. Транспортная партия обрабатывается на каждой операции без перерывов. Ее можно передавать на следующую операцию, не ожидая окончания работы по другим транспортным партиям. При этом должно соблюдаться условие непрерывной работы на каждой операции при изготовлении всей партии..
![]() =
6∑ (2+3+1) – (6-2)(2+1)+3*0=24
=
6∑ (2+3+1) – (6-2)(2+1)+3*0=24
При организации параллельно-последовательного движения возможны два варианта совмещения операций:
1. при операционном цикле предшествующей операции меньшем, чем последующей
2. при операционном цикле предшествующей операции большем, чем последующей
При 1 - максимальное совмещение операций можно получить, передавая первую транспортную партию на последующую операцию сразу же после окончания работы над ней на предыдущей. Все последующие транспортные партии будут пролеживать между этими операциями, ожидая освобождения рабочего места на последующей операции. При этом обеспечивается непрерывная загрузка всех рабочих мест.
При 2 - необходимо ориентироваться на последнюю транспортную партию, определяя возможное время начала работы над ней на этой (последующей) операции. Чтобы обеспечить непрерывную загрузку рабочих мест последующей операции к этому моменту времени следует закончить работу над всеми остальными транспортными партиями, осуществляя ее без каких-либо перерывов.
Начинается построение графика с отображения длительности операционного цикла 1-ой операции по всей партии n.
Пример построения графика

Коэффициенты параллельности
Кпар = Тц пар \ Тц посл
Кпар = Тц п-п \ Тц посл
Нахождение перерывов партионности:
Для последовательного: n*t\c – t
Для параллельного: P*t \c – t
Для параллельно -последовательного: n*t\c – t
Минимальная длительность цикла – у параллельного движения при соблюдении условия синхронизации, максимальная – у последовательного движения. (см. сравнительную таблицу).
Вид движения предметов труда |
Последовательный |
Параллельный |
Параллельно- последовательный |
Достоинства |
Отсутствие перерывов в загрузке рабочих мест на операции; Отсутствие перерывов ожидания; Простота управления и транспортировки |
Минимально возможная длительность производственного цикла; Отсутствие перерывов ожидания |
Отсутствие перерывов в загрузке рабочих мест на операции; Возможность дополнительной загрузки рабочих мест за счет концентрации |
Недостатки |
Наибольшая длительность производственного цикла; Большой объем незавершенного производства; Значительная величина перерывов партионности |
Перерывы в загрузке рабочих мест; Необходимо выполнение условия синхронизации |
Наличие перерывов ожидания; Наличие межоперационных заделов; Необходимо более тщательное планирование процесса производства |
Область применения |
Единичное производство; Мелкосерийное производство с большой номенклатурой |
Массовое и крупносерийное производство (непрерывно-поточные линии) |
Крупносерийное производство с большим числом и трудоемкостью операций (многопредметные линии) |