

Н атяжение при прокатке
При непрерывной прокатке,
когда прокатываемая полоса находится одновременно в нескольких парах валков, как показано на рис 47, полоса может испытывать переднее и заднее натяжение со стороны соседних валков. Силы заднего и переднего натяжения Т0 и Т1 возникают также при наматывании прокатываемого листа на моталки.
Рис. 47. Схема непрерывной
прокатки
При наличии переднего натяжения Т1 , когда полоса принудительно вытягивается из валков, равновесие очага деформации достигается тогда, когда нейтральное сечение смещается в сторону, противоположную направлению прокатки, при этом зона опережения увеличивается, опережение растет и отставание уменьшается. В пределе зона отставания может полностью исчезнуть, весь очаг деформации будет занят только зоной опережения. В этом случае равновесие очага деформации достигается за счет того, что проекции сил нормального давления и контактного трения полностью уравновешиваются тянущей силой Т1. Для вращения валков не требуется привода, они будут вращаться за счет тянущей силы. Вместо прокатки мы получаем процесс волочения через валки. Роликовые или валковые волоки широко применяются при волочении проволоки, листов и профилей в холодном состоянии.
 Картина будет обратной, если применить
заднее натяжение полосы с помощью
силы Т0. При заднем натяжении
опережение уменьшается, а отставание
растет. Очевидно, при одновременном
воздействии переднего и заднего натяжения
положение нейтрального сечения и
протяженность зоны опережения определяется
разностью сил Т1 – Т0
.
Картина будет обратной, если применить
заднее натяжение полосы с помощью
силы Т0. При заднем натяжении
опережение уменьшается, а отставание
растет. Очевидно, при одновременном
воздействии переднего и заднего натяжения
положение нейтрального сечения и
протяженность зоны опережения определяется
разностью сил Т1 – Т0
.
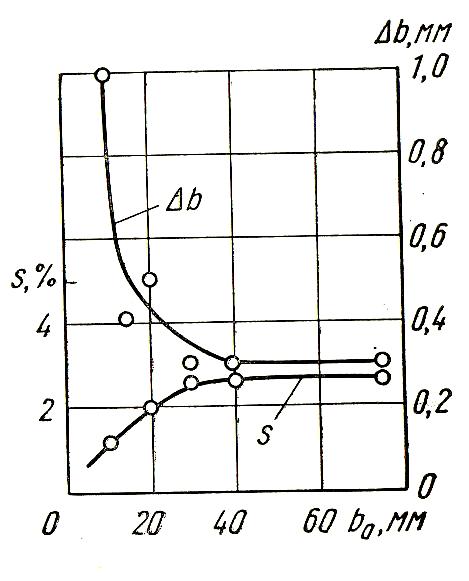
Рис. 48. Зависимость опережения S и уширения b
от ширины полосы b0 .
Приведенные формулы выведены в предположении, что деформация металла плоская, когда прокатываемая полоса имеет ширину, которая в 5-6 и более раз превышает ее толщину. Экспериментальные исследования показывают, что опережение от ширины полосы зависит так, как показано на рис 48. На очень узких полосках условиядеформации приближаются к плоскому напряженному состоянию, деформация при этом в направлении ширины достаточно развита, часть смещенного высотного объема устремляется в ширину. Показатель уширения (например, b) существенен, и опережение при этом снижается. С ростом ширины деформация в средних по ширине участках приближается к плоской. Уширение полосы снижается, и на больших ширинах приближается к нулю. Опережение при этом должно возрастать до какого-то значения, а затем не зависеть от ширины. Как известно, коэффициент Лодэ ведет себя подобным образом: он равен 1 при плоском напряженном состоянии, а с приближением к плоской деформации стабилизируется на своем максимальном значении 1,155. Аналогичное поведение указанных характеристик произошло потому, что уширение и опережение определяются напряженным состоянием металла, числовой характеристикой которого служит коэффициент Лодэ.
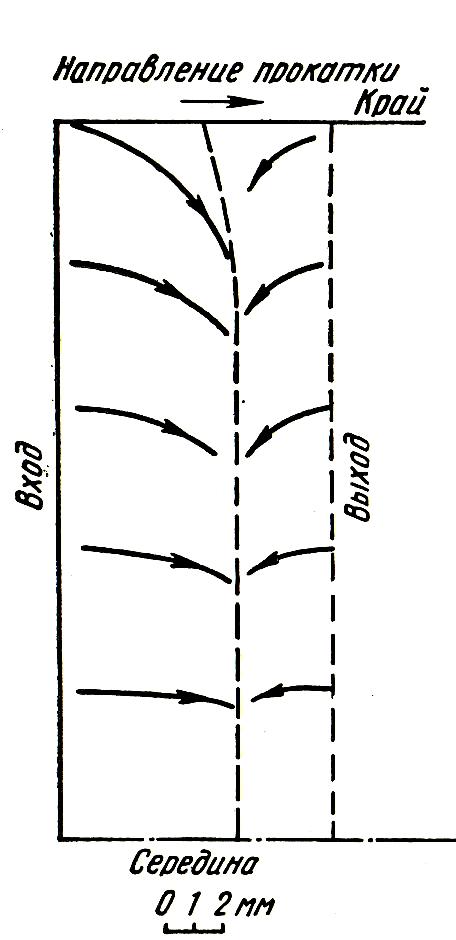 Экспериментальные исследования
показывают, что по ширине полосы
опережение не постоянно. На рис 49
показано положение нейтрального
сечения на контактной площадке и
направление сил трения при прокатке
широкой полосы.
Экспериментальные исследования
показывают, что по ширине полосы
опережение не постоянно. На рис 49
показано положение нейтрального
сечения на контактной площадке и
направление сил трения при прокатке
широкой полосы.
Рис.49. Положение нейтрального
сечения в очаге деформации (вид сверху).
Видно, что на кромках опережение выше, чем в середине, так как кромки имеют возможность уширяться. Вследствие этого средняя часть полосы принудительно растягивает кромки, создавая в них тот же эффект, что и при переднем натяжении. С уменьшением ширины полосы сокращается средняя часть, и нейтральное сечение может быть искривленным по всей ширине полосы выпуклостью в сторону сечения выхода.