

V. Требования охраны труда после окончания работы
5.1. Выключите электродвигатель.
5.2. Удалите мусор из станка. Не сдувайте стружку ртом и не сметайте ее рукой.
5.3. Протрите и смажьте станок, приведите в порядок инструмент и индивидуальные средства защиты. Сдайте станок и рабочее место дежурному по группе или учебному мастеру.
2. Организация рабочего места фрезеровщика
На учебном месте фрезеровщика находится станок и принадлежности к станку (режущий, измерительного и вспомогательного инструмента, масленки, щетки, крючки, совки, обтирочные материалы, тара для заготовок и изготовленных деталей).
Правильное расположение на учебном месте всего, что требуется для обучения, — важное условие производительности обучения и обеспечения условий его безопасности.
При планировке учебного места необходимо руководствоваться следующими правилами:
-
На учебном месте не должно быть ничего лишнего.
-
Все должно быть сосредоточено вокруг ученика на возможно близком расстоянии, но так, чтобы не мешать его свободным движениям.
-
Каждый предмет нужно класть на отведенное для него место, чтобы не искать его при повторном использовании.
-
Все, чем во время учебы приходится чаще пользоваться, нужно располагать ближе; все, чем пользуются реже, нужно укладывать дальше.
-
Укладывать предметы необходимо таким образом, чтобы место их расположения соответствовало естественным движениям рук. Например, предметы, которые берутся левой рукой, должны быть уложены слева. Если какой-нибудь предмет трудно поднять одной рукой, надо его положить так, чтобы его можно было удобно брать обеими руками.
-
Предметы, требующие осторожного обращения, должны быть положены выше предметов, требующих менее осторожного обращения. Например, измерительный инструмент должен занимать самое верхнее положение, ниже должны быть размещены фрезы, а еще ниже — приспособления.
-
Чертежи и операционные карты должны быть так расположены, чтобы ими удобно было пользоваться.
-
Заготовки и готовые детали не должны загромождать учебное место и должны быть расположены таким образом, чтобы движения были наиболее короткими.
-
Все предметы должны быть расположены так, чтобы не приходилось постоянно нагибаться или занимать неудобные положения во время взятия или укладки того или иного предмета.
Около станка устанавливается подножная решетка на такой высоте, чтобы средний палец руки, поставленной вертикально и согнутой в локте под углом 90°, находился на уровне центров станка.
-
Устройство горизонтально-фрезерного станка нгф-110
НГФ-110 (НГФ-110Ш4) станок фрезерный горизонтальный настольный
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
НГФ-110Ш4 станок фрезерный горизонтальный настольный. Назначение и область применения
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
Горизонтально-фрезерный станок НГФ-110Ш1 выпускался заводом № 5 имени Дзержинского г. Щелково Московской области пос. им. Свердлова в 60-х годах прошлого века.
Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.

Рис. 1. Габариты рабочего пространства фрезерного станка НГФ-110ш4
-
хобот
-
серьга
-
гайка
-
втулка серьги
-
гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
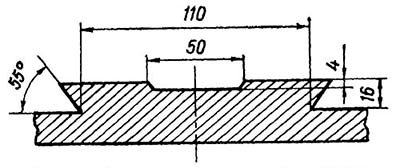
Рис. 2. Эскиз направляющих стойки

Рис. 3. Эскиз Т-образного паза станка

Рис. 4. Эскиз конца шпинделя

Рис. 5. Эскиз направляющих хобота

Рис. 6. Фото настольного фрезерного станка НГФ-110

Рис 7. Расположение составных частей на станке НГФ-110
-
стойка с коробкой скоростей
-
консоль
-
стол с салазками
-
хобот с серьгой
-
оправка
-
плита с электроаппаратурой
-
экран защитный
-
тиски
-
светильник местного освещения

Рис. 8. Расположение органов управления станком НГФ-110
-
рукоятка, переключения частот вращения шпинделя
-
рукоятка, переключения частот вращения шпинделя
-
маховичок продольной подачи
-
маховичок поперечной подачи
-
маховичок вертикальной подачи
-
кнопочный пост управления

Рис. 9. Кинематическая схема фрезерного станка НГФ-110ш4
Вращение от электродвигателя I передается клиноременной передачей валу II коробки скоростей. Далее с вала II. на вал III и затем на шпиндель IV вращение передается через шестерни 4, 5, 6, неподвижно закрепленные на валу II, подвижные тройной и двойной блоки шестерен, сидящие на валу III и шестерни 12, 13 неподвижно закрепленные на шпинделе IV.
Подвижные блоки шестерен позволяют получить шесть различных частот вращения шпинделя
Описание основных узлов фрезерного станка НГФ-110
Стойка станка НГФ-110 с коробкой скоростей
Стойка является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Жесткость конструкции стойки достигается за счет развитого основания и трапецеидального сечения стойки по высоте.
Стойка разделена на два отсека. В верхнем отсеке монтируется коробка скоростей, в нижнем — электродвигатель.
Коробка скоростей фрезерного станка НГФ-110
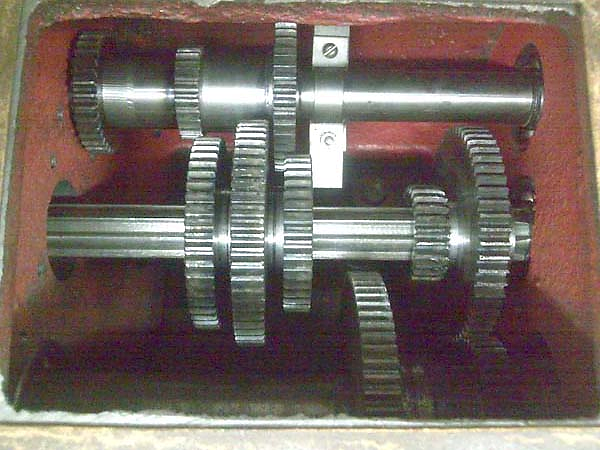
Рис. 10. Фото коробки скоростей фрезерного станка НГФ-110
Схема
коробки скоростей фрезерного станка
НГФ-110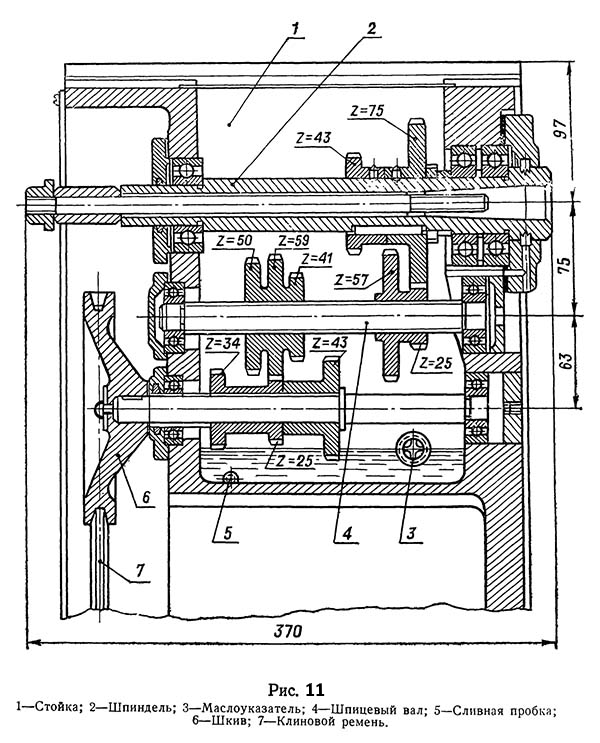
Трехваловая шестискоростная коробка скоростей смонтирована в верхней части корпуса стойки и обеспечивает регулирование частоты вращения шпинделя от 125 до 1250 об/мин. Подбор необходимой частоты вращения осуществляется с помощью рычагов переключения, расположенных с левой стороны станка.
Для осмотра коробки скоростей необходимо снять боковую крышку.
Шпиндель ставка представляет собой двухопорный полый вал. Небольшой по длине пролет между опорами и значительный диаметр сечений обеспечивают необходимую виброустойчивость и жесткость шпинделя.
Передняя шейка шпинделя опирается на два радиально-упорных подшипника 8 (рис. 2), а задняя — на радиальный подшипник 9. Для устранения осевого зазора передних подшипников на шпинделе установлены две гайки 10. Между подшипниками установлены распорные кольца 11 и 12. При износе подшипников зазор в них устраняется шлифовкой торцов внутреннего распорного кольца 12. Компенсационное кольцо 13 служит для устранения осевого люфта шпинделя.
Основными подшипниками, определяющими геометрическую точность шпинделя, являются радиально-упорные однорядные шарикоподшипники № 46 208 передней опоры и радиальный шарикоподшипник № 206 задней опоры. В осевом направлении шпиндель фиксируется буртиком стойки и передней крышкой.
Регулирование зазора в переднем подшипнике производится подтягиванием гайки, расположенной в передней части шпинделя.
Для доступа к этой гайке рекомендуется снять боковую крышку на стойке.
Смазка коробки скоростей
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием.
Масло И-30А заливается в масляный резервуар до уровня, контролируемого маслоуказателем.
Масло менять первый раз через 15 дней работы, затем через каждые 3 месяца.
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от" винта вертикальной подачи 3.
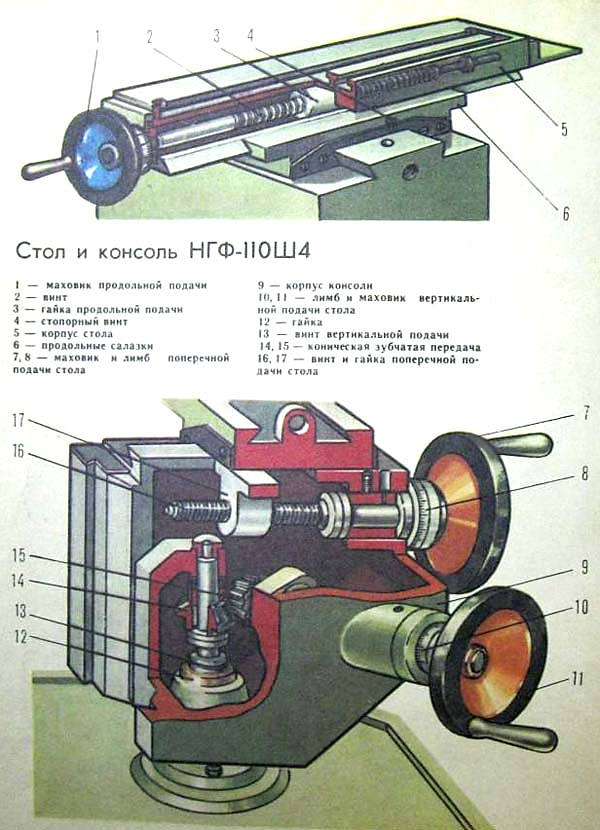
Рис. 12. Стол и консоль фрезерного станка НГФ-110ш4
Консоль
фрезерного станка НГФ-110
Стол фрезерного станка НГФ-110

Рис. 14. Стол фрезерного станка НГФ-110
-
Стол
-
Салазки
-
Гайка поперечной подачи
-
Гайка продольной подачи
-
Винт продольной подачи
-
Винт зажима cтола на салазках
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
На станке установлен экран защитный для защиты работающего от отлетающей стружки в зоне резания.

Рис. 15. Электрическая схема фрезерного станка НГФ-110
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка (поз. 6 рис. 1) магнитный пускатель, трансформатор, клеммные колодки, предохранителя, выключатели, кнопочный пост управления, тепловое реле.
На станке установлен светильник местного освещения