

6. Термическая резка металла
Сущность резки.
Термическая резка металлов широко применяется во всех отраслях машиностроительного и ремонтного производства.
Совокупность способов резки составляют процессы удаления металла по заданной линии или объему посредством ослабления молекулярных связей с помощью нагрева.
Термическая резка металлов может быть разделена на две группы способов:
к первой группе относятся способы, в которых преобладает тепловое воздействие на разрезаемый металл и основным процессом удаления металла из полости реза является выплавление. Для ускорения удаления металла используются механические средства: давление струи газа, давление электрода; в последнем случае из полости реза может удаляться также металл, лишь размягченный нагревом;
ко второй группе термической резки относятся способы, основанные на химической реакции сжигания металла. Для этой цели обычно применяется технически чистый кислород, сжигающий металл и переводящий его в оксиды, которые и удаляются из полости реза.
Характеристика существующих способов резки
Дуговой электрической резкой называется процесс образования полости реза в металле под действием тепла электрического дугового разряда. При разделительной резке конец электрода перемещают в полости реза от верхних кромок к нижним и обратно, направляя дугу на его лобовую стенку. При поверхностной резке наклоненный под углом 5-20 градусов электрод перемещают вдоль линии реза, частично погружая его конец в образующуюся полость. Интенсивность выплавления возрастает с увеличением тока.
Воздушно-дуговой резкой называется процесс образования полости реза в металле совместным действием тепла электрической дуги и потока сжатого воздуха. Воздушно-дуговая резка используется преимущественно для поверхностной обработки и реже как разделительная.
Воздушно-дуговая резка применима к углеродистым и легированным сталям, цветным металлам и чугуну. При этом используются графитовые, графито-угольные и омедненные электроды.
Кислородно-дуговой резкой называется процесс образования полости реза в металле совместным действием тепла электрической дуги и струи кислорода. Практический интерес представляют способы резки трубчатым электродом и стальным стержневым электродом с отдельным соплом.
Используются преимущественно для разделительной резки.
Газокислородная резка основана на способности железа сгорать в струе кислорода с выделением значительного количества тепла по реакции:
3Fe + 2O2 = Fe3O4+Q
Для начала горения металла в кислороде нужно подогреть металл до температуры 1000…1200оС, для чего в зону резки подают смесь кислорода с горючим газом, при горении которой образуется подогревающее пламя. Режущий кислород зажигает металл, при этом выделяется значительное количество тепла. Если перемещать резак с определенной скоростью, то сжигание и выплавление металла будет происходить по линии перемещения сопла резака, производя разрезание металла.
Таким образом, кислородная резка складывается из нескольких процессов:
- подогрева металла,
- сжигания металла в струе кислорода,
- выдувания металла и его окислов из полости реза.
Основные условия получения качественного реза состоят в следующем:
температура начала горения должна быть ниже температуры его плавления;
температура плавления оксидов, образующихся при резке, должна быть ниже температуры плавления металла;
теплота сгорания металла должна быть достаточно высокой;
теплопроводность металла должна быть низкой.
Практически указанным условиям удовлетворяет большинство мало-, среднеуглеродистых и низколегированных сталей. В то же время чугун, медь, алюминий, высокоуглеродистые и высоколегированные стали кислородной резкой не режутся. Для их резки используется так называемая кислородно-флюсовая резка, когда в струю режущего кислорода подают различные порошки (в основном железные), которые, сгорая в струе кислорода, дают дополнительную тепловую энергию, достаточную для расплавления тугоплавких окислов легирующих элементов.
|
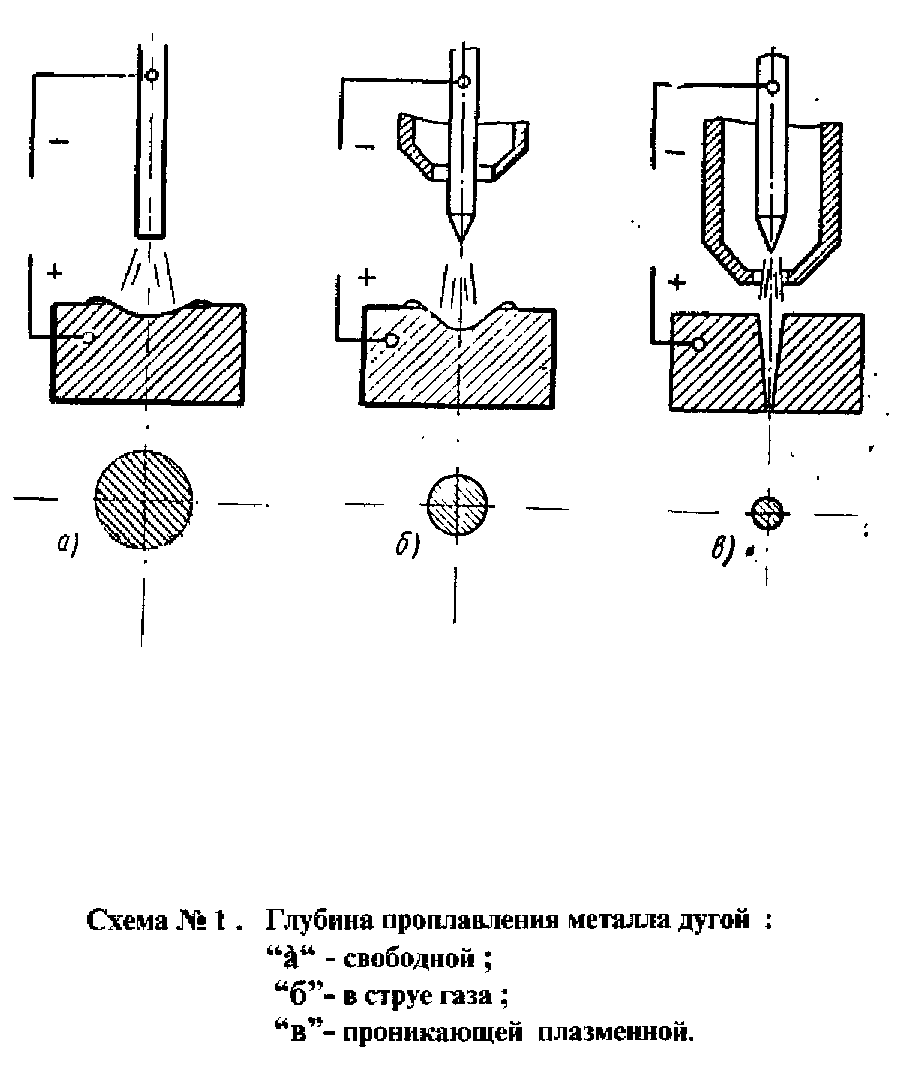
Рис.26 Глубина проплавления металла дугой: а – «свободной»; б – в струе газа; в – проникающей плазменной. |
Сущность воздушно плазменной обработки.
При плазменной сварке и резке в качестве источника нагрева используется электрическая дуга с неплавящимся электродом, столб которой принудительно обжат с целью повышения концентрации его тепловой энергии на обрабатываемом изделии. Основным инструментом при плазменной сварке является плазмотрон.
Процесс плазменной обработки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод - катод, обрабатываемый металл - анод).
Для возбуждения рабочей дуги между электродом и металлом, первоначально, с помощью блока поджига дуги (осциллятора), зажигается вспомогательная дуга между электродом и соплом плазмотрона, которая выдувается из сопла в виде плазменного факела длиной 20 – 30 мм. Ток вспомогательной дуги 25 А, время горения - не более 5 сек. При касании факела вспомогательной дуги обрабатываемого (разрезаемого) металла возникает рабочая дуга между электродом и металлом, вспомогательная дуга при этом автоматически гаснет.