

2.2.2 Выбор и обоснование технологических баз
Создаем подробное описание поверхностей, которые служат технологическими базами на всех операциях механической обработки.
На первых трёх операциях (заготовительной, токарной и протяжной) основной технологической базой является цилиндр, а на токарной с ЧПУ – шлицевое отверстие и торец.
.
Таблица 2.2 - Обоснование технологических баз
-
№ операции
Операция
Характер установки
Эскиз обработки
Код
Наименование
1
2
3
4
5
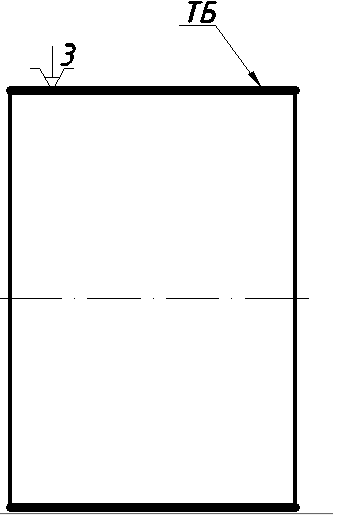
005
Заготовительная
Установка по необработанной цилиндрической поверхности
Продолжение таблицы 2.2
-
№ операции
Операция
Характер установки
Эскиз обработки
Код
Наименование
1
2
3
4
5
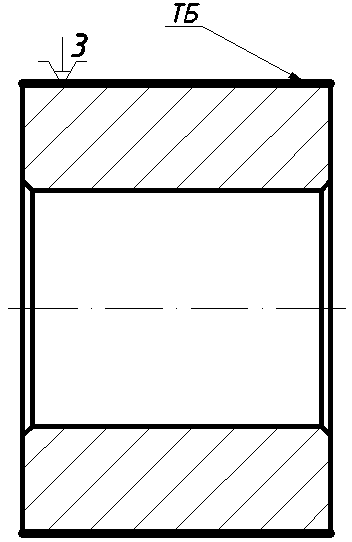
010
4110
Токарная
Установка по необработанной цилиндрической поверхности
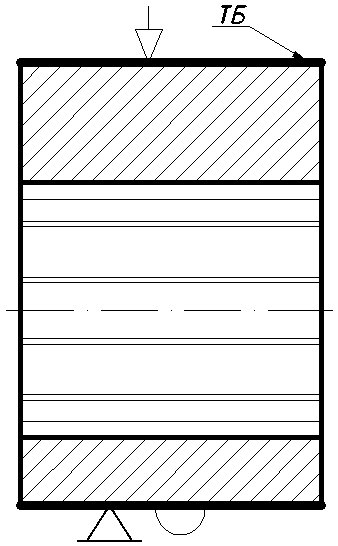
015
Протяжная
Установка по необработанной цилиндрической поверхности на сферическую опору
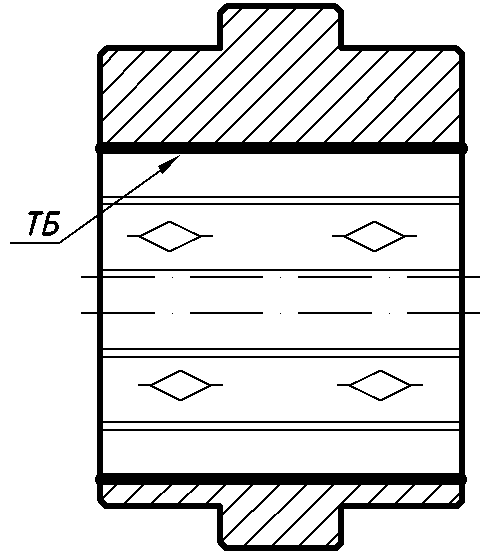
020
4220
Токарная с ЧПУ
Установка по обработанному внутреннему отверстию на шлицевую оправку
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
2.2.3 Выбор оборудования и технологической оснастки
Данные по выбору оборудования для изготовления детали приведены в таблице 2.3.
Таблица 2.3 – Выбор оборудования
-
№
операции
Оборудование
Паспортные данные
Код
Наименование и модель
Габариты, мм
Мощность, кВт
Ряд частот, мин-1
Ряд подач, мм/об
1
2
3
4
5
6
7
005
Заготовительная
8Б66
2890х1725х1800
73
30-260
2-30.5
010
381101
Токарная
1А62
2536х1200х1500
11
10-1400
0,036-22,4
0,018-11,2
015
381663
Протяжная
7Б15
7200х2200х1700
100
20-25
1.5-11.5
020
381101
Токарная с ЧПУ
16К20Т1
3200х1700х1700
11
10-200
0,01-2,8
0,005-1,4
Выбор оснастки осуществляется в соответствии с конструктивными особенностями изготовляемой детали, схемой ее базирования, выбранным для обработки оборудованием.
Данные по выбору оснастки приведены в таблицах 2.4 – 2.7.
Таблица 2.4 – Выбор установочно-зажимных приспособлений
-
№
операции
Приспособление
Код
Наименование и обозначение
Тип привода
ГОСТ
1
2
3
4
5
005
396130
Тиски призматические
Пневматический
3,11078-81
010
396110
Патрон 3-х кулачковый
Ручной
8522-73
392830
Эксцентрическая втулка
Ручной
17180-71
015
396000
Опора сферическая
Ручной
13441-66
020
392196
Оправка шлицевая
Ручной
18437-73
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Таблица 2.5 – Выбор режущего инструмента
-
№ операции
Режущий инструмент
Код
Наименование и обозначение
Материал режущей части
Техническая характеристика
ГОСТ
1
2
3
4
5
6
005
392211
Пила дисковая
Р9
Ø710х6
427-52
010
392101
Резец проходной
Т15К6
20х30
18878-73
391220
Сверло
Р9
Ø20
10902-77
Ø25
Ø49
392120
Резец расточной
Т15К6
18822-73
392101
Резец проходной
Т15К6
20х30
18878-73
Развёртка
Ø49.93
1672-71
392101
Резец проходной
Т15К6
20х30
18878-73
392120
Резец расточной
Т15К6
18822-73
015
392300
Протяжка шлицевая
203664-74
020
3921
Резец 2525Н12
25х25
19059-80
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Таблица 2.6 – Выбор вспомогательного инструмента
-
№ операции
Вспомогательный инструмент
Код
Наименование и обозначение
ГОСТ
1
2
3
4
005
010
396190
Державка 95х55 П9-6
21474-75
392839
Втулка Ø55 КМ2 ПИ2-1
13598-85
392839
Втулка КМ3 НИ2-1
392839
Втулка КМ4 ПИ2-1
015
020
396188
Резцедержатель с цилиндрическим хвостовиком
24900-81
Таблица 2.7 – Выбор измерительного инструмента
-
№ операции
Измерительный инструмент
Код
Наименование и обозначение
Диапазон измерения
Точность измерения
Допуск измеряемого размера
ГОСТ
1
2
3
4
5
6
7
005
393510
Линейка
0-500
1
427-52
010
015
Калибр шлицевой
55Ах14
55
24969-81
020
393331
Штангенциркуль
0-150
0,1
466-51
2.3 Разработка операционного технологического процесса
2.3.1 Определение межоперационных припусков и операционных размеров
Для детальной разработки технологии обработки детали производим технологическим переходам. Данные по переходам заносим в таблицу 2.8.
Определение межоперационных припусков и операционных размеров с допусками на обработку начинаем с маршрута обработки поверхности детали с указанием точности обработки и шероховатости, на каждом переходе механической обработки.
Таблица 2.8– Характеристика обрабатываемых поверхностей
-
Обрабатываемая поверхность
Точность обработки
Размер
с допуском по чертежу детали
Последовательность механической обработки
Квалитет
Величина допуска, мм
Шероховатость поверхности
Ra , мкм
Ø90
Точение
14
0,87
12,5
Ø 76
Точение
14
0,76
12,5
Ø50
Сверление
14
0,36
12,5
Рассверливание
14
0,62
12,5
Растачивание
10
0,10
3,2
Развёртывание
8
0,06
1,6
Ø 55
Протягивание
7
+0,030
1,6
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Таблица 2.9 – Аналитический расчет припусков
-
Переходы обработки поверхности
Ø76-0,76
Элементы припусков, мкм
Расч. припуск 2Zmin мкм
Расч. размер, Dр мм
Допуск ,мкм
Предельные размеры, мм
Предельные припуски, мкм
Rz
Т
εУ
Dmin
Dmax


Заготовка
200
300
1577
-
-
79,34
1900
79,34
81,24
-
-
Точение
50
50
94,5
90
4157
75,24
760
75,24
76
4100
5240
Используя методику [4] определяем значения Rz, Т, , εУ, значение которых заносим в соответствующие графы таблицы 2.9.
Пространственное отклонение для заготовки определяется по формуле:
=![]() ;
(2.5)
;
(2.5)
где см – суммарные пространственные отклонения по смещению заготовки, мкм;
эксц. – суммарные пространственные отклонения по эксцентричности, мкм;
заг=Δк*Lзаг, (2.6)
где Δк – удельная кривизна заготовки, Δк = 1 (табл. 4.8);
Lзаг– длина заготовки, Lзаг= 56 мм.
заг=1*65=65 мкм
Pц=![]() ;
(2.7)
;
(2.7)
Pц=![]() =1575
мкм,
=1575
мкм,
=![]() =1577мкм.
=1577мкм.
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Для операции механической обработки величина суммарных пространственных отклонений определяется по формуле:
ост = kу*заг, (2.8)
где kу – коэффициент уточнения формы для соответствующих видов обработки, kу = 0,06 (с. 73) – для точения..
Точение ост1 = 0,06×1577 = 94,5 мкм
Минимальный расчетный припуск определяется по формуле:
![]() (2.9)
(2.9)
Точение
2Zmin=
2(200 + 300 + ![]() )
= 4157 мкм
)
= 4157 мкм
В графу «расчетный припуск» для окончательной обработки заносим минимальный размер, указанный на чертеже. Для предшествующих переходов расчет на размер определяется по формуле:
![]() (2.10)
(2.10)
Точение DP= 29,967+ 2*0,351 = 30,282 мм
Заготовка DP= 29,48 + 2*3,526 = 34,184 мм
Допуски по соответствующим переходам механической обработки берем из таблицы 2.9 пояснительной записки.
Предельный минимальный размер равен расчётному.
Предельный максимальный размер определяется по формуле:
![]() (2.11)
(2.11)
ЗаготовкаDmax з = 79,34+ 1,9 = 81,24 мм
Точение Dmax = 75,24 + 0,76= 76 мм
Предельный минимальный припуск определяется по формуле:
![]() (2.12)
(2.12)
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Точение 2Zmin = 79,34–75,24 = 4100мкм
Предельный максимальный припуск определяется по формуле:
![]() (2.13)
(2.13)
Черновое 2Zmax = 81,24–76 = 5240мкм
На основании полученных данных строим схему расположения межоперационных припусков, допусков и операционных размеров, рисунок 2.2
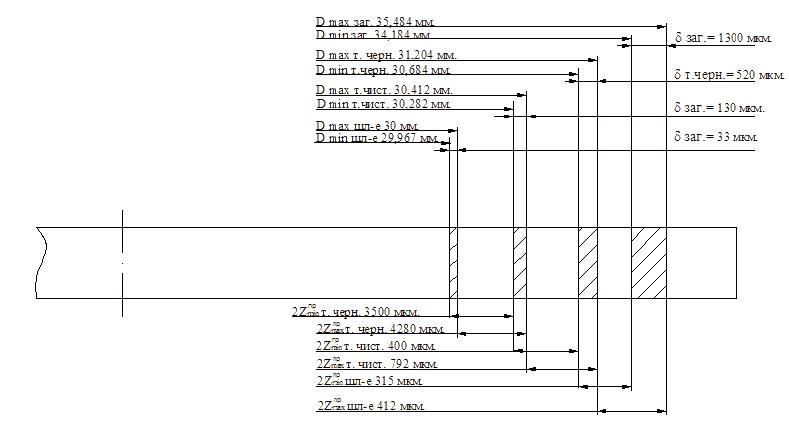
Рисунок 2.2 – Схема расположения межоперационных припусков, допусков и операционных размеров на Ø30-0,52мм
На остальные поверхности припуски по переходам назначаем табличным методом, и заносим в таблицу 2.11
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Таблица 2.11 – Табличный расчет припусков
Размеры с допуском по чертежу детали |
Значение промежуточных припусков, мм |
|
2Z1 |
2Z2 |
|
63 |
2×2,5 |
|
Ø30 |
2×7,25 |
|
Ø44,5 |
2×0,25 |
|
Ø18 |
2×8,75 |
2×0,25 |
Ø24 |
2×8,75 |
2×3,25 |
Ø12 |
2×6 |
|