

3.Коэффициент шероховатости кш, определяется по формуле:
КШ = 1/БСР (1.4)
где БСР – средний класс шероховатости
Средний класс шероховатости определяется по формуле
БСР = (1*n1+2*n2+…+ 14*n14)/Σni (1.5)
где 1,2,3…14 – класс шероховатости
n1…n14 – количество поверхностей соответствующего класса шероховатости
Σni – общее количество поверхностей
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
БСР = (5*1+3*3+6*4)/14 = 2.46
КШ = 1/2.46 = 0.4
Так как КШ > 0,16, то изделие относится к легко обрабатываемому
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
2 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1 Выбор вида и метода получения заготовки.
Метод выполнения заготовки для деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью производства.
Заготовкой для детали Эксцентрик является прокат. Данный вид получения заготовки наиболее рационален и дешевый для детали из стали 40 с небольшими габаритными размерами и для полученного типа производства.
Обработкой давлением получают заготовки из достаточно пластичных металлов. Механические свойства таких заготовок всегда выше, чем литых. Обработка давлением создает волокнистую макроструктуру металла, которую нужно учитывать при разработке конструкции и технологии изготовления заготовки.
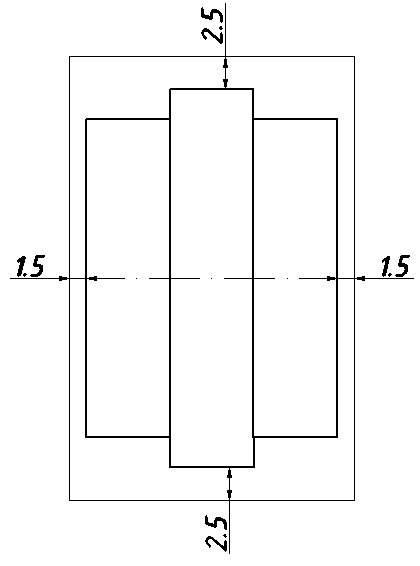
Рисунок 2 — Эскиз заготовки
Рассчитываем коэффициент использования материала по формуле:
![]() ;
(2.1)
;
(2.1)
где mд – масса детали, mд = 0,3 кг;
mз – масса заготовки, mз = 0,5 кг.
![]() ;
;
Деталь является технологической, т.к. Ким 0,5
На основании полученной величины коэффициента использования
материала можно сделать вывод: прокат является приемлемым способом
получения заготовок для данной детали.
2.2 Разработка проектируемого технологического процесса
2.2.1 Анализ базового и проектируемого технологического процесса
Проанализировав базовый технологический процесс изготовления детали Эксцентрик производим следующее усовершенствование: заменяем токарную на токарную с ЧПУ. Применение токарных станков с ЧПУ позволит увеличить производительность труда; повысить точность и качество обработки; сократить время на смену инструмента и переналадку оборудования; уменьшить затраты на технологическую оснастку и электроэнергию; высвободить производственные площади.
Сравнительная характеристика по операциям и применяемому оборудованию базового и проектируемого технологических процессов приведена в таблице 2.1.
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Таблица 2.1 – Сравнительная таблица базового и проектируемого тех. процесса
Базовый |
Проектируемый |
||
Операция |
Оборудование |
Операция |
Оборудование |
005 Заготовительная |
8Б66 |
005 Заготовительная |
8Б66 |
010 Токарная
|
1А62
|
010 Токарная
|
1А62
|
015 Протяжная |
7Б15 |
015 Протяжная
|
7Б15 |
020Токарная |
1А62
|
020 Токарная с ЧПУ |
16К20Т1 |
В проектируемом техпроцессе была заменена токарная операция на токарную с ЧПУ. Что позволило сократить время на обработку детали
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Данная замена позволила внедрить в техпроцесс высокопроизводительное оборудование, а именно токарный станок с ЧПУ модели 16К20Т1.