

|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
Введение
Важнейшей задачей настоящего времени является повышение темпов и эффективности развития экономики на базе новейших достижений науки и техники. Машиностроение обеспечивает изготовление новых и совершенствование имеющихся машин. Это связано с весьма существенными затратами, которые составляют в народном хозяйстве ощутимую долю. Тем не менее развитие отечественного машиностроения, а не импорт машин, является единственно правильным направлением в прогрессивном развитии промышленности.
Оптимальной особенностью современного машиностроения является существенное ужесточение эксплуатационных характеристик машин: увеличиваются скорость, ускорение, температуры, уменьшаются масса, объем, вибрация, время срабатывания механизмов и т.д. Темпы такого ужесточения постоянно возрастают и машиностроители вынуждены все быстрее решать конструкторские и технологические задачи. В условиях рыночных отношений быстрота реализации принятых решений играет главную роль.
Курсовое проектирование преследует цель научить разрабатывать прогрессивные технологические процессы на основе современных достижений науки и техники.
В данном курсовом проекте на основе анализа базового технологического процесса предприятия разрабатывается более совершенный технологический процесс, с использованием современного высокопроизводительного оборудования, прогрессивных конструкций приспособлений и режущих инструментов.
1 ОБЩИЙ РАЗДЕЛ
1.1 Описание конструкции и служебного назначения детали
ЭКСЦЕНТРИК диск (или цилиндр), насаженный на вал с эксцентриситетом, т. е. со смещением оси диска относительно оси вала. Применяется в механизмах, преобразующих вращательное движение вала в поступательное движение ползуна.
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |
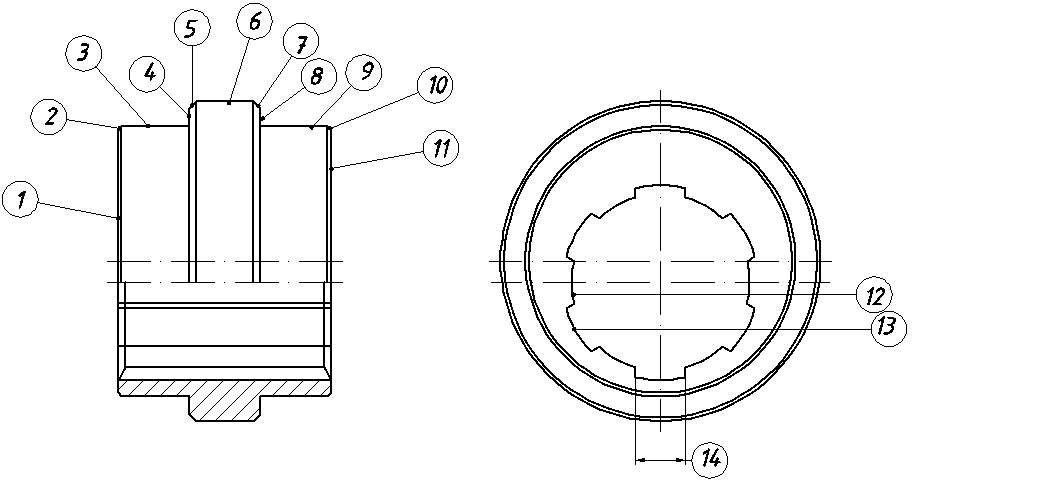
Рисунок 1 — Эскиз детали
Основными базовыми поверхностями детали «Эксцентрик» являются: шлицы и торцевая поверхность.
Торцевая поверхность 1, 11 обрабатывается по 14 квалитету точности с шероховатостью поверхности Ra 3.2 мкм.
Фаска 2,3,7,10 размером 2х45º обработана по 14 квалитету точности с шероховатостью поверхности Ra 12.5 мкм.
Цилиндр 3.9 диаметром 76 мм обрабатываемый по 14 квалитету точности с шероховатостью поверхности Ra 12.5 мкм.
Торцевая поверхность 4.8 обрабатывается по 14 квалитету точности с шероховатостью поверхности Ra 12.5 мкм.
Цилиндр 6 диаметром 90 мм обрабатываемый по 14 квалитету точности с шероховатостью поверхности Ra 12.5 мкм.
Шлицы 12 размером D-6x50x55Н7x14Н8 предназначены для установки шлицевой втулки .Квалитет точности обработки – 8, шероховатость поверхности - Ra=1,6 мкм.
Шлицы 13 диаметром 55 обработано по 8 квалитету точности с шероховатостью поверхности Ra 1.6мкм.
Шлиц 14 размером 14+0,030 обработано по 8 квалитету точности с шероховатостью поверхности Ra 1.6мкм.
Деталь изготовлена из стали 40Х ГОСТ4543-71. Из нее получают коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, эксцентрики, болты, и оси.
Из стали 20 после поверхностного упрочнения с нагревом ТВЧ получают детали средних размеров, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации (длинные валы, ходовые валики, зубчатые колеса).
Данные по физико-механическим и химическим свойствам заносим в таблицы 1.1 и 1.2.
Таблица 1.1 Химические свойства стали 40Х ГОСТ 4543-71
-
C
Si
Mn
S
P
Ni
Cr
0,37-0,45
0,17-0,37
0,5-0,8
до 0,035
до 0,25
до0,25
Таблица 1.2 Физико-механические свойства стали 40Х ГОСТ 4543-71
-
σт , МПа
σв, МПа
, %
, %
Qн, Дж/см2
НВ, не более
не менее
сердцевины
120
520
19
45
59
25
|
|
|
|
|
КП 2-360101 ДО-41 2013 ПЗ |
Лист |
|
|
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подп. |
Дата |