

6. Особенности конструкций и эксплуатации винтовых и клиновых зажимов. Примеры их использования в приспособлениях. Величина усилия зажатия, создаваемая данным механизмом.
Винтовые зажимы – самые используемые. К их особенностям следует отнести: большие зажимные усилия при малых исходных; универсальность – для закрепления самых разнообразных деталей; самоторможение – исходное усилие действует только в момент закрепления. К недостаткам следует отнести малую производительность, износ. Применяются в основном в единичном и мелкосерийном производстве.
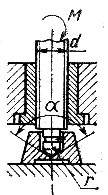
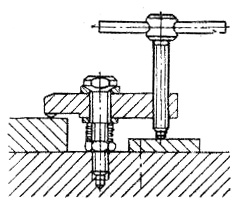
На рисунке показан пример закрепления винтовым зажимом

Твердость резьбовой втулки – 45…50 HRC.
Твердость винта – 35…40 HRC.
Расчётные формулы:![]()
здесь: rср- средний радиус резьбы (по ГОСТ)
α – угол подъёма резьбы
L – длина рукоятки
f – коэффициент трения
- угол профиля
![]()
Тогда исходное
усилие зажима:
![]()
для приближённых
вычислений можно использовать формулу:![]()
На рисунке показан пример зажима детали гайкой.
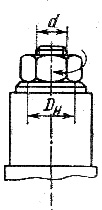
Расчётные формулы: в этом случае доля крутящего момента, развиваемого гаечным ключом, идущая на создание зажима, будет меньше из-за существования трения на поверхности гайки.
![]()
для приближённых
вычислений можно использовать формулу:![]()
Особенности конструирования винтовых зажимов.
На рисунке а представлен пример зажимного винта с пятой. Трудновыполнимые штифтовые зажимы пяты могут выполняться проволочной дугой, а проще сделать как на рисунке б. В этом случае сложность заключается в выполнении канавки под головку винта. Но в целом, проектирование такого узла проще.
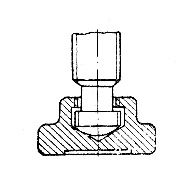
а б
В случае создания усилия зажима непосредственно винтом, на нём необходимо выполнять сферическую нажимную поверхность.
Повышение производительности винтовых зажимов.
1 Применение быстросменных шайб (рисунок а).
2 Применение откидных шайб (рисунок б).
3 Наружный диаметр гайки должен быть меньше, чем отверстие детали, через которое гайка должна проходить при установке и снятии с обрабатываемой детали. Соблюдение условия dD.

1 Применение быстросменных гаек.
2 Применение откидных планок и болтов.
Зазор вокруг штифта обязателен, усилие передаётся не штифтом, а радиусными щёчками рычага. Шайба так же обязательна, посредством её добиваются нужной высоты рычага. Паз под болт должен быть глубже на 1…2 мм (так же для настройки на размер детали). Скос нужен для более быстрого снятия детали – по радиусу гайка снимется без большого скручивания.
Особенности клиновых механизмов
Тело под действием силы Q перемещается по плоскости. Возникает нормальная реакция N и сила трения F, отклоняющая реакцию опоры от нормального направления на угол φ.


Усилие зажима с
трением на 2-х поверхностях
![]()
7. Особенности конструкций рычажных зажимов. Возможные типовые схемы и величина создаваемого ими зажимного усилия, эскиз конструкции рычажного зажима.
Большой КПД (порядка 100%) (+)
Высокое быстродействие (+)
Отсутствие самоторможения, поэтому чаще всего используются как предающий механизм (-)
Легко настраиваются на зажимаемый размер (+)
Имеют большой и регулируемый коэффициент усиления (+)
Простота и дешевизна (+)
Большие габариты (-)

Усилие зажимов:
а)
![]() ;
б)
;
б)
![]() ;
в)
;
в)
![]()
W – сила зажима
Q – исходная сила
Η - кпд
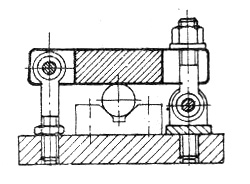
Типовые конструкции рычажных зажимов.
Отодвигаемый
зажим. ![]()

Рычажный поворотный механизм – рычаг с одной стороны, а зажимной механизм – с другой. Условие: половина ширины прихвата должна быть меньше, чем расстояние между опорой прихвата и деталью. Так же нужно помнить об ограничении поворота прихвата (штифтами).