

3.3.2. Базирование цилиндрических деталей в центрах
Для того чтобы закрепить деталь в центрах, необходимо, чтобы один из центров обладал подвижностью, т. е. нужно обеспечить его перемещение.
Кромка центрового отверстия может смяться и в результате может появиться зазор, следовательно, погрешность базирования. Можно ликвидировать зазор пружиной, прижимая подвижный центр к детали. При этом возникает необходимость обеспечить зазор в самом подвижном центре, рисунок 3.37.
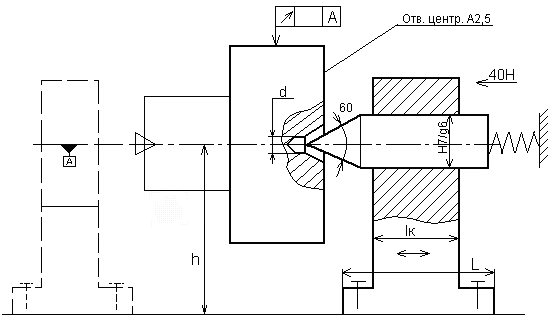
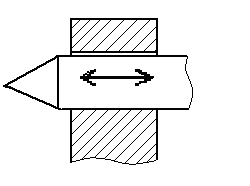
Рисунок 3.37 – Изображение центров
Источники погрешностей при базировании детали в центрах:
- методическая погрешность связана с некруглостью поверхностей центровых отверстий;
- смещение оси центра относительно опорной поверхности прибора;
- в пределах зазора может произойти перекос центра;
- ось цилиндрической поверхности центра может не совпадать с осью конической поверхности.
Рекомендации по конструированию:
1) Необходимо устранить зазоры, рисунок 3.38.
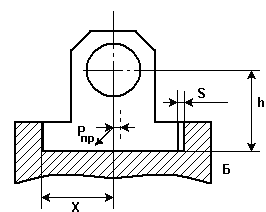
Рисунок 3.38 – Рекомендации по конструированию центров. Способ 1
Решение – выбрать зазор в одну сторону.
2) Второй способ: обеспечить точное положение деталей относительно друг друга за счет правильного выбора посадок, рисунок 3.39.
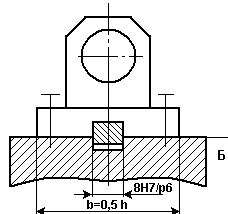
Рисунок 3.39 – Рекомендации по конструированию центров. Способ 2
3) Использовать винтовой прижим, рисунок 3.40.
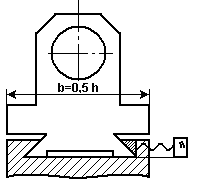
Рисунок 3.40 – Рекомендации по конструированию центров. Способ 3
Винт необходим для регулирования зазора. Величина перемещения каретки при такой конструкции ограничена, так как при ее перемещении точка приложения силы винта смещается на край каретки. Для устранения этого недостатка используется охватывающая каретка с встроенным в нее винтом, рисунок 3.41.
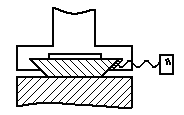
Рисунок 3.41 – Изображение компенсации погрешностей в центрах
Теперь винт в охватывающей поверхности и перемещается вместе с кронштейном. И он всегда будет располагаться по центру кронштейна.
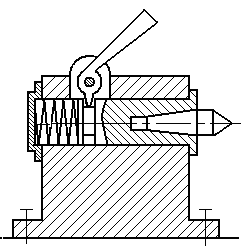
Для подвижного центра используется пружина, рисунок 3.42.
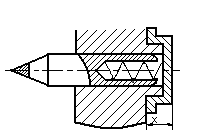

Рисунок 3.42 – Изображение прижимной пружины в центрах
Чтобы обеспечить перемещение центра для смены детали, необходима пружина длиной 30…40 мм (для хода 10 мм).
Чтобы повысить износостойкость, центр изготавливают из двух частей, сопряженных по конусу, т. к. конус имеет высокую точность центрирования (совпадение осей), рисунок 3.43.
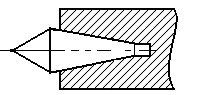
Рисунок 3.43 – Изображение центра, изготовленного по конусу
Чтобы отвести подвижный подпружиненный центр, используется рычаг, рисунок 3.44 а, б.
а)
Недостаток: большие габариты. Можно расположить рычаг вне корпуса:
б)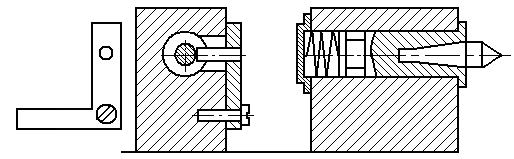
Рисунок 3.44 – Изображение рычага, используемого для отведения центра
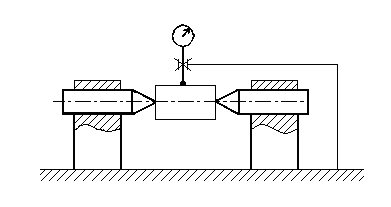
Рассмотрим конструкции центров.
Центры для базирования деталей могут располагаться как горизонтально, так и вертикально. Центры могут быть подвижными и неподвижными.
Примеры конструкций центров:
- бабки с неподвижным центром, рисунок 3.45.
Рисунок 3.45 – Изображение бабки с неподвижным центром
- бабка с цилиндрическим гнездом под центр ГОСТ 13214 – 67, рисунок 3.46.
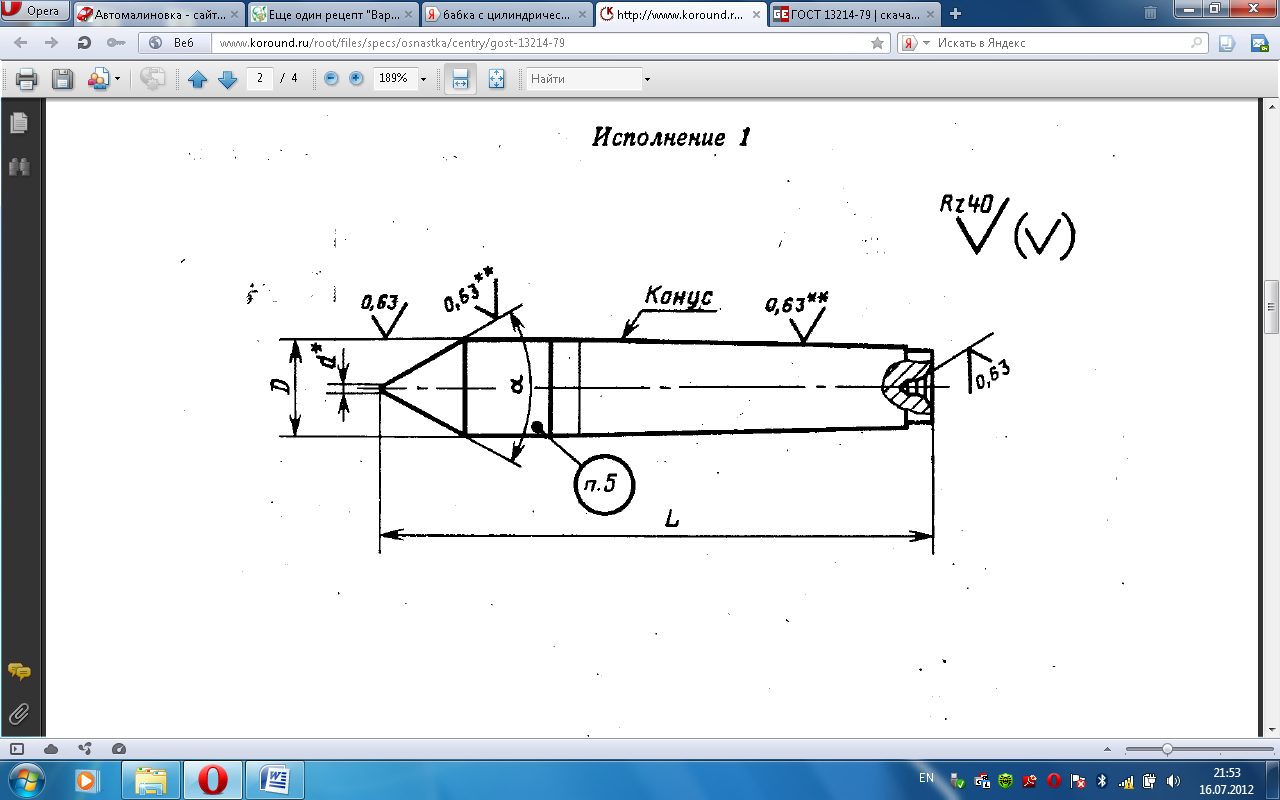
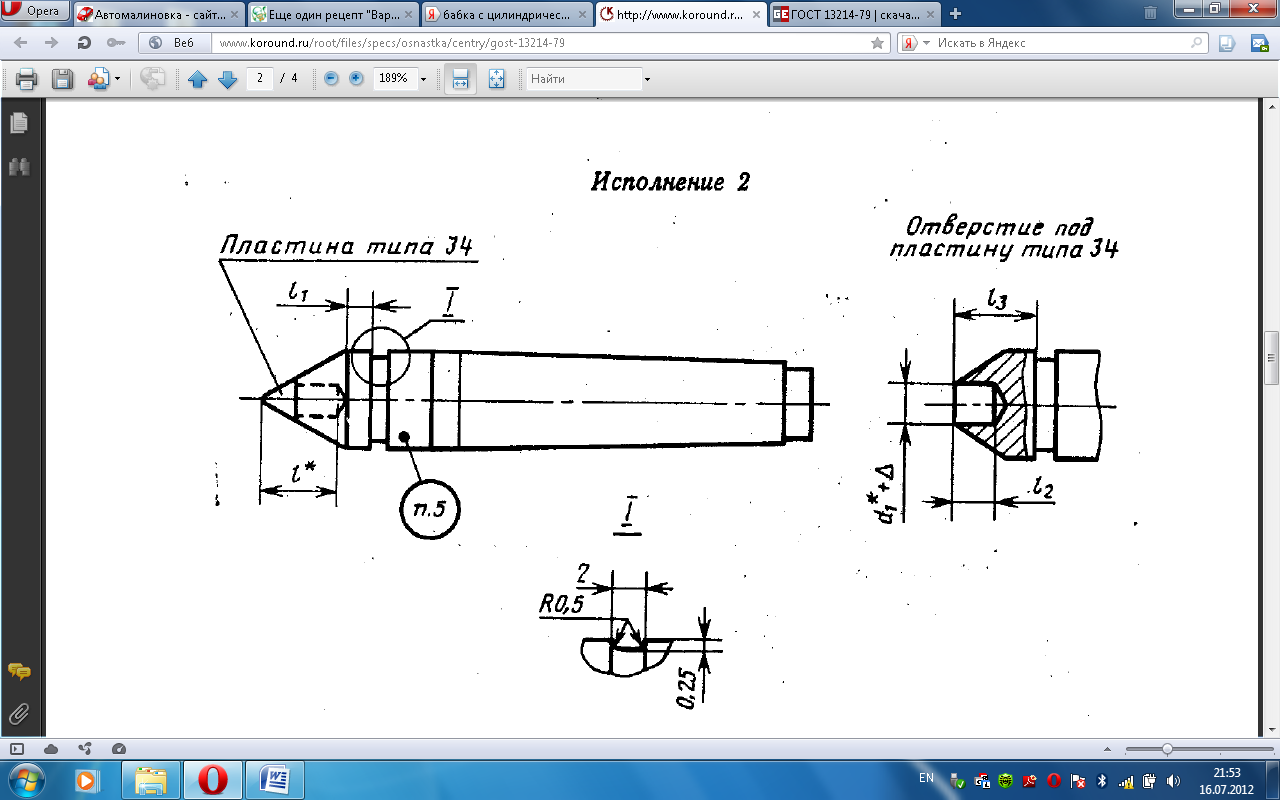
Рисунок 3.46 – Изображение центров ГОСТ 13214 – 67
- бабка с гнездом, имеющим конус Морзе;
- бабки с подвижным центром.
Рекомендации по конструированию центров в соответствии с рисунками 3.47, 3.48.
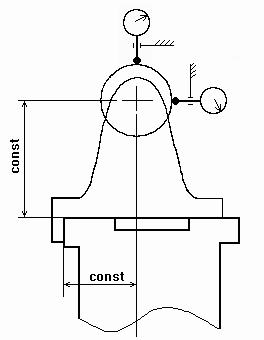
Рисунок 3.47 – Рекомендации по конструированию центров
Длину основания кронштейна L выбирают пропорционально высоте центров h, рисунок 3.48.
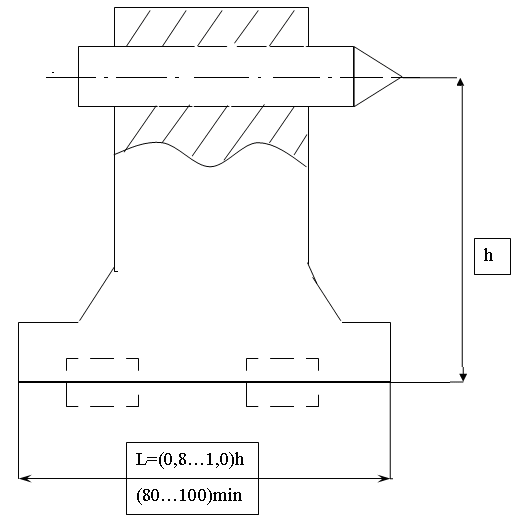
Рисунок 3.48 – Рекомендации по конструированию центров
Высота центров зависит от диаметра измеряемой детали d детали :
Неустранимая погрешность в центрах возникает из-за назначения посадки с зазором. К примеру, Ø32H7/g6, рисунок 4.49.
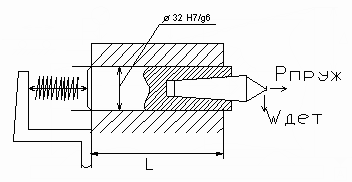
Рисунок 3.49 – Назначение посадки Ø32H7/g6
Для наихудшего случая зазор рассчитывается по формуле:
Smax=d max(вала)+ Dmin(отв)
Зазор в посадке центра вызывает его вертикальное смещение, согласно рисунку 3.50.
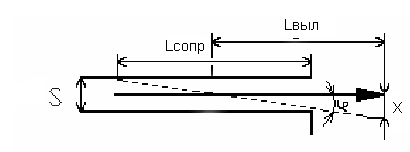
Рисунок 3.50 – Вертикальное смещение в центре (увеличено)
x = tgφ· Lвыл;
tgφ = S/Lсопр,
где x – величина вертикального смещения,
S – величина зазора,
Lвыл – длина вылета центра,
Lсопр – длина сопряжения.
Вертикальное смещение центра в свою очередь вызывает погрешность измерения, рисунок 3.51.

Рисунок 3.51 – Изображение возникновения погрешности в центре


где
 – длина контролируемой поверхности,
– длина контролируемой поверхности,
 - длина базирования
детали.
- длина базирования
детали.
Ещё одним источником возникновения инструментальной погрешности является разновысотность центров:
Примечание. Обычно рассматривается
наихудший случай, когда
 принимает значение допуска параллельности
оси образцовой детали устанавливаемой
в центрах относительно выбранной базы.
принимает значение допуска параллельности
оси образцовой детали устанавливаемой
в центрах относительно выбранной базы.
Разновысотность центров