

2.3 Разработка операционного технологического процесса
2.3.1 Определение межоперационных припусков и операционных размеров
Определение межоперационных припусков и операционных размеров с допусками на обработку начинается с указания последовательности обработки поверхностей детали и занесением данных по точности обработки в таблицу 2.8
Таблица 2.8 – Характеристика обрабатываемых поверхностей
Обрабатываемая поверхность |
Точность обработки |
|||
Размер с допуском по чертежу детали |
Последовательность механической обработки |
Квалитет |
Величина допуска |
Шероховатость поверхности Ra , мкм |
1 |
2 |
3 |
4 |
5 |
70,3 70 |
Фрезерование Шлифование |
14 8 |
- 3 |
3,2 1,25 |
𝝓 15,8 𝝓 17 |
Сверелние Рассверливание |
14 7 |
43 18 |
6,3 0,8 |
𝝓 22 𝝓 48 |
Сверелние Зенкерование |
14 14 |
52 62 |
6,3 3,2 |
𝝓10 𝝓6,4 |
Сверелние Свердение |
14 14 |
43 36 |
6,3 6,3 |
𝝓10 M12*1,75 |
Сверелние Нарезание резьбы |
14 12 |
43 21 |
6,3 3,2 |
Таблица 2.9 – Аналитический расчет припусков
Переходы обработки поверхности 70 |
Элементы припусков, мкм |
Расч. припуск 2Zmin мкм |
Расч. размер, Dр мм |
Допуск , мкм |
Предельные размеры, мм |
Предельные припуски, мкм |
||||||||||
Rz |
Т |
|
εУ |
Dmax |
Dmin |
2Zmin |
2Zmax |
|||||||||
Заготовка |
200 |
300 |
75 |
– |
– |
71,445 |
1,937 |
70,445 |
73,345 |
– |
– |
|||||
Фрезерование |
50 |
50 |
70,3 |
70 |
1205 |
70,24 |
0,074 |
70,240 |
70,214 |
1205 |
3141 |
|||||
Шлифование |
5 |
15 |
70 |
0 |
240 |
70 |
0,046 |
70 |
70,046 |
240 |
108 |
|||||
Используя методику [4] определяем значения Rz, Т, , εУ, значение которых заносим в соответствующие графы таблицы 2.9
Пространственное отклонение для заготовки определяется по формуле:
к = Δк * Lзаг, (2.5)
где Δк – удельная кривизна заготовки, Δк = 2 (табл. 4.8);
Lзаг – длина заготовки, Lзаг= 42,2 мм.
к = 2*42,2 = 84,4 мкм
заг =
заг= =750 мкм.
=750 мкм.
Для операции механической обработки величина суммарных пространственных отклонений определяется по формуле:
ост = kу * заг , (2.6)
где kу – коэффициент уточнения формы для соответствующих видов обработки, kу = 0,06– для чернового точения, kу= 0,05 – для плоского шлифования
ост1 = 0,06×263,8 = 15,8 мкм
ост2 = 0,05×263,8 = 13,9 мкм
Погрешность установки на первом переходе ЕУ = 70мкм, погрешность базирования Еб = 0 мкм , так как при установке в трех кулачковый патрон Еб = 0 мкм.
Минимальный расчетный припуск определяется по формуле:
 (2.7)
(2.7)
2Zmin
1 = 2(200+300 +
 )
=1205 мкм
)
=1205 мкм
Погрешность установки на втором переходе ЕУ = Еб = 0 мкм.
Минимальный расчетный припуск определяется по формуле:
 ,
,
2Zmin i = 2(50+70)=240
В графу «расчетный припуск» для окончательной обработки заносим минимальный размер, указанный на чертеже. Для предшествующих переходов расчет на размер определяется по формуле:
 (2.8)
(2.8)
DPфрезер = 70+0,24=70,24 мм
DPзаг = 70,24+1,205=71,445 мм
DPшлиф = 70 мм
Допуски по соответствующим переходам механической обработки берем из таблицы 2.9 пояснительной записки.
Предельный минимальный размер равен расчётному.
Предельный максимальный размер определяется по формуле:
 (2.9)
(2.9)
dmaxшлиф = 70+0,046=70,046мм
dmaxфрезер = 70,240+0,074=70,314мм
dmaxpзаг = 71,445+ 1,9 = 73,345 мм
Предельный минимальный припуск определяется по формуле:
 (2.10)
(2.10)
2Zmin точ = 71,445-70,240=1205мкм
2Zmin точ = 70,240-70= 240 мкм
Предельный максимальный припуск определяется по формуле:
 (2.11)
(2.11)
2Zmax точ = 73,345-70,214= 3141мкм
2Zmax точ = 70,214 – 70,046 = 168 мкм
Производим проверку правильности расчетов по формуле:
2Zmax i – 2Zmin i = i-1 – i , (2.12)
3141-1205 = 1937-74
Расчет произведен правильно, т.к. 1936 = 1936,
На основании полученных данных строим схему расположения межоперационных припусков, допусков и операционных размеров, рисунок 2.2
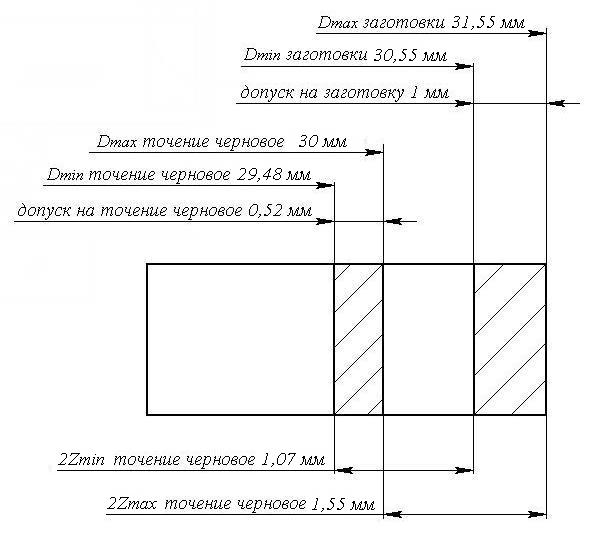
Рисунок 2.2 – Схема расположения межоперационных припусков, допусков и операционных размеров на Ø70мм
На остальные поверхности припуски по переходам назначаем табличным методом, и заносим в таблицу 2.11
Таблица 2.10 – Табличный расчет припусков
Размер с допуском по чертежу детали |
Значения промежуточных припусков |
||
2Z1 |
2Z2 |
2Z3 |
|
1 |
2 |
3 |
4 |
70 |
70,3 |
0,3 |
- |
|
2 |
2 0,6 |
- |
|
2 11 |
2 13 |
- |
|
2 5 |
2 1,8 |
- |
|
2 5 |
2 1 |
- |
 17
17 7,9
7,9


2.3.2 Определение режимов резания на проектируемые операции (переходы)
Таблица 2.11 – Сводная таблица режимов резания
№ операции |
Содержание перехода |
D Или B, мм. |
t, мм |
Lpx, мм |
I |
мм/об |
n,
|
V, м/мин |
мин |
мин |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
020
|
Фрезеровать поверхность выдерживая размер 1 |
|
2 |
335 |
1 |
160 |
75 |
60 |
2 |
- |
Фрезеровать поверхность Выдерживая размер 1 |
|
5 |
475 |
1
|
160
|
75 |
60 |
3 |
- |
|
025 |
Сверлить отверстие выдерживая размеры 6 |
|
11 |
80 |
4 |
0,25 |
300 |
20 |
4,25 |
|
Сверлить отверстие выдерживая размеры 8 |
|
7,9 |
77 |
2 |
0,2
|
375 |
19 |
2,05 |
|
|
Сверлить отверстие выдерживая размеры 10 |
∅10 |
5 |
34 |
1 |
0,15
|
600 |
19 |
0,38 |
|
|
Сверлить отверстие выдерживая размеры 5 |
∅6,4 |
3,2 |
18 |
1 |
0,05
|
950 |
19 |
0,21 |
|
|
Зенковать поверхность 7 |
∅48 |
13 |
5 |
4 |
0,15 |
150 |
20 |
0,89 |
|
 ,
,
 ,
, ,
,


Продолжение таблицы 2.11-сводная таблица режимов резания
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Рассверливать отверстие выдерживая размеры 12 |
17 |
0,6 |
53 |
2 |
0,4 |
375 |
20 |
0,7 |
|
Зенковать фаску выдерживая размеры 3 |
|
1 |
5 |
1 |
- |
375 |
17 |
0,05 |
|
|
Зенковать фаску выдерживая размеры 9 |
|
1 |
3 |
2 |
1,75
|
375 |
22 |
0,05 |
|
|
Нарехать резьбу выдерживая размер 4 |
|
1,75 |
35 |
1 |
1,75 |
118 |
45 |
0,31 |
|
|
030 |
Шлифовать поверхность выдерживая размер 2 |
220 |
0,3 |
330 |
10 |
60 |
42 |
10 |
2 |
|


