

Pekarsh_A_I_Covremennye_tekhnologii_agregatno-s
.pdfГлава 4. Механизированная технология выполнения высокоресурсных болтовых соединений
момент страгивания гайки, величина которого может оказаться даже больше заданного крутящего момента свинчивания. Поэтому движение ключа при свинчивании должно быть плавным, а при приближении кзаданному значению крутящего момента - безостановочным.
Свинчивание болтовых соединений с помощью динамометрических ключейвключаетвсебя:
-предварительноесвинчиваниестандартнымгаечнымключом;
-ослабление стяжки путем отвинчивания гайки, примерно на пол оборота;
-окончательное свинчивание до заданной величины крутящего мо ментаспомощьюдинамометрическогоключа.
Рассмотренные выше методы и инструмент обеспечивают выполне-
ние свинчивания болтовых соединений крутящим моментом до 200250 Нм, что охватывает подавляющее большинство болтовых соединений, используемых при сборке планера самолета. Для свинчивания с большими значениями крутящего момента, как правило, необходима разработка специальных пневматических или гидравлических рычажныхгайковертов.
Обеспечение качества выполнения болтовых соединений
Болтовые соединения, как правило, используются в высоконагруженных зонах планера самолета, поэтому технологические процессы выполнения этих соединений следует считать особо ответственными. Обеспечение качества болтовых соединений базируется на реализации мер, направленных на снижение вероятности возникновения дефектов болтовых соединений и проведении пооперационного контроля качества выполнения этихсоединений.
К мерам, направленным на снижение вероятности возникновения дефектовболтовыхсоединений, относятся:
-всесторонний учет влияния технологических параметров выполне ния болтовых соединений на их качество при разработке рабочих технологических процессов;
-тщательнаяотработкавсехоперацийтехнологического процессавы полненияболтовыхсоединений. Анализрезультатовотработкитех нологическихпроцессовцелесообразнопроводитьсиспользованием статистическихметодовоценкиточностиистабильноститехнологи ческихопераций;
Комплексно-механизированная технология выполнения болтовых соединений
-организациявнедрениятехнологических процессоввсоответствиис требованиями«Системыобеспечениякачества»;
-аттестацияперсонала, выполняющегоболтовыесоединения;
-периодическиепроверкитехнологическойдокументацииисоблюде ние требованийэтой документации в процессе выполнения сбороч ныхработ;
-проведение мер корректирующего воздействия при выявлении де фектоввпроцессевыполненияболтовыхсоединенийнаосновеана лиза причинвозникновения этихдефектов;
-проверки, реализуемыепередвыполнениемболтовыхсоединений, со ответствиявзаимногорасположениядеталейсобираемогоизделияи плотностиихприлеганияпосопрягаемымповерхностямтребованиям конструкторскойдокументацииитехническимусловиямнасборку;
-проведение испытаний специального режущего инструмента(зенке ров, разверток, протяжек) на образцах, имитирующих по толщинеи маркамматериаловпакетыдеталей, подлежащихобработке, атакже организациюхранениярежущегоинструментавусловиях, исключа ющихвозможностьегоповреждения;
-организация эксплуатации, технического обслуживания и ремонта механизированного инструмента, оснастки и средств измерений в соответствиистребованиямиэксплуатационнойдокументации;
-осуществлениесвоевременнойповеркисредствизмерений.
Реализация указанных мер должна осуществляться в рамках и в соответствии с требованиями «Системы качества». Требования к выполнению болтовых соединений устанавливаются конструкторской документацией на собираемое изделие и действующей нормативной документацией. Эти требования, вчастности, содержатограниченияна:
-допускаемуювеличину зазорапостыкудеталейпакета;
-допускаемые отклонениядиаметровотверстийподболты;
-шероховатостьповерхностейотверстияигнездаподпотайнуюголо вкуболта;
-величину натягавболтовомсоединении;
-допускаемую величину неприлегания головки болта к опорной по верхности;
-допускаемую величину выступания (западания) потайной головки болта;
-величинуидопускаемоеотклонениекрутящегомоментасвинчивания.
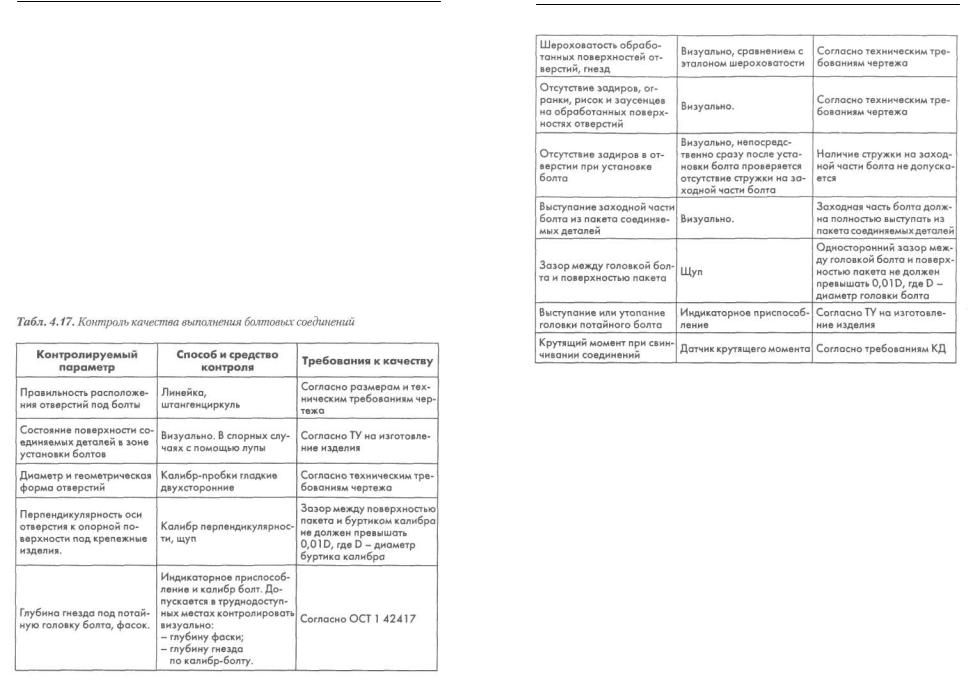
Контролируемые параметры, рекомендуемые способы и средства контролякачестваболтовыхсоединенийприведенывтабл. 4.17.
При выявлении дефекта на любой операции технологического процесса выполнения болтовых соединений, дальнейшие действия по устранению дефекта проводятся в соответствии с требованиями «Системыкачества». Обычноэтидействиявключают:
-принятиерешенияоспособеустранениядефекта;
-устранениедефекта;
-определениепричинывозникновениядефекта;
-разработку иреализациюмероприятий поустранению причинпояв
ления дефекта.
Решение о способе устранения дефекта должно приниматься с учетом влияния этого способа на надежность и долговечность болтового соединения. Это решение подлежит согласованию с разработчиком изделияилиегопредставителем напредприятии.
Список литературы
1. ГребениковА. Г., СветличныйС. П. Исследованиеспомощьюсис темы ANSYS влияния натяга на характеристики локального напря женно-деформированногосостоянияэлементовболтовогосоединения. //Технологические системы, 2002. - №12. - С. 15-25.
2. Урбанский Ю. С, Беспалько В. Н., Федирко В. К. Упрочнение болтовых соединений из алюминиевого сплава В95. //Прочность и долговечность авиационных конструкций. 1973. - №6. - С. 87-91.
3. ГельфандМ. Л., ЦипенюкЯ. И., КузнецовО. К. Сборкарезьбовых соединений. - М.: Машиностроение, 1978. - 109 с.
4. Ярковец А. И., Сироткин О. С, Фирсов В. А., Кисилев Н. М. Технология выполнения высокоресурсных заклепочных и болтовых соединенийвконструкцияхсамолетов. - М.: Машиностроение, 1987. - 191с.
5. Вигдорчик С. А. Конструктивно-технологические путиувеличе нияусталостного ресурсасамолетов. - М.: МАИ, 1980. - 64 с.

вВ. А., БелоусовН. А., БурауИ. В., УсикБ.П., ГолубВ.Н., С, Хабинец В. Н., Самолетов И. Л., Яковец О. И. Механи ехнологияобработкиточныхотверстийподболтовыесо Вопросы авиационной науки и техники. Серия «Авиаци логия». - Вып. 5 (8), 1988. - С. 30 -36.
. В., БароновВ. Г., ДурицкийА.П., КаганскийА. М., Кова МатвиенкоВ. А., РезниковВ. А. Созданиемеханизирован атизированныхсистемвыполнениясоединенийвагрегатмпроизводстве. //Вопросыавиационнойнаукиитехники.
ционная технология». - Вып. 5 (8), 1988. - С. 24-30.
енные технологии авиастроения //Коллектив авторов; Г. Братухина, Ю. Л. Иванова. - М.: Машиностроение,
.
нВ. А., ПастушенкоВ. Н., РезниковВ. А., ЩеридинаТ. Н.
ймеханизированный инструмент в системе обеспече
аавиационной техники. //Технологические системы. - 2006.-С. 36-44.
вГ. А. Технология самолетостроительного производства. , 1997. - 459 с.
ев Ю. А., Воронов В. В. Перспективные устройства для процесса лорнирования отверстий. //Авиационно-косми- ка и технология. Научно-технический журнал. X. Нац.
ескийуниверситет «ХАИ». - Вып. 3(11), 2004. - С. 28-32.
вГ.А., Матвиенко В. А., Резников В. А. Система управле ом производства авиационной техники. Киев: Техника,
09416.25288.00793. Выполнениеболтовыхсоединенийс
. Кривов, В.А. Матвиенко, В.А. Резников, Б.Н. Марьин, н, А.С. Чиркин, А.М. Артазей. - Комсомольск-на-Амуре, 05. - 66 с.
Пекарш А.И. - Генеральныйдиректор ОАО «КнААПО»
ГромашевА. Г. - зам. директораЗАО«ГСС», д-р техн.наук, профессор
Быченко В. Н. - директорпрограммыRRJ ОАО «КнААПО»
Тарасов Ю. М. - зам. Генеральногодиректора ЗАО«ГСС», канд.технмаук
Матвиенко В. А. - зам. директора ОАО «УкрНИИАТ», канд. технмаук
Марьин Б. Н. - начальник научно-производственного отдела ОАО КнААПО», д-р техн.наук, профессор
КривовГ.А.- дир ОАО«УкрНИИ р.техн.паук, проф
ГрубичГ. В. - зам. ди программы R «КнААПО»
Воробьев Ю. А. - г специалист«УкрН канд. техн.наук, д
Кузьмин В.Ф. - начальник лаборатории |
Резников В. А. - главный специал |
|
научно-производственного отдела |
||
ОАО«УкрНИИАТ», канд. техн.н |
||
ОАО «КнААПО», д-р техн.наук |
||
|

СОДЕРЖАНИЕ
Введение ...................................................................................................... |
3 |
Условные сокращения................................................................................. |
5 |
Термины и определения............................................................................. |
7 |
Глава 1. Основные сведения о конструкции |
|
самолета RRJ ............................................................................................. |
16 |
Глава 2. Технологическая подготовка |
|
агрегатно-сборочного производства...................................................... |
26 |
Содержание технической, конструкторской |
|
и технологической подготовки производства........................................ |
26 |
Методы увязки размеров при технологической |
|
подготовке агрегатно-сборочного производства................................... |
30 |
Электронное описание - основа бесплазовой |
|
подготовки производства ......................................................................... |
39 |
Методы контроля точности при бесплазовом |
|
методе увязки размеров............................................................................ |
52 |
Глава 3. Прогрессивные методы сборки самолета.............................. |
84 |
Сущность и содержание процессов сборки............................................ |
84 |
Классификация и типизация сборочных единиц |
|
|
по методам сборки по отверстиям.............. |
, ............................................ 86 |
|
Технологичность конструкции деталей и собираемых |
|
|
по отверстиям сборочных единиц............................................................ |
|
94 |
Классификация и типизация сборочных единиц |
|
|
по методам сборки по отверстиям.......................................................... |
|
105 |
Схемы сборки и технологическая последовательность |
|
|
сборки по отверстиям типовых сборочных единиц............................. |
120 |
|
Методы и средства обеспечения геометрической |
|
|
взаимозаменяемости сборочных единиц, |
|
|
собираемых по отверстиям ..................................................................... |
|
144 |
Расчет точности увязки геометрических |
|
|
параметров технологической оснастки, деталей |
|
|
и сборочных единиц планера.................................................................. |
|
161 |
Проектирование технологической оснастки для |
|
|
изготовления деталей; сборки по отверстиям |
|
|
сборочных единиц планера; монтажа |
|
|
и контроля оснастки для сборки по отверстиям ................................. |
192 |
|
Изготовление технологической оснастки для |
|
|
сборки по отверстиям СЕ и изготовления деталей, |
|
|
входящих в состав СЕ.............................................................................. |
|
211 |
Глава 4. Механизированная технология выполнения |
|
|
высокоресурсных болтовых соединений............................................ |
|
227 |
Конструктивно-технологические методы обеспечения |
|
|
долговечности болтовых соединений..................................................... |
|
227 |
Выбор конструктивно-технологических методов |
|
|
обеспечения заданной долговечности болтовых соединений............ |
249 |
|
Болты для соединений с натягом........................................................... |
|
251 |
Комплексно-механизированная технология |
|
|
выполнения болтовых соединений......................................................... |
|
259 |

Современные технологии агрегатносборочного производства самолетов
Производственно-техническое издание
Верстка Матвеевой М. Корректоры: Каширина И., Нестерова О.
Дизайн обложки: Нестеров С.
Подписано в печать с оригинал-макета 29.08.06. Формат 60x90 1/16. Гарнитура PeterburgC. Бумага офсетная. Печать офсетная. Усл. печ. л. 19,0. Тираж 500 экз. Заказ 3419
Издательство «Аграф Пресс» Оригинал-макет подготовлен ООО «Аграф»
Отпечатано в полном соответствии с качеством предоставленных диапозитивов в ОАО «Издательскополиграфическое предприятие «Правда Севера». 163002, г. Архангельск, пр. Новгородский, 32.
Тел./факс (8182) 64-14-54, тел.: (8182) 65-37-65,65-38-78, 29-20-81 www.ippps.ru, e-mail: ippps@atnet.ru
