

Калибры разъемов
Калибром разъема агрегата называют жесткий носитель формы и размера, воспроизводящего геометрию сопрягаемой поверхности агрегата при сборке, с ответной поверхностью другого агрегата.
Назначение - обеспечение правильного пространственного взаимного расположения агрегатов изделия.
Калибры разъемов представляют собой, например, для соединения типа "ухо - вилка" стыковые узлы закрепленные на шаблонах, имитирующих стыковые поверхности нервюры, шпангоут или других элементов конструкции изделия (рис.34).
По калибрам разъемов устанавливаются стыковые узлы на агрегатах. Например, для установки на крыле стыковых узлов соединения с центропланом нужно на стапеле сборки крыла установить стыковые узлы центроплана по калибру разъема крыла.
Монтажный эталон агрегата
Монтажный эталон агрегата играет роль эталона взаимного расположения контуров отдельных плоских сечений поверхности агрегата и его разъемов в пространстве (рис.35).
По существу монтажный эталон представляет собой комплект шаблонов ШКК и калибра разъема агрегата, расположенных в пространстве и соединенных в единую жесткую конструкцию. Он отличается от эталона поверхности тем, что представляет собой не главную (непрерывную) поверхность агрегата, а только
поверхности лекал, т.е. места расположения нервюр, шпангоутов.
Для расширения фронта работ при изготовлении технологической оснастки монтажные эталоны иногда делают сборными. По этим отдельным частям изготавливают и контролируют оснастку для изготовления и сборки панелей и узлов. Если бы монтажный эталон не был бы разъемным, то потребовалось бы специально изготавливать элементы эталона, а это потребовало бы дополнительных затрат труда и времени.
Монтажные эталоны отдельных агрегатов отстыковываются между собой так же, как и калибры разъемов.
Точная установка крупных шаблонов - трудная задача, возникают большие погрешности.
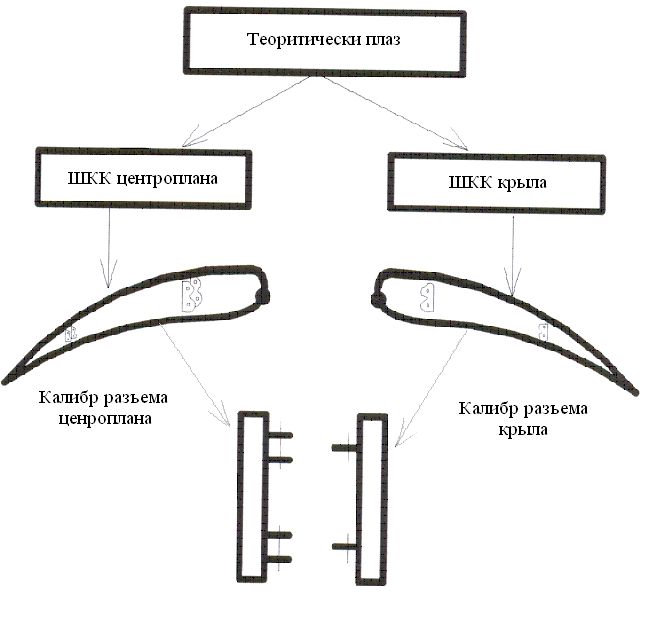
Рис.34. Взаимная отстыковка калибров разъемов.

Рис. 35. Отъемная часть крыла (а) и монтажный эталон агрегата (б).
5. Недостатки плазово-шаблонного метода
Плазово - шаблонный метод - основной метод обеспечения взаимозаменяемости при изготовлении ЛА. Он имеет повсеместное распространение на всех заводах, но вместе с тем, ему органически присущ
ряд недостатков, основными из которых являются:
1. Сложность, высокая трудоемкость и недостаточная точность получения плавной поверхности агрегата по плоским шаблонам контуров отдельных сечений.
2. Длительность цикла подготовка производства из-за необходимости выдерживания строгой последовательности изготовления заготовительно-сборочной оснастки: плаз - основные шаблоны - производственные шаблоны технологическая оснастка.
3. Громоздкость плазово-шаблонного хозяйства: изготовление, хранение и контроль нескольких тысяч шаблонов требует создания на заводах специальной плазово-шаблонной службы.
4. Сложность внесения изменений в конструкцию. Даже сравнительно небольшие изменения конструкции влекут за собой, в лучшем случае, доработку, а чаще замену нескольких десятков шаблонов,
Стремление избавиться от этих недостатков заставляет искать другие менее трудоемкие способы изготовления деталей и обеспечения взаимозаменяемости.
Поиск идет в трех направлениях.
1. Дальнейшее совершенствование плазово-шаблонного метода - повышение точности увязки и некоторое сокращение количества шаблонов при переходе к объемной оснастки.
Одним из направлений повышения точности плазово-шаблонного метода является переход к объемной оснастки.
Важнейшим источником объемной оснастки является эталон поверхности.
Эталоном поверхности называется приспособление - инструмент, являющийся пространственным носителем формы и размеров узла или агрегата.
Эталон поверхности воспроизводит наружную поверхность агрегата и служит для изготовления по нему контр-эталона, рубильников сборочных приспособлений и слепков, по которым изготавливают технологическую оснастку для формообразования обшивки, профилей и других деталей.
Конструктивно эталон поверхности представляет собой прочный сборный, сварной или литой каркас с опорами для установки его в приспособлениях.
Наружные обводы эталонов поверхности получают обработкой их:
- вручную по шаблонам или контр-шаблонам;
- обработкой на многокоординатных фрезерных или токарно-копировальных станках.
2. Отказ от теоретических плазов как первоисточников для изготовления и увязки шаблонов, но с оставлением последних в качестве носителей форм и размеров для изготовления и контроля технологической оснастки, заготовок и деталей.
3. Полный отказ от плазово-шаблонного метода и переход на изготовление деталей и технологической оснастки для их изготовления (болванок, оправок, штампов, пуансонов, формблоков и т.п.) методами общего машиностроения на универсальных и специализированных станках.