

Тема 5. Плазово-шаблонный метод
Сущность метода состоит в реализации принципа связанного образования форм и размеров и создании системы жестких носителей взаимно-сопрягаемых элементов конструкции для изготовления и геометрической увязки их между собой. При этом все операции построения поверхностей сложной формы, отличающиеся сравнительно низкой точностью, включаются в число общих этапов процесса перенесения первичного размера.
Если использовать принцип независимого образования форм и размеров и основанную на нем систему допусков и посадок, принятую в общем машиностроении, то для такой простой детали типа носка нервюры конструктору потребуется большое множество точек, чтобы соразмерить эту деталь и создать ее чертеж. Сделать это возможно, чертеж будет сложным и пользоваться им в производстве будет трудно, но возможно. Возникает вопрос, а как проконтролировать изготовление этой детали, имея в виду, что деталь обладает незначительной жесткостью и что в процессе обмера она может деформироваться.
В этих условиях на помощь приходят жесткие носители формы и размеров. Имея жесткий носитель, выступающий в данном примере в качестве измерительного прибора, накладывают его на деталь и проверяют правильность ее изготовления. Но не только для контроля применяют жесткие носители формы и размеров. Их используют и для изготовления заготовок деталей, а также технологической оснастки для придания заготовкам нужных форм и размеров.
Основными преимуществами жестких носителей являются:
— обеспечение точности изготовления изделий,
— увязка размеров, т.е. обеспечение идентичности размеров на сопрягаемых деталях,
— сокращение времени изготовления деталей,
— обеспечение качественного контроля форм и размеров изделия, т.е. выполнение его с требуемой точностью и без больших затрат.
Все это позволяет обеспечить высокую точность увязки и взаимозаменяемость деталей, узлов и агрегатов ЛА.
Теоретический плаз
Увязка геометрических параметров сечений, образующих аэродинамическую поверхность агрегата, осуществляется с помощью теоретических планов агрегатов.
Теоретический плаз - теоретический чертеж агрегата, выполненный и масштабе 1:1 с высокой степенью точности на стойком против изменения форм и размеров материал.
Плаз - хранитель теоретических контуров плоских сечений и конструктивных баз агрегата, в качестве которых выступают базовые отверстия. Он вычерчивается в необходимом числе проекций несмываемой тушью на металлических панелях и является исходным эталоном формы и размеров.
Плаз в течение длительного времени должен сохранять без искажения и потери четкости вычерченные на нем линии.
Исходными данными для выполнения работ по созданию плаза являются:
— теоретические чертежи ЛА или его частей,
— техническое задание на вычерчивание плаза, — монтажная схема плаза.
Теоретический чертеж выполняется опытно-конструкторским бюро и представляет собой общий вид ЛА или его частей, выполненных в масштабе 1:10 или 1:20 с указанием составных частей и расположения элементов силового набора. К теоретическому чертежу прикладываются таблицы координат аэродинамических обводов агрегатов ЛА.
В техническом задании оговаривается система координатных осей, которая должна быть принята при вычерчивании плаза.
В монтажной схеме на теоретический плаз приводятся сведения о монтаже панелей на плазовых столах, о расположении отверстий в панелях и последовательности стыковки панелей.
Плаз разбивают на дюралевых листах с габаритами 2000х1000 мм и толщиной 1,5...2,0 мм, после специальной обработки.
Поверхность плазовых панелей должна быть плоской и гладкой, иметь светлую матовую окраску, обеспечивающую рассеянное отражение падающего света.
Разбивка плаза, т.е увязка теоретических контуров и взаимная увязка отсеков и деталей осуществляется в натуральную величину с помощью геометрических построений. Для разбивки плаза принята обычная система декартовых координат, однако ее оси и плоскости имеют другие названия (рис.26).
Крайняя носовая точка ЛА совпадает с началом координат (точка О). Расстояния от точки О до заданного поперечного сечения называются дистанциями и измеряются в направлении оси X, которая является осью ЛА. Вертикальная плоскость XOY является плоскостью симметрии, а проекция параллельных сечений на эту плоскость называется боковой проекцией. Горизонтальная плоскость XOZ называется строительной горизонталью, а проекции сечений на эту плоскость - плановой проекцией. Вертикальная плоскость YOZ называется плоскостью нулевой дистанции, а проекции сечений на эту плоскость - эпюрой совмещенных сечений.
При разбивке плаза применяются следующие сечения: нулевой батокс - след сечения обвода агрегата ЛА плоскостью симметрии; батокс - след сечения обвода вертикальной плоскостью параллельной плоскости симметрии; нулевая горизонталь (полуширота) - след сечения обвода горизонтальной плоскостью строительной горизонтали; горизонталь – след сечения обвода горизонтальной плоскостью, параллельной строительной горизонтали; плоскости шпангоутов -
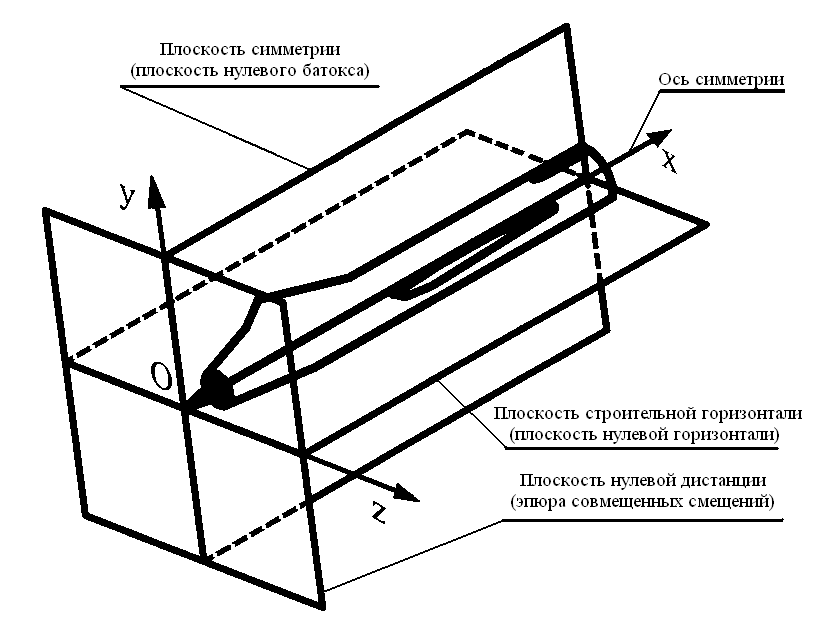
Рис. 26. Основные плоскости и координатные оси, применяемые при
разбивке плаза.

Рис. 27. Плоскости батоксов, горизонталей и шпангоутов.
плоскости поперечных сечений.
Построение теоретических обводов выполняется методом батоксов и горизонталей, основаном на приемах начертательной геометрии. Построение и вычерчивание многочисленных кривых - трудоемкая и ответственная работа, от качества выполнения которой непосредственно зависит качество поверхности изделия (точность, плавность) и взаимозаменяемость конструкции.
Наибольшие трудности возникают обычно при построении контуров агрегатов типа корпуса JIA, фюзеляжа самолета или (в судостроении) корпуса судна. Форма поверхности таких агрегатов и отсеков определяется конструктивными (размещение грузов, прочность, жесткость) и аэродинамическими соображениями. Поэтому для ее выбора не существует жестких рекомендаций.
Поверхности корпусов ЛА, а в самолетостроении фюзеляжей, практически всегда, представляют собой поверхности двоякой или многоразовой кривизны, поэтому их вычерчивают в трех проекциях (рис.28). Контуры сечений несущих поверхностей (крыльев, оперения) строятся в двух проекциях, так как они имеют форму цилиндров или конусов, поперечные сечения которых образованы аэродинамическими профилями. Формы таких профилей, построены на основании всесторонних аэродинамических продувок и приводятся в справочной литературе.
Выполнение теоретических построений на плазовых панелях начинается с нанесения координатных и конструктивных осей (оси симметрии, строительной горизонтали и др.)
Нанесение координатной сетки и выполнение базовых отверстий (носителей конструктивных баз) на плазовых панелях осуществляется с помощью плаз-кондуктора (рис.29).
Плаз-кондуктор - плоскостной координатник, выполненный в виде массивной чугунной плиты, установленной на домкратах. По контуру плиты установлены продольные и поперечные линейки с отверстиями ф18Н9 и шагом

Рис. 28. Теоретический плаз хвостовой балки вертолета
50 мм, образующих систему координат точно расположенных отверстий, которые сверлятся на координатно-расточных станках.
Плаз-кондукторы оснащаются головками радиально-сверлильных станков, с помощью которых через кондукторные линейки сверлят базовые и другие отверстия в панелях плаза.
Координатная сетка служит началом отсчета при построении на плазе теоретических обводов. Координаты заданных чертежом и аэродинамических таблиц точек обводов относительно конструкторских баз отмеряют от ближайшей линии координатной сетки при помощи образцовых метров 1-го класса (рис, 30). Их погрешность 0,02 мм.
По нанесенным точкам выкладывают гибкую рейку (сплайн) или лекало и прижимают ее специальными грузами - крицами. Плавность обвода проверяют индикаторным прибором. После проверки контура производят вычерчивание его специальной тушью. Производительность труда очень низкая и составляет приблизительно 2 м линий за рабочий день.
В последние годы в практику подготовки изделий в серийное производство широко внедряются методы аналитического представления обводов, начиная от описания обводов кривыми второго порядка до многочленов высоких степеней и сплайн-функций, с использованием современных ЭВМ. Это позволяет механизировать процесс расчерчивания плаза, резко сократить трудоемкость, время и повысить качество работ. Однако многообразие методов представления обводов, отсутствие базового несколько сдерживает широкое внедрение их в промышленности.
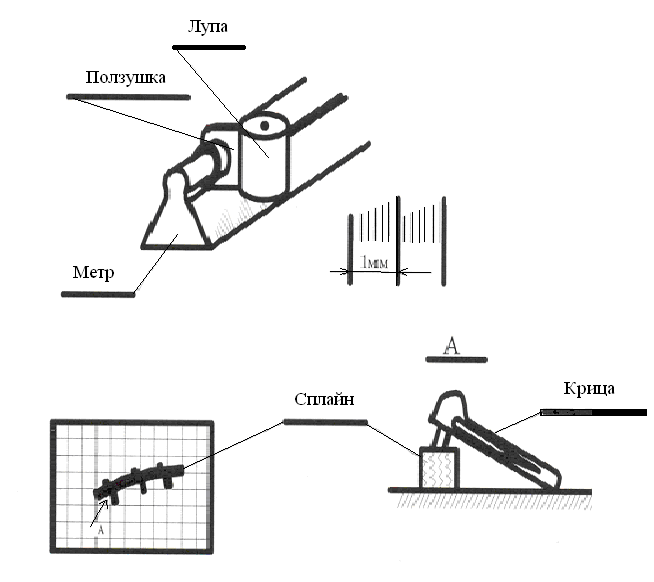

Рис.30. Образцовый метр и выкладывание сплайна.