

5. Строим графики Ганта обработки деталей и загрузки оборудования.
Таблица 6 – График обработки партий деталей
|
Станок |
|
2 |
|
1 |
|
|
|
2 |
|
t обслуживания |
0 |
10 |
10 |
35 |
35 |
53 |
53 |
58 |
|
Партия |
1 |
1 |
1 |
1 |
0 |
0 |
1 |
1 |
|
Станок |
|
3 |
|
|
|
2 |
|
1 |
|
t обслуживания |
15 |
30 |
30 |
35 |
35 |
53 |
53 |
68 |
|
Партия |
2 |
2 |
0 |
0 |
2 |
2 |
2 |
2 |
|
Станок |
|
3 |
|
2 |
|
1 |
|
|
|
t обслуживания |
0 |
15 |
15 |
35 |
35 |
50 |
|
|
|
Партия |
3 |
3 |
3 |
3 |
3 |
3 |
|
|

Рисунок 3 – график обслуживания партии деталей
По графику Ганта обслуживания партий деталей видно, что первая партия деталей обрабатывается 35 часов сначала на втором станке 10 часов и затем 15 часов на первом станке, потом перерыв 8 часов, затем снова обрабатывается в течение 5 часов на втором станке. Вторая партия деталей начинает обрабатываться с 15 часа до 30 на третьем станке, потом перерыв 5 часов, далее обрабатывается на втором станке 18 часов и 15 часов на первом станке. Третья партия деталей обрабатывается без перерывов 50 часов, сначала 15 часов на третьем станке, потом 20 часов на втором станке и после 15 часов на первом станке.
Таблица 7 – График загрузки оборудования
|
Партия |
|
1 |
|
3 |
|
|
|
2 |
|
|
|
t обслуживания |
10 |
35 |
35 |
50 |
50 |
53 |
53 |
68 |
|
|
|
Станок |
1 |
1 |
1 |
1 |
0 |
0 |
1 |
1 |
|
|
|
Партия |
|
1 |
|
|
|
3 |
|
2 |
|
1 |
|
t обслуживания |
0 |
10 |
10 |
15 |
15 |
35 |
35 |
53 |
53 |
58 |
|
Станок |
2 |
2 |
0 |
0 |
2 |
2 |
2 |
2 |
2 |
2 |
|
Партия |
|
3 |
|
2 |
|
|
|
|
|
|
|
t обслуживания |
0 |
15 |
15 |
30 |
|
|
|
|
|
|
|
Станок |
3 |
3 |
3 |
3 |
|
|
|
|
|
|
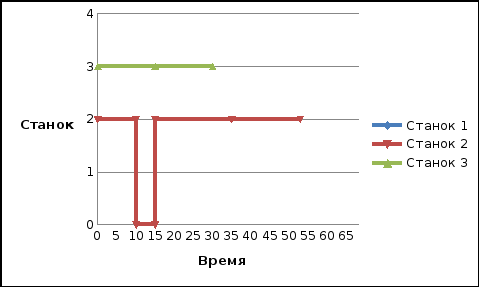
Рисунок 4 – График загрузки оборудования
По графику Ганта загрузки оборудования видно, что первый станок начинает обработку первой партии деталей с 10 часа в течение 25 часов, затем 15 часов обрабатывает третью партию деталей, после простаивает в течение 3 часов и снова начинает обработку уже второй партии 5 часов. Второй станок обрабатывает первую партию деталей в течение 10 часов, затем перерыв 5 часов, потом приступает к обработке третьей партии деталей в течение 20 часов, потом второй партии – 18 часов и затем снова первой партии в течение 5 часов. Третий станок работает без перерывов, обрабатывая сначала третью партию 15 часов и после нее вторую партию также 15 часов.
Решение в Excel представлено на рисунке 5:
![]()
![]()
![]()
Рисунок 5 – Решение в Excel
6. Средствами Ilog OPL studio рассчитали кратчайшее расписание (оптимальное по быстродействию) работы участка.
CPLEX: