

2.3 Моделирование и имитационный эксперимент
На основе данных таблиц 1 - 2 строим функциональную модель производственного участка средствами СИМ Arena (рис. 1.2.1). По условию задачи на одном станке (в одном блоке типа Process) может выполняться единовременно только одна операция над одной деталью (одной сущностью модели). Прерывание операций до их окончания не допускается.
Таблица 2 - Частота поступлений деталей
|
Количество |
||||||
|
Всего |
В ед. времени |
|||||
|
Detal1 |
Detal2 |
Detal3 |
Detal1 |
Detal2 |
Detal3 |
|
|
40 |
40 |
40 |
1 |
1 |
1 |
|



Рисунок 5 – Свойства блоков в модели производственного участка

Рисунок 6 – Свойства блока Assign
 Рисунок
7 – Имитационная модель производственного
участка в среде Arena
Рисунок
7 – Имитационная модель производственного
участка в среде Arena
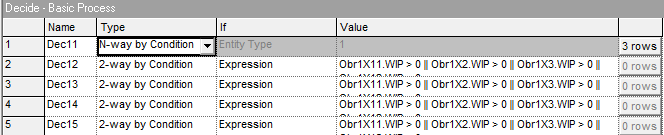

Рисунок 8 – Свойства блоков в модели станка №1

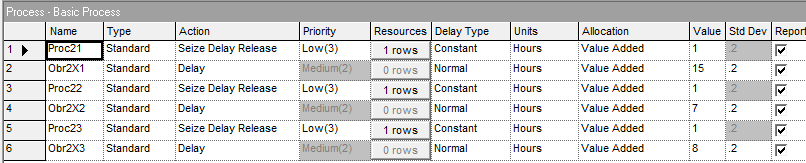
Рисунок 9 – Свойства блоков в модели станка №2


Рисунок 10 – Свойства блоков в модели станка №3

Рисунок 11 – Имитационная модель станка №1

Рисунок 12 – Имитационная модель станка №2

Рисунок 13 – Имитационная модель станка №3
По результатам имитационного эксперимента было выяснено, что количество произведенных деталей равно 120. Максимальное время нахождения в очереди было обнаружено на 1-м станке. Максимальное количество деталей, находившихся в очереди, принадлежит 3-му станку.
Упростим
данную имитационную модель, добавив
ресурсы, которые будут использоваться
в процессах обработки деталей. Ими
будут являться сами станки. 
Рисунок 14 – Введенные ресурсы

Рисунок 15 Характеристики процесса Stanok1


Рисунок 16 – Характеристики процесса Stanok2
Рисунок 17 – Характеристики процесса Stanok3
По результатам полученного отчета (отчет №2 в разделе Приложения) можно сделать вывод, что добавление ресурсов позволило сократить время нахождения в очереди деталей, что положительно сказывается на производстве.
Увеличим интервал между поступлением деталей на обработку.

Рисунок 18 – Характеристики модулей Create с изменениями
Как и ожидалось, в результате данного эксперимента сократилось общее время ожидания деталей. Результаты представлены в отчете №3.
Проведем небольшое исследование: выясним, сколько будет произведено единиц за один месяц, производственный участок работает 24 часа (подразумевается, что производство осуществляется в 2 смены).

Рисунок 19 – Измененные настройки

Рисунок 20 – Модель участка (в конце 1-го месяца работы)
За один месяц работы участок выпускает 6 единиц продукции. Как видно из рисунка, очереди перед станками по-прежнему велики, т.к. время обработки детали превышает интервал между поступлением деталей. Имеет смысл увеличивать этот интервал для устранения большой очереди перед станками.