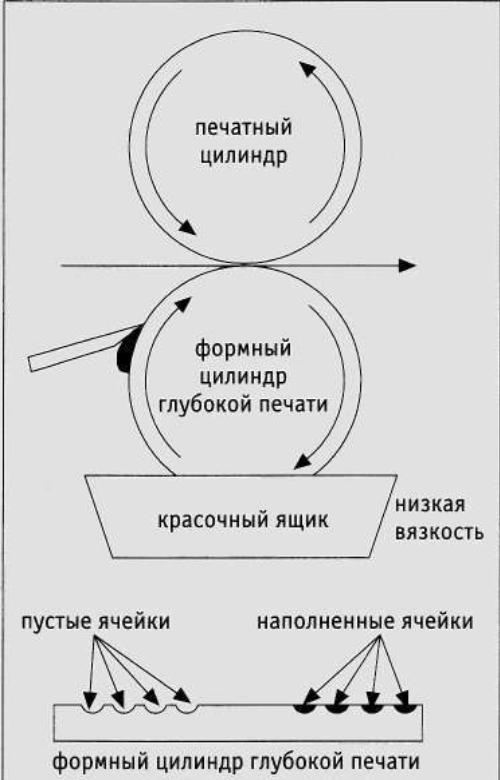
Профиль печатной формы изображен внизу иллюстрации, процесс печати — вверху.
Печатающее устройство
Печатающее устройство является секцией печатной машины, в которой отпечаток формируется и переносится на запечатываемый материал. В однокрасочных офсетных печатных машинах плоской печати печатные секции состоят из трех основных цилиндров: формного, офсетного и печатного. Основные функции формного цилиндра:
• поддержание приводки печатной формы;
• контакт с увлажняющей системой;
• контакт с красочной системой;
• перенос красочного изображения на офсетное полотно.
Увлажняющий аппарат
Функции увлажняющего аппарата — нанесение очень тонкого слоя воды на печатную форму. Под «водой» в данном случае понимается специальная смесь на базе воды химических реактивов, называемая увлажняющим раствором. Его наличие на печатной форме делает пробельные элементы олеофобными, т. е. оставляет свободными от краски при печати. Разделение печатающих и пробельных элементов происходит химическим способом:
• печатающие элементы отталкивают воду и принимают краску (гидрофобны);
• пробельные элементы принимают воду и отталкивают краску (гидрофильны).
Типы увлажнения
Бесконтактное (часто используется в рулонных печатных машинах) — щеточное (Гаррис (Harris) или с помощью распыления (Смит (Smith).
Контактное традиционное и непрерывное (пленочное):
• традиционное увлажнение. Происходит с помощью дукторного вала, совершающего осевое перемещение. Покрытие валиков: с тканью («мол-летон») и без, возможно использование тонкой бумажной гильзы;
• непрерывное (пленочное) увлажнение также называется наполнением полосы контакта:
— прямая подача увлажнителя на форму;
— непрямая подача краски (интегрированная система Дальгрен (Dahl-gren);
— комбинация подачи увлажнителя и краски (мостовой валик).
Двусторонняя печать
Печать на обеих сторонах листа (полотна) запечатываемого материала за один прогон называется двусторонней печатью. При лазерной печати изображений или фотокопировании это называется автоматической двусторонней печатью. Листовые печатные машины последовательно наносят изображения на обе стороны материала. Печатные машины с рулонной подачей печатают с обеих сторон одновременно. В первом случае лист переворачивается торец к торцу внутри машины. При этом хвост и голова постоянно меняются местами, и любое отклонение по длине листа удваивается при использовании устройства переворота.
Красочный аппарат
Красочный аппарат предназначен для нанесения тщательно дозированного объема краски на печатную форму. Для каждого вида печати требуется свой тип краски. Краски могут быть пастообразными или жидкими. В одних видах печати дукторный вал постоянно погружен в краску, в то время как в других краска поступает ограниченными и строго отмеренными порциями. Если краска достаточно густая, он передается с помощью серии роликов (красочных валиков) с мягким резиновым покрытием. При использовании жидкой краски неизбежно ее стекание с роликов под действием силы тяжести, поэтому необходимы малогабаритные красочные резервуары. Они могут быть частью носителя изображения или заменять красочный валик.
Насыщенность или оптическая плотность цвета определяется толщиной красочного слоя. Подача краски может регулироваться глобально, по всей площади оттиска, или локально, по красочным зонам.
Что влияет на распределение краски?
• Дукторный вал;
• Красочный нож;
• Регулировочные винты;
• Структура красочного аппарата;
• Раскатные валики;
• Накатные валики.
Краски в процессе различных видов печати |
|
Офсетная печать |
Пастообразная краска, передаточная система валов. |
Глубокая печать |
Жидкая краска, ракель для снятия излишков с поверхности. |
Флексографская печать |
Жидкая краска, анилоксовый вал для нанесения краски на резиновую рельефную форму. |
Трафаретная печать Пастообразная краска, резиновый ракель для продавливания краски через ячейки сетки. |
|
Высокая печать |
Пастообразная краска, передаточная система валов. |
Цифровая печать |
Жидкий или порошкообразный тонер. |
Перенос изображения в различных видах печати
В каждом печатном процессе используется свой метод переноса краски с печатной формы на запечатываемый материал. В некоторых случаях краска переносится непосредственно на материал, в других перенос осуществляется бесконтактным способом. Для того чтобы получить правильный оттиск, читаемый слева направо, в системах с прямым переносом изображения используются т. н. «нечитаемые» носители (см. таблицу внизу).
Особенности офсетной печати
Метод переноса изображения с формы на запечатываемый материал посредством промежуточного резинотканевого покрытия называется офсетом. Прежде литографская печать была не офсетной, а прямой. Заметим, что при желании любой печатный процесс можно сделать офсетным. (Типоофсет — способ высокой косвенной печати с использованием офсетного цилиндра и печатной формы способа высокой печати; при применении этого способа печати увлажняющий аппарат не участвует в технологическом процессе; иногда вместо «типоофсета» используют термин «сухой офсет» и эти два термина нельзя путать с термином «офсет без увлажнения», который относится к плоской печати без увлажнения. — Прим. ред.)
Офсетный цилиндр выполняет две основные функции:
• Удерживает резинотканевую офсетную основу.
• Переносит краску с печатной формы на запечатываемый материал.
Метод переноса краски в различных видах печати |
|
Плоская офсетная печать |
Непрямая, «офсетная», печатная форма читаемая. |
Глубокая печать |
Прямая, печатная форма нечитаемая. |
Флексографская печать |
Прямая, печатная форма нечитаемая. |
Трафаретная печать |
Прямая, форма нечитаемая |
|
(трафарет двусторонний и полупрозрачный). |
Высокая печать |
Прямая, форма нечитаемая. |
Цифровая печать |
Прямая, офсетная или бесконтактная. |
Оттиски различных видов печати
Высокая печать — аналогична флексографской, но твердый металл может повредить обратную сторону бумаги.
Плоская офсетная печать — текст и штриховой рисунок четкие и устойчивые с прекрасной резкостью контуров (некорректное утверждение автора. — Прим. ред.). Полутона имеют высокое разрешение с линиатурой растра 133—300 линий на дюйм.
Глубокая печать — все изображения, полутона, штриховые рисунки и текст растрированы. Сплошной фон может выглядеть неровным, «червивым», оттенки могут отображаться с «белым шумом» из-за пропуска растровых точек.
Флексография — по контуру сплошного текста может наблюдаться темный ореол.
Трафаретная печать — толщина красочного слоя достаточно велика, чтобы почувствовать его на ощупь. Лицевая сторона краски может иметь неровную текстуру из-за сетчатого трафарета.
Безводный офсет
В этом виде печати увлажняющий аппарат исключен из печатного процесса, а печатающие элементы углублены по сравнению с пробельными. С появлением безводного офсета (плоская офсетная печать без увлажнения. — Прим. ред.) были преодолены проблемы, связанные с водно-красочным балансом, набуханием бумаги из-за действия увлажняющего аппарата и многие другие. Данная технология разрабатывалась компанией ЗМ в конце 1960, но продажа формных пластин была приостановлена из-за неустойчивости к царапинам и низкой надежности. В 1973 году формы были вновь выпущены японской компанией Toray Industries. Это были позитивные формные пластины, которые имели больший срок службы, меньше царапались, были более тиражестойкими и давали оттиск лучшего качества. В 1978 году компанией началась широкая продажа позитивных форм для безводной печати, а в 1985 — негативных.
Основой для форм служит алюминий, поэтому они не анодируются, как традиционные офсетные формы. Алюминиевая основа покрыта слоем светочувствительного фотополимера. Поверх фотополимера наложен тонкий слой кремния, толщиной примерно в 2 мкм. Форма защищена покрытием, толщиной около 7 мкм. Необходимости в удалении этого покрытия при экспонировании нет — оно не влияет на увеличение (растискивание — Термин авт.) точки в процессе экспонирования.
Любая печатная машина с увлажняющей системой может использоваться для безводной офсетной печати. При этом важно поддерживать постоянную температуру и влажность. Первая должна находиться в диапазоне от 80 до 88 градусов Фаренгейта (При переводе из шкалы Фаренгейта в шкалу Цельсия из исходного числа вычитают 32 и умножают на 5/9. — Прим. ред.), что считается оптимальным для красок и красочных валиков безводной системы. Каждая секция в печатной машине работает со своей температурой, причем для черной краски нужна самая высокая температура, а для желтой — самая низкая. Голубой и пурпурной краскам необходима средняя температура. При использовании хороших материалов можно получить хорошее качество оттисков, но низкокачественные оставляют на пробельных элементах формы, сделанных из кремния, царапины, вызываемые волокнами древесины, содержащимися в бумаге. Та же проблема может возникнуть при использовании абразивных частиц, служащих для высушивания краски (порошок пемзы).
Характеристики плоской офсетной печати:
• Перенос изображения с читаемых плоских форм на офсетное полотно и запечатываемый материал.
• Основной принцип: краска и вода не смешиваются.
• Сферы применения: печать упаковки, бланков, периодики и коммерческой продукции, этикеток, книг и так далее.
• Отличительные особенности: резкие
и чистые оттиски.
Характеристики безводной офсетной печати:
• Растущая популярность процесса за счет кремниевой поверхности пробельных элементов, современных достижений в области производства красок, печатных форм и печатных машин.
• Преимущества: отсутствие увлажняющего раствора; получение ровного, чистого и более плотного цвета; повышенная контрастность оттиска; меньше растискивание растровых точек, время на приладку и производственные потери; короче переналадка.
• Требуются специальные краски и формы, адаптированные печатные машины.
• Печатные машины, работающие в безводном режиме, способны печатать традиционным офсетом.
• Планируется скачок популярности в области коммерческой листовой и термостабилизированной рулонной печати.
Тенденции листовой офсетной печати
• Автоматизация печатных машин увеличивает преимущество перед конкурентами. Касается в основном процессов приладки, уменьшает непроизводственные затраты и укорачивает производственный цикл.
• Программируемая автоматическая смывка офсетного полотна и красочного аппарата.
• Полуавтоматическая и автоматическая смена печатных форм.
• Предварительная настройка на формат печати.
• Усовершенствованный самонаклад, передаточные узлы и приемка листа увеличили скорость печати до 10 000-15 000 отт./час. (Сегодня листовые офсетные печатные машины работают с максимальной скоростью до 18 000 отт./час; благодаря ротационному принципу построения офсетные машины работают с большими скоростями: в 2001 г. листовые офсетные машины показали скорость до 21 200 листов/час (рекорд в книге Гиннесса) и рулонные — до 90000 оборотов/час. — Прим. ред.)
• Цифровая система управления дает возможность управления всеми функциями печатной машины с центрального выносного пульта.
• Признанным стандартом для листовых печатных машин стали шестикрасочные машины с лакировальной секцией в линию. Растут продажи машин с семью, восемью- и более секциями.
• Большее количество секций обеспечивает печать более сложных макетов и цветовых решений.
• Растет спрос на короткие тиражи.
• Листовая печать оказалась «зажата» между рентабельной рулонной офсетной печатью и бесконтактными методами печати: цифровой и копировальной.
Тенденции рулонной офсетной печати
• Системы автоматизации процессов приладки, сушки, фальцовки, комплектовки и доставки, непрерывно совершенствуются.
• Печатная машина может работать на скоростях, достигающих 2 500—3000 футов в минуту. (В английской системе мер и в России до введения метрической системы использовался фут; 1 фут = 12 дюймов = 0,3048 м. - Прим. ред.)
• Удачно конкурирует с листовым офсетом при меньших и с глубокой печатью при больших тиражах.
• Началось интенсивное применение безводного офсета.
Факторы, мешающие развитию:
• регионализация печати (отчасти из-за растущих почтовых тарифов) сдерживает рост тиражей и форматов печатных машин; укрупнение типографий диктует необходимость больших тиражей, скоростей и ширины рулонов.
• Обычным явлением становятся рулоны с шириной от 54 дюймов (137 см).
• Средняя длина тиража снизилась почти до 25% от величин 1990—1994 гг.
• При сохранении тенденций, вскоре рулонная офсетная печать станет экономически выгодна только на малых (менее 20 тыс. отт.) и сверхбольших (более 20 млн отт.) тиражах.
Управление приводкой
Планетарная конструкция печатной машины обеспечивает одноразовый захват бумаги без ее передачи из секции в секцию. Эта особенность уменьшает шансы возникновения неприводки. Ключевым моментом минимизации нарушений для приводки красок в печатной машине является технология прямой записи на формный материал при изготовлении печатной формы в печатной машине (digital imaging, DI). Отпадает необходимость в продольном или поперечном смещении печатных форм, так как они производятся непосредственно в машине.
(Технология «компьютер — печатная машина» (технология CtPrint, технология CtPress, технология DI) — процесс печатания и изготовления печатных форм (на материале, установленном непосредственно на формном цилиндре в офсетной печатной машине) путем прямого экспонирования, лазерного гравирования или другого способа создания печатающих и пробельных элементов с управлением от компьютера издательской системы. Эта технология используется в машинах цифровой печати для изготовления красочных малотиражных изданий, в которые необходимо вносить изменения в содержание отдельных полос во время печатания тиража. На некоторых из этих машин возможно внесение изменений в каждый отдельный оттиск. Эта технология в зависимости от конструкции печатной машины может быть разделена на две группы: 1) Computer to print (технология CtPrint) и 2) Computer to press (технология CtPress, DI-технология). — Прим. ред.)
Это очень важно для эффективной работы печатной машины. Экономия времени на переналадку оказывает прямое влияние на прибыльность печати. Безводный офсет позволяет получить более яркое отражение света от поверхности бумаги. Преимуществ прямого экспонирования множество.
Данная технология (технология DI) является значительным шагом вперед, несмотря на появление печатных машин незначительно меньшего формата (18-3/8x13-3/8 дюймов), который является ограничивающим фактором. Новая компания 74 Karat, образованная путем слияния фирм Scitex и КВА Planeta, применила технологию прямого экспонирования форм в своих машинах. Ключевым результатом объединения стал выпуск одноименной печатной машины, которая по формату значительно превышает Qu-ickMaster DI 46-4. В ответ Heidelberg выпустил 74-сантиметровую машину того же формата, что и 74 Karat.
Эта печатная машина будет иметь пяти- или шестикрасочное построение с разрешением печати в 2 540 точек на дюйм. При печати заказов, в которых важное условие — наличие более четырех красок, решение компании Heidelberg добавить дополнительную секцию будет приветствоваться полиграфистами. В этой печатной машине будут использованы автоматическая смена и смывка форм, что сэкономит немало времени. Имя машины — Speedmaster 74 DI. За технологией отображения на форме в печатных машинах стоит понаблюдать. (Сведения трех-четырехгодичной давности. — Прим. перев.)
Прогресс офсетной печати
Офсет возвращается — появились новые возможности управления, DI-машины с цифровым вводом данных, обострилась конкуренция небольших офсетных машин с цифровыми, восьми- и десятикра-сочных листовых с рулонными. Обычные печатные машины шагнули вперед, к полностью цифровому управлению и полной автоматизации, стали частью компьютеризованных производственных процессов.
Основной вид печати — традиционная плоская офсетная печать — отметился незначительными усовершенствованиями, приладкой «нажатием кнопки», ростом популярности систем без увлажнения и без зональной регулировки краски, системами управления цветом с обратной связью. Развитие этого вида печати в основном направлено на повышение производительности, несмотря на то что часто заявляется и существенное улучшение качества печати. Нововведения помогут полиграфистам определить свое место на рынке. Они также помогут лучше отвечать требованиям заказчика, касающимся укорачивания производственного цикла и доставки продукции «минута в минуту».
Автоматизация печатной машины:
1. Один оператор может управлять машиной, используя компьютерный пульт управления.
2. Система удаленного управления форматом и приводкой.
3. Более быстрые печатные машины: от 11 000 до 18 000 листов в час.
4. Больше секций: 8- и 10-красочные модели.
5. Двусторонняя печать: продуктивность однопроходной многоцветной двусторонней печати: работа на скоростях до 15000 листов в час.
6. Использование цветов смесевых красок.
7. Больший выбор запечатываемых материалов.
8. Быстрая регулировка компонентов самонаклада.
9. Новое поколение самонакладов.
10. Аэродинамическая система транспортировки листа.
11. Больше упаковочной печати.
12. Новая система транспортировки листа.
13. Автоматическая регулировка листо-передаточных механизмов.
14. Новая система передачи листа с краскоотталкивающим покрытием передающих и печатных цилиндров, стоящих после устройства переворота листа.
15. Быстрая подготовка к работе.
16. Быстрое удаление краски
17. Быстрая очистка.
18. Быстрая смена очищающими растворами: полезно для типографий, которые часто меняют традиционные краски на гибридные или УФ и обратно.
19. Смывка офсетного полотна.
20. Смывка цилиндров.
21. Смывка красочного аппарата.
22. Автоматизированная система смены форм.
23. Отходы: Уменьшенный расход бумаги при пуске.
24. Безотходная приемка стопы.
25. Встроенная система контроля цвета и интегрированная денситометрия. Сравнение информации по цвету отпечатка с хранящимися спектрофотометрическими данными. Поточный контроль цвета в режиме реального времени является лучшим для спектрофотометрического считывания на конце тиража с многочисленными прогонами пробных листов. В методе автоматизированного видеослежения используется жидкокристаллическая видеокамера для сканирования запечатываемого рулона и фиксирования информации о цвете в RGB-формате. Запатентованное программное обеспечение конвертирует данные в формате RGB в пространство CIE L*a*b*, которые непрерывно сравниваются с абсолютным значением, полученным со спектрофотометра.
26. Видеомониторинг и видеоконтроль потока листов. Использование перемещаемых камер, позволяющих видеть прогон листа на нескольких экранах для определения оптимальных настроек и предотвращения проблем проводки.
27. Новые системы подачи краски. Красочный аппарат Gravuflow (красочный аппарат с анилоксовым валиком. — Прим. ред.) без зональной регулировки краски, разработанный фирмой КВА, позволяет оператору контролировать подачу краски с компьютера допечатного участка, не используя регулировочные винты.
28. Новые форматы: малый (2-ир); полу-ЛИСТНЫЙ (4-ир, 29 дюймов); три четверти (6-ир). Размещение шести страниц на листе вместо четырех традиционных для повышения производительности на 50%. Полнолистный (8-ир, 40 и 41 ДЮЙМ). Сверхбольшой (73 и 80 дюймов).
29. Опции лакирования. Поточная настройка машины для нанесения лаков: ультрафиолетовые, водоэмульсионные, гибридные и двойные покрытия. Разделенные линии по нанесению лаков для быстрого переключения между ультрафиолетовыми и эмульсионными покрытиями. Уменьшение времени изменения заливочного нанесения покрытия (сплошное лакирование) на точечное нанесение (локальное, выборочное лакирования).
30. Улучшенные возможности работы с УФ-красками и лаками.
31. Отделочные операции в линию.
32. Антистатическая система для систем подачи и приемки
33. Компьютерно-интегрированное производство — JDF-процесс. Прямое соединение допечатных, печатных и послепечатных процессов позволяет использовать данные допечатного участка для приладки печатной машины в режиме реального времени (система CIP3/CIP4).
34. Формирование сети на основе единого программного обеспечения.
35.Дополнительные услуги: холодное тиснение фольгой — холодное тиснение позволяет получить оттиск, близкий по качеству горячему тиснению и глянец, превосходящий металлизиро-анные краски или специальные покрытия. Для этого процесса требуется использование двух секций листовой печатной машины. В первой секции участки изображения, предназначенные для нанесения фольги, покрываются специальным клеем с помощью стандартной формной пластины. Во второй секции фольга накладывается на эти участки. Таким образом, единственным инструментом, необходимым для тиснения, являются обыкновенные печатные формы.
36. Инновации: малое время смены материала с бумаги на картон, с односторонней на двустороннюю печать. При использовании технологии прямой передачи электродвигатель с большим пусковым моментом, контролируемый системой MAN Roland Recom, приводит в действие секционный формный цилиндр. Все формы в печатной машине с технологией прямой передачи могут быть одновременно заменены. Механическая изоляция формного цилиндра также дает возможность 360-градусной окружной приводки, расширяя ассортимент используемых форм.
37. Прочие достижения: технология Durazone от компании Day International является перспективным направлением в разработке офсетных полотен, технические характеристики которых улучшаются путем меньшего спрессовывания офсетного полотна в процессе печати.
Глубокая печать
Глубокая печать является процессом прямой печати, похожим на высокую печать, но с несколькими важными отличиями. Изображение переносится на запечатываемый материал прямо с носителя изображения, которым обычно является цилиндр. Печатающие элементы углублены, а пробельные элементы — выпуклы. Это выглядит полной противоположностью процессу высокой печати. В некотором смысле это действительно так.
Конструкция печатной машины
Печатная секция глубокой печати сконструирована из двух цилиндров: формного, на который нанесено изображение, и печатного, такого же, как и в офсетных машинах и обеспечивающего необходимое для переноса краски давление. Цилиндры глубокой печати обычно изготавливаются из стали покрытой медью. На квадратный дюйм поверхности приходится около 50 тыс. крошечных ячеек, окруженных «пробельными» стенками. Изображение фотографически переносится на поверхность, покрытой гальванической медью. Для формирования ячеек печатные элементы вытравливаются или гравируются механически. Каждая ячейка отличается по глубине, что позволяет им переносить разное количество краски для воспроизведения тонов. В глубокой печати используются жидкие краски.