Печатные процессы
Печатный процесс — это способ переноса изображения на запечатываемый материал. Зачастую это предполагает наличие промежуточного носителя изображения, передающего последнее на материал в процессе репродуцирования. Подготовка его зависит от типа печатного процесса.
Различные способы переноса краски на бумагу развивались в течение долгих лет, позже выделившись в различные виды печати. Отличия механических принципов различных систем настолько сильны, что обусловили их применение в совершенно разных сферах производства. В полиграфии различают пять основных видов печати.
• Высокая печать (высокая печать, флексография);
• Плоская печать (плоская офсетная печать);
• Глубокая печать;
• Трафаретная печать;
• Цифровая печать (лазерные и струйные принтеры).
В русской технической литературе в зависимости от расположения печатных и пробельных элементов на печатной форме выделены четыре основных вида печати: высокий, плоский, глубокий и трафаретный; цифровая печать не является отдельным видом печати. Цифровая печать — это технология, использующая один из основных видов печати или производного из них. (По определению: цифровая печать — технология получения оттисков в печатной машине с использованием переменной печатной формы, изменениями в которой при каждом цикле управляет компьютер издательской системы. Этот вид техники используют для малотиражных рекламных или коммерческих изданий, в которые должны быть внесены изменения в процессе изготовления тиража. В некоторых машинах возможно внесение корректив (изменений) после печатания даже одного экземпляра. Цифровая печать — получение изображений непосредственно с представляющих их на допечатной стадии числовых массивов (файлов). — Прим. ред.)
Высокая печать
В высокой печати, как явствует из названия, печатающие элементы рельефны, а пробельные — углублены. При печати печатающие элементы, в отличие от пробельных, покрываются красочной пленкой. Перенос изображения с печатной формы на запечатываемый материал происходит под давлением в зоне контакта. Если представить перенос краски с резинового штампа на бумагу, становится понятен основной принцип высокой, а также флексографской печати.
Высокая печать — исторический вид печати, который долго оставался доминирующим. Название этого вида печати восходит к его принципу. В эру горячего набора в этом процессе использовались подвижные литеры, которые делались из сплава свинца, сурьмы и олова (в русской терминологии этот сплав известен как «гарт». — Прим. ред.). Помимо текста, существовали изображения, которые было нельзя набрать из готовых литер, поэтому они вытравливались на цинковых или медных блоках-клише. Логотипы, графика и иллюстрации также составлялись из блоков-клише.
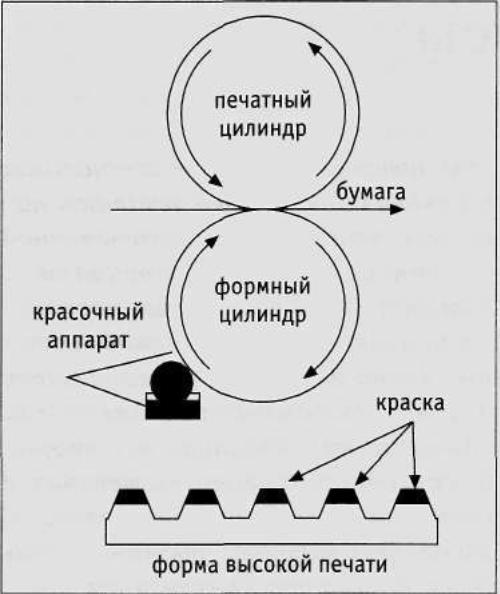
Профиль формы изображен на нижней части иллюстрации. Для высокоскоростной печати форме придается форма цилиндра.

Литера.
Продукцию, изготовленную на машинах высокой печати, можно отличить по углублениям на бумаге, создаваемым давлением печатной формы. Несмотря на это, высокая печать обеспечивает четкость и чистоту изображения. Это процесс непосредственного переноса краски с формы на запечатываемый материал.
В наше время высокая печать иногда используется для тиснения, впечатывания и других специализированных полиграфических задач.
Флексография
В основном принцип этого печатного процесса схож с высокой печатью. Во флексографской печати печатающая поверхность сделана из резины, а не из металла. (Флексография является разновидностью способа высокой печати; по определению: флексография — тоже, что и флексографская печать, флексографский способ печати или способ флексографской печати; флексографская печать — разновидность высокой печати с использованием эластичных фрагментарных печатных форм и печатных красок малой вязкости. — Прим. ред.) Формная пластина (печатающая поверхность) при изготовлении печатной формы экспонируется при помощи диапозитива (фотоформы) или лазера. Как и в высокой печати, резиновые печатные формы были заменены фотополимерными в 70-е годы прошлого века. Флексография широко используется в производстве упаковки, где в качестве запечатываемого материала используются пластики, алюминий, фольга и другие, для которых наиболее приемлемыми являются мягкие печатные формы. Обычно во флексографии вместо нарезанных листов запечатываются рулоны бумаги или фольги.

Особенности флексографии:
• перенос краски с гибких печатных форм с нечитаемым рельефным изображением непосредственно на запечатываемый материал;
• основные запечатываемые материалы: почти любые, способные пройти через рулонную печатную машину. Это может быть ткань, пластиковая пленка, гофрированный картон, металлическая фольга, упаковка для молока, подарочная упаковка, складная коробка, этикетка и многое другое; отличительная особенность: флексография, подобно высокой печати, узнаваема из-за незначительного эффекта красочного ореола вокруг букв и сплошных цветных участков; существуют 2 категории машин флек-сографской печати: широкорулонные, использующие полотно шириной от 18 дюймов — от 457 мм (в России принят предел 600 мм. — Прим. ред.) и узкорулонные;
• широкие рулоны используются для производства гибкой упаковки, газет и упаковки из гофрокартона;
• узкие рулоны используются главным образом при производстве этикеток и для высококачественных многокрасочных работ;
• некоторые виды упаковки из гофрокартона производятся с полистной подачей материала. Возможность непрерывной, повторяющейся печати по всей длине рулона делает флексографию подходящим печатным процессом для производства обоев и упаковочной бумаги.
Растискивание растровой точки во флексографии
Все печатные процессы подчинены естественному и неизбежному явлению — «растаскиванию растровой точки». Расплывание точек можно определить как увеличение в диаметре растровой точки при переносе изображения с пленки (фотоформы) на печатную форму и дальнейшее ее увеличение в размерах при переносе с печатной формы на бумагу. Например, фотонаборный автомат экспонирует 50%-ную растровую точку. Особенности флексографского формного процесса могут привести к увеличению размера точки до 51 %. Это небольшое и относительно незначительное растискивание по сравнению с тем, что наблюдается при печати, когда плотность точки в 50% может достигать на оттиске 65%.
Растровые точки могут иметь различную форму, в том числе квадратную, эллиптическую, восьмиугольную, а также форму симметричного и асимметричного круга. Квадратные точки начинают смыкаться при 50% (при шахматном расположении), при этом с увеличением площади растровой точки смежные области продолжают увеличиваться. Растискивание точки происходит по периметру растровой точки; при смыкании отдельных точек их периметр увеличивается, вызывая скачок оптической плотности в зоне первоначального смыкания.
Формы точек
Несомненно, что изображение, состоящее из круглых точек, является идеальным для флексографии. Тем не менее, существуют разные версии растровых процессоров, использующих круглые точки. Лучшие алгоритмы растрирования во флексографии обеспечивают обособленность круглых растровых точек даже при 70—75% плотности. В большинстве дизайнерских программ предусмотрена компенсация растискивания круглой точки; однако форму растровой точки лучше определять как можно ближе к изготовлению печатных форм — изготавливаются ли они на фотонаборном автомате или на СТР-устройстве. Таким образом, RIP, фотонабор и СТР должны поддерживать одну и ту же форму точки. Жидкие чернила и относительно мягкие печатные формы, используемые в флексографской печати, способствуют растаскиванию точек.
Компенсация растискивания растровых точек имеет особое значение для качественной передачи тона.
Тип запечатываемого материала, используемого во флексографии, также оказывает влияние на характер расплывания точек.
Необходимо принимать во внимание, что компенсация при расплывании точек варьируется в зависимости от процесса печати, поверхности запечатываемых материалов, а также различных типов печатных машин, используемых в рамках одного и того же процесса.
К счастью, растискивание растровых точек является предсказуемым процессом и компенсируется оператором цветоделения, либо задается в Photoshope, или настройках RIP.
Одной из наиболее важных составляющих успешного воспроизведения четырехцветного CMYK-тона (оттенка цвета) является понимание различий в оттенке краски и величине растискивания точки, характерных для флексографской печатной машины. В случае, когда необходимо добиться высокого качества воспроизведения оттенка цвета, наилучшие результаты достигаются при проведении предварительного тестового прогона печатной машины.
Тест печатной машины дает необходимую информацию дизайнеру и оператору цветоделения. Печатая контрольные шкалы при определенных контролируемых условиях, пленки цветоделения (цветоделенные фотоформы) можно откорректировать для компенсации растискивания точек при изменении оттенка чернил флексографской печати.
Света
Еще одним важным моментом при цветоделении в флексографской печати является установка минимальной растровой точки в светах. Большинство полимерных флексографских печатных форм способны отображать двухпроцентную точку. Поскольку светлые области во флексографской печати выявляют участки наибольшего расплывания точек, очень важно, чтобы характеристики минимальной точки в светах были согласованы с типографией до того, как будет произведено цветоделение
Градиенты
Растискивание светлых точек в флексо-графии сильно затрудняет (либо делает вовсе невозможным) печать участков градиентов, переходящих в цвет бумаги. Подготавливая макет для флексографской печати, наилучшим вариантом будет размыть края изображения либо заключить изображение в рамку.
Линиатура и запечатываемый материал
Выбор правильной линиатуры растровой структуры является критическим для процесса четырехкрасочной флексографской печати. В большинстве случаев выбор линиатуры обусловлен типом запечатываемого материала.
Например, при печати на гофрированных поверхностях линиатура для полутоновых изображений составляет 45, 55, 65 либо 85 линий на дюйм (Ipi). Специалисты, печатающие газеты флексо-графским способом, используют растр с линиатурой от 65 до 100 Ipi. Печать на гибкой упаковке (пленочных запечатываемых материалах) часто производится при линиатуре 120—150 Ipi; устройства, производящие высококачественную печать на этикетках, способны печатать изображения с линиатурой 200 Ipi. (По определению: линиатура растра (частота растра) — параметр, характеризующий растровую структуру количеством линий на единицу длины. Типажный ряд линиатур полиграфических растров в России: 20, 24, 30, 34, 36, 40, 44, 48, 54, 60, 70, 80, 100, 120, 150, 160 лин./см. Вследствие развития электронного растрирования количество линий в одном сантиметре может быть и дробным, например, 39,5; 59,5. В компьютерном (электронном) растрировании чаще используются единицы измерения линиатуры в линиях/дюйм или мм', например, 150 линий/дюйм или 5,9 мм'. В полиграфии линиатуру растра можно рассматривать как частоту ортогональной решетки, в которой располагаются печатные или пробельные элементы полиграфического растрового изображения, т. е. плотность точек в полиграфическом (полутоновом) растре, выражаемая обычно в линиях на сантиметр (лин/см) или на дюйм — lpi (lines per inch). Коэффициент для перевода линии/дюйм в линии/см — 2,54, например, 200 lpi (линии/дюйм) равны 79 линий/см. — Прим. ред.)
Краскоперенос анилоксового вала и линиатура цветоделенных изображений должны точно согласоваться в целях достижения лучшей флексографской печати. Исходя из практики, можно заключить, что линиатура должна быть не более 25% от линиатуры анилоксового вала (анилоксовый валик (вал) — валик (цилиндр, у которого диаметр намного меньше образующей) с выгравированной на его поверхности специальной растровой структурой порядка 120—180 линий/см с углубленными ячейками, посредством использования которых, например, печатную краску или лак наносят на печатающие элементы формы равномерным слоем постоянной толщины. — Прим. ред.), который будет использован для нанесения краски на печатные формы. Таким образом, идеальной стратегией нанесения краски на печатную форму является та, при которой поверх каждой полутоновой точки находится четыре ячейки анилокса.
Угол установки растра
Ячейки на поверхности анилоксового вала могут быть выгравированы под одним из возможных углов: 30°, 45° либо 60°. Для того чтобы избежать анилоксового муара, углы растра должны отклоняться как минимум на 7,5° от угла наклона ани-локсовой ячейки. Углы установки растровой структуры цветоделенных фотоформ (печатных форм) для красок голубого, пурпурного, желтого и черного цветов должны отличаться друг от друга не менее чем на 15°.
Стохастическое растрирование во флексографии
Стохастическое или частотно-модулированное (4M) растрирование в рамках флексографии может представить некоторые преимущества по сравнению с традиционным способом растрирования. Частотно-модулированный растр исключает возможность появления муара, а также позволяет печатать цвета с высокой верностью. Высокоточное воспроизведение цветов представляет собой технику, применяемую для расширения цветового охвата, основанную на использовании всех шести, а иногда семи (CMYK + RGB, голубой, пурпурный, желтый, черный + красный, зеленый и синий. — Прим. ред.) основных цветов печати.
Широкие возможности флексографии, обусловленные использованием многокрасочной печати и случайных точечных структур стохастического растра помогают избежать муара.
Площадь точки в частотно-модулированном растре исключительно мала и сопоставима с размером традиционной растровой точки в светах. Именно точка в светах больше всего подвержена растаскиванию во флексографском печатном процессе. Соответственно, ЧМ-растрирование не должно производиться до тех пор, пока не будут отпечатаны контрольные шкалы и не будет определена идеальная площадь точки и построены соответствующие кривые компенсации растаскивания.
И наконец, несколько слов о фотопленках, используемых при изготовлении флексографских печатных форм: полимерный материал, из которого производится печатная форма, очень мягкий, а потому в процессе экспонирования он будет легко захватывать воздух между пленкой и печатной формой.
Таким образом, изготавливая цвето-деленные фотоформы для производства флексографских печатных форм, необходимо использовать матовую эмульсию, помогающую избежать возникновения бесконтактных зон во время экспонирования формных пластин. (В русской терминологии «возникновение бесконтактных зон» определяют термином «возникновение кольца Ньютона». Кольца Ньютона — цветные овалы или чередующиеся кольца, которые появляются в оцифрованных изображениях при сканировании оригиналов на прозрачной основе. Кольца Ньютона возникают вследствие интерференции света в тонком воздушном промежутке вокруг точки соприкосновения цилиндрической поверхности на барабане сканера и плоской поверхности слайда, при копировании фотоформ на формные пластины, особенно на флексограф-ские. — Прим. ред.)
Многократное копирование (Step & repeat) в флексографии
Метод многократной печати одного и того же изображения по всей ширине рулона и его окружности известен под названием «многократное копирование». При печати на упаковочных материалах данный метод используется вкупе с изменяемыми длиной оттиска и шириной рулона. Идеальное решение в данной ситуации — достижение максимального использования запечатываемого материала и производительности посредством размещения на флексографской печатной форме как можно большего количества повторяющихся изображений.
Зачастую для этого требуется применить технику под названием компоновка. Целенаправленно размещая дублирующиеся макеты или графические элементы этикетки между других макетов и элементов графики, можно максимально эффективно использовать проект, сократив до минимума количество отходов. Лучший метод компоновки изображений получается при копировании и вставке графических элементов оригинала. Данная операция флексографской предпечатной подготовки проводится на стадии дизайна. Большинство стандартных программ для верстки не поддерживают режим многократного копирования. Функция многократного копирования может выполняться некоторыми приложениями по созданию иллюстраций, а также специализированными программами, способными создавать шаблоны, позволяющие дизайнеру размещать многочисленные изображения для последующего вывода на фотопленку, учитывая ограничения ширины рулона, а также длину оттиска для печатного цилиндра.
В прошлом весь объем флексографских печатных форм изготавливался по одной партии пленок, а позиционирование изображений производилось на стадии монтажа печатной формы. Сегодня фотополимерные формные пластины и системы штифтовой и координатной приводки требуют наличия цельных форм, которые должны изготавливаться с цельных пленок. Потребность в использовании крупноформатных фотоформ для широкорулонной флексографской печати привела к необходимости разработки крупноформатных фотонаборных устройств, а также проявочных машин.
Флексографский печатный процесс иногда сталкивается с проблемой качества, известной как «биение печатной формы». Данная проблема особенно очевидна, когда края печатной формы paci оложены параллельно зоне контакта. Ее можно избежать, располагая формы в шахматном порядке. Следует отметить, что данная техника подходит не для всех видов дизайна, однако в случаях, когда это возможно, шахматное расположение позволяет печатать на более высоких скоростях. Еще одной техникой, минимизации биения печатной формы является использование контактных вставок в областях, где отсутствует изображение. Контактные вставки обеспечивают плотное соприкосновение печатной формы, анилоксового валика и печатного цилиндра.
Плоская офсетная печать
Плоская офсетная печать доминирует среди печатных процессов. Она охватывает около 60% рынка печатных услуг. Когда заказчику необходима печатная продукция, особенно цветная многокрасочная, подразумевается, что заказ будет выполняться с использованием офсетной печати. Как уже говорилось в первой главе, плоскую печать изобрел Алоис Зенефельдер (Alois Senefelder). Если высокая печать является больше механическим процессом, то офсетная печать — химическим.
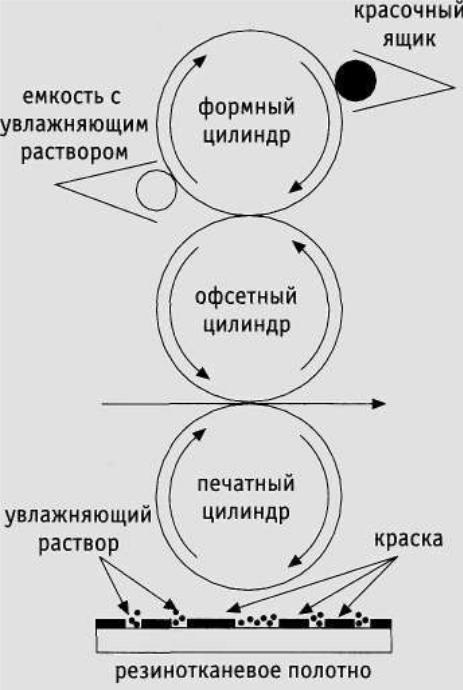
Офсетная печать работает по принципу разделения масла и воды. Печатная форма офсетной печати обработана таким образом, что печатные элементы воспринимают краску, являясь олео-фильными, а пробельные элементы отталкивают ее, воспринимая воду, то есть являются гидрофильными. В процессе работы печатной машины форма «заливается» дважды: первый раз в увлажняющей системе, которая создает слой увлажняющего раствора, а затем в красочном аппарате. При этом печатающие элементы «заряжены» таким образом, что воспринимают краску и отталкивают воду. Пробельные же элементы отталкивают краску (вспомним основной принцип плоской печати).
Формный, офсетный и печатный цилиндры
Офсетная печать производится при помощи трех основных цилиндров: формного, офсетного и печатного. На формный цилиндр крепится печатная форма, которая является носителем изображения. Другими словами, она является эквивалентом литер и блоков-клише в высокой печати. На офсетный цилиндр натягивается резинотканевое офсетное полотно. Оно способствует переносу изображения с печатной формы на бумагу или другой запечатываемый материал при его прохождении между офсетным и печатным цилиндрами. Офсетное резинотканевое полотно обеспечивает необходимую упругость для компенсации неровностей поверхности запечатываемого материала. Это является преимуществом офсетного печатного процесса, как и то, что при работе с ним можно использовать запечатываемые материалы низкого качества. Печатный цилиндр обеспечивает необходимое давление, служащее для переноса красочного изображения с офсетного полотна на материал. Сила давления между офсетным и печатным цилиндрами зависит от толщины используемого запечатываемого материала.
Перенос изображения
Печатающие элементы воспринимают краску и переносят ее на офсетное полотно. При этом используется печатная форма с прямым, т. е. читаемым изображением. При переносе на офсетное резинотканевое полотно изображение становится нечитаемым. При следующем обороте цилиндра оно отпечатывается на бумаге, проходящей между офсетным и печатным цилиндрами. Сначала изображение переносится с формы на офсетное полотно, а затем с последнего на бумагу, и именно поэтому плоскую печать называют офсетной. Кроме того, она называется плоской печатью, так как печатающие и пробельные элементы формы находятся в одной плоскости.
Типы офсетных печатных машин
В офсетных печатных машинах подача бумаги может быть листовой и рулонной. Печатные машины с листовой подачей называются листовыми печатными машинами, а с рулонной — рулонными. Некоторые машины способны печатать с обеих сторон бумаги и поэтому называются двусторонними печатными машинами. Многие печатные машины могут наносить несколько красок в один прогон, будучи оборудованы несколькими комплектами формных, офсетных и печатных цилиндров. Печатная машина с одним комплектом называется однокрасочной, с несколькими — многокрасочной. В основном это двух-, четырех-, пяти-, шести-, восьми-, а сегодня и десятисекцион-ные конфигурации машин (сегодня на рынке офсетных листовых печатных машин предлагают 14-красочные машины. — Прим. ред.).
Форма, используемая в офсетной печати, имеет плоскую поверхность, поэтому называется плоской. Физического или механического разделения на печатающие и пробельные элементы не существует, а форма может быть бумажной, пластиковой или металлической.