

5.2 Литье в металлические формы (кокили)
Многоразовые металлические разъемные формы (кокили) изготавливают из жаростойкой легированной стали, углеродистой стали, а также из серого чугуна, рис. 2.
В металлических формах можно получить отливки: из цветных сплавов - от 5 г до 500 кг; из чугуна - от 10 г до 7 т; из стали - от 0,5 кг до 4 т.
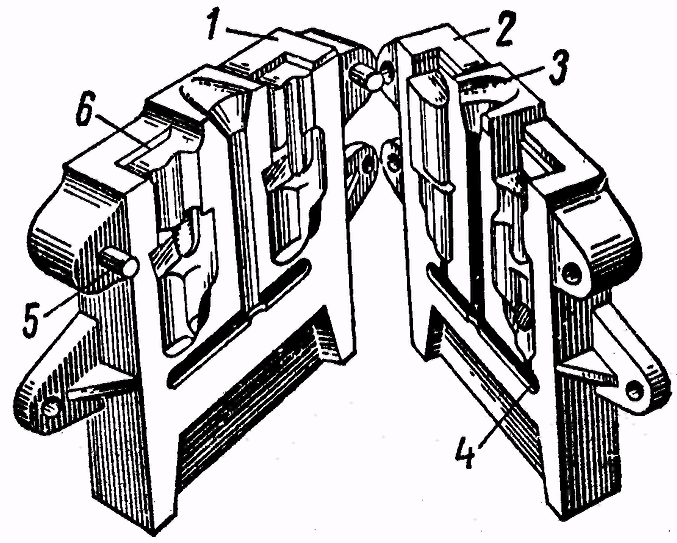
Рисунок 2. Литье в металлические формы (кокили): 1, 2- половинки формы, 3- воронка, 4- литниковый канал, 5- центрируемый штырь, 6- выпоры.
Для получения отливок из стали и чугуна внутренние поверхности металлической формы покрывают облицовкой (футеровкой) состоящей из маршалита, жидкого стекла, огнеупорной глины и др., толщиной 1 мм и более, а при получении отливок из цветных сплавов - краской (мазут, машинное масло, керосин и др., иногда с добавкой талька, графита, окиси цинка и др.).
Таблица 1 Стойкость металлических форм (кокилей)
Материал формы |
Отливки |
Температура плавления сплава |
Количество максимальных заливок |
Чугун |
Стальные |
1450 |
100...500 |
Чугунные |
1150 |
5000 |
|
Медные |
1050 |
5000...10000 |
|
Сталь |
Алюминиевые |
650 |
50000...200000 |
Магниевые |
600 |
75000 |
|
Цинковые |
400 |
150000 |
|
Оловянно-свинцовые |
250 |
200000...400000 |
Преимущества литья в кокили (по сравнению с литьем в песчаные формы):
- выпуск литья увеличивается в 2...5 раз на тех же производственных площадях;
- отходы при литье уменьшаются на 8... 12%;
- количество бракованных отливок снижается на 50.. .70%;
- себестоимость литья снижается на 15...20%;
- повышаются на 2 квалитета точность изготовления отливки и в 4...6 раз, уменьшается шероховатость поверхности.
К недостаткам литья в металлические формы следует отнести:
- отсутствие податливости и газопроницаемости формы;
- пониженная наполняемость формы вследствие быстрой потери жидкотекучести металла;
- трудоемкость изготовления форм, особенно для сложных отливок и их высокая стоимость;
- малая стойкость форм для стального и чугунного литья;
- образование на чугунных отливках отбела поверхности и, следовательно, необходимость введения дополнительной операции - отжига.
С учетом преимуществ и недостатков литья в металлические формы этот вид используют для получения мелких и средних отливок, относительно простой конфигурации, чаще всего из сплавов цветных металлов.
5.3 Литье под давлением в металлические пресс-формы
Данный метод заключается в том, что жидкий металл поступает в металлическую пресс-форму под большим давлением (0,5... 100 МПа).
Литьем под давлением получают небольшие тонкостенные (до 0,75 мм) отливки из цветных сплавов высокой точности (11... 10 квалитет) и с высокой чистотой поверхности (шероховатость в 2...3 раза ниже, чем при литье в кокили).
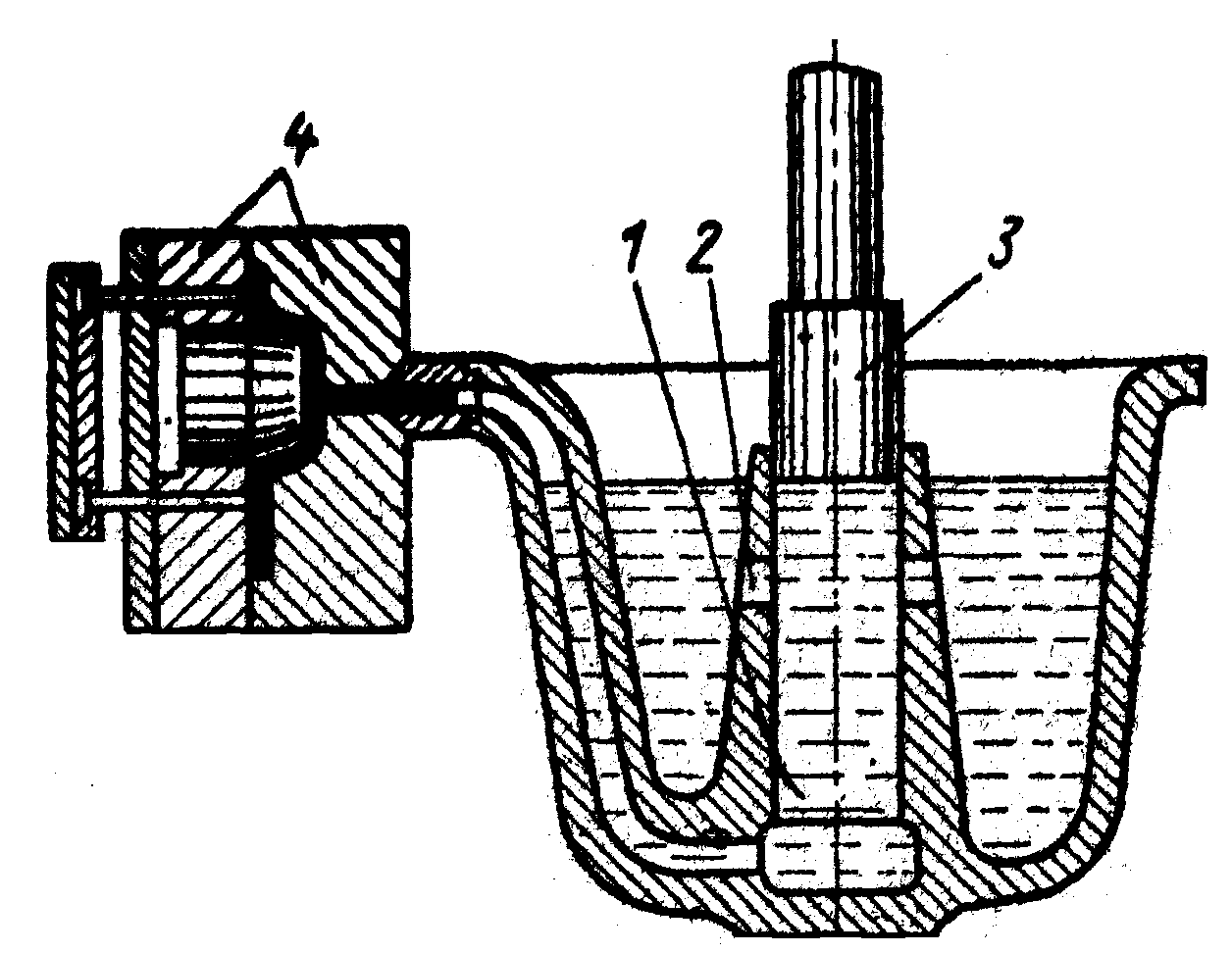
Рисунок 3. Схема машины для литья под давлением с горячей вертикальной камерой: 1–камера прессования, 2–отверстие для заполнения камеры прессования, 3–плунжер, 4-прессформа.
Для изготовления пресс-форм применяются только легированные, и среднелегированные инструментальные стали, рис. 2.
Таблица 3 Стойкость пресс-форм для литья под давлением
Литейные сплавы |
Максимальное количество заливок |
Составы смазки форм |
Цинковые |
300000
|
Моторное масло |
Магниевые и алюминиевые |
100000 |
Парафин, вазелин, графит |
Медные |
10000 |
Смесь графита с маслом |