

16.5. Гранулирование в псевдоожиженном слое
В псевдоожиженном слое получают гранулы удобрений, таких как, карбоаммофоски, карбамида, аммиачной селитры, нитрофоски, аммофоса, а так же кормовых дрожжей, лекарственных форм, алюмосиликаты, порошки синтетических цеолитов и др.
Сущность процесса заключается в том, что гранулирование с одновременной сушкой протекает в свободном объеме аппарата, в потоке сушильного агента, который проходит через газораспределительную решетку и образует кипящий слой частиц.
Раствор или суспензия впрыскивается внутрь кипящего слоя или распределяется над его поверхностью. Кипящий слой может состоять из частиц гранулируемого продукта или предварительно полученных гранул. В последнем случае на непрерывно подаваемые в псевдоожиженный слой гранулы небольшого размера наносится слой впрыскиваемого раствора, который кристаллизуясь на поверхности гранулы, способствует их росту. Так получают многослойные гранулы сложных удобрений. Если кристаллизация прошла в объеме, то образуются зародыши новых гранул. Гранулы, достигшие определенного размера, выводятся из аппарата.
Гранулирование в псевдоожиженном слое позволяет получить прочные, округлой формы гранулы размером 0.3 – 3 мм, что трудно добиться другими методами.
Распылительные сушилки состоят из камеры, в которую поступают подогретый воздух и распыленный посредством форсунок или быстровращающихся турбинок гранулируемый материал до капель размером 1015 мкм.
Благодаря большой удельной поверхности капель происходят мгновенное испарение жидкости и сушка образовавшихся гранул, которые падают на дно камеры. Гранулы удаляются специальными движущимися щетками или скребками, а отработанный воздух фильтруется и выбрасывается наружу.
Размер гранул зависит от физико-химических свойств исходных веществ, конструкторско-технологических параметров процесса и колеблется от 10 до 600 мкм.
Гранулирование расплава во встречном потоке газа осуществляется в высоких полых башнях, в которых падающие капли охлаждаются встречным потоком воздуха. Для разбрызгивания плавов применяют диспергирующие устройства различной конструкции, обеспечивающие получение сферических гранул размером 13мм.
Гранулирование расплава охлаждением в жидкости заключается в разбрызгивании его не в воздушную среду, а в органическую жидкость. Благодаря более высокой теплоемкости и теплопроводности жидкостей по сравнению с воздухом, охлаждение происходит значительно быстрее, что позволяет получить более прочные гранулы, исключить выбросы пыли а атмосферу.
Гранулы полученные в среде дизельного топлива (рис.16.12 принципиальная технологическая схема грануляции карбамида в среде дизельного топлива из УП «Гранулирование дисперсных материалов в жидких средах») , покрыты тонкой органической пленкой и характеризуются меньшей скоростью растворения в воде, по сравнению с гранулами, полученными в потоке воздуха, что способствует увеличению продолжительности действия, уменьшению слеживаемости и повышению эффективности удобрения при внесении в почву.
16.6. Технологические схемы процессов гранулирования дисперсных материалов
К основному оборудованию для промышленного уплотнения дисперсных материалов относятся смеситель, устройство для уплотнения (тарель, пресс, экструдер и др.), конвейер, сушилка или классификатор. Обязательным в установках являются системы пылеулавливания, включающие как местные отсосы, так и внешнюю аэрацию.
На рис. 16.11 представлена схема процесса уплотнения многокомпонентной шихты в тарельчатом грануляторе. Компоненты шихты хранятся в бункерах 1. Подача их в смеситель 3 осуществляется с помощью дозаторов и бункерных весов 2. Контейнер 9, в котором находится связующее, снабжен подогревателем 7. Связующее через дозатор 6 по трубе 10, имеющей теплоизоляцию, поступает в форсунку 11, установленную над корпусом гранулятора 12, днище которого покрыто эпоксидной смолой. Некоторая часть связующего по отводу 4, имеющему контрольный клапан 5, может в отдельных случаях поступать в смеситель 3.
|
Рис. 16.11. Технологическая схема гранулирования шихты методом окатывания |
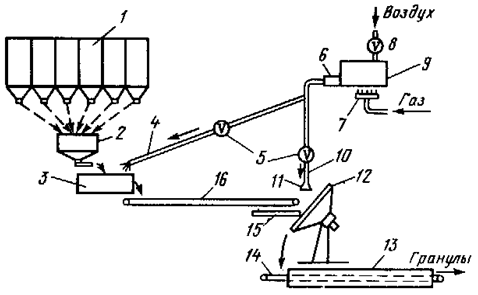
Сжатый воздух для распыления раствора подводится по трубе 8. Компоненты шихты конвейером 16 подаются к гранулятору, угол наклона которого меняется от 40 до 60°, а частота вращения от 5 до 25 мин1. В гранулятор может также дополнительно подаваться вода по трубе через форсунку 15.
Расход воды следует рассчитывать так, чтобы содержание несвязанной в гранулах воды не превышало 15 %. Конвейером 14 готовые гранулы подаются в ленточную сушилку 13, а затем на упаковку.
|
Рис. 16.12. Схема уплотнения стекольной шихты в барабанном грануляторе: I участок подготовки шихты; II – участок гранулирования |

Производство гранулированной шихты в барабанном грануляторе (рис. 16.12) заключается в следующем: взвешивание сырьевых ком-понентов на весах 3, подача связующего в сборник 2, транспортировка элеватором 1, смешение в смесителе 5, подача порошковой шихты в бункер 6, подача шихты конвейером 7 для предварительного уплотнения в смеситель 8, перемещение смеси вибролотком 9 в барабан 10 для окончатель-ного уплотнения и выгрузки готовых гранул 11 в бункер-запасник.
В технологической линии уплотнения шихты, представленной на рис. 16.13, основной агрегат роторный гранулятор 6. Приготовленная шихта из бункера 1 направляется в дозатор 7 с приводом, состоящим из электродвигателя 2 и редуктора 3 с регулируемой частой вращения. Далее шихта поступает в гранулятор 6 с приводом, состоящим из электродвигателя 4 и редуктора 5. В грануляторе 6 происходит образование гранул диаметром 25 мм и их перемещение к его выходному отверстию. В нем же шихта увлажняется через форсунки 8, расположенные в верхней части корпуса. Конвейер 9 перемещает влажные гранулы в сушилку кипящего слоя 10, из которой они подаются на склад или непосредственно в стекловаренную печь. Дымовые газы, используемые в сушилке 10, очищаются от пыли в циклоне. Уловленные частицы возвращаются в бункер 1 для повторной грануляции.
|
Рис. 16.13. Схема уплотнения шихты в роторном грануляторе |

При уплотнении шихты методом экструзии (рис. 16.14) загрузка бункера 1 сыпучей шихтой осуществляется непосредственно из-под смесителя. Винтовой питатель 2, установленный под бункером 1, дает равномерное питание мешалке 5 с лопастями 6, в которой шихта перемешивается, увлажняется водой из форсунок 3 и подогревается, одновременно перемещаясь к фильерной пластине 9 пресса 8. Вода 4 и масса шихты в мешалке подогреваются теплом газов, отходящих из сушилки 14.
Дымовые газы проходят через кожух 17, смонтированный вокруг корпуса мешалки. В том же кожухе размещается трубчатый змеевик для подогрева воды, увлажняющей шихту. Перед входом в бункер пресса 8 установлена фильерная пластина 7 с отверстиями 10 мм, с помощью которой пластифицированная шихта предварительно частично уплотняется. Окончательное уплотнение достигается в прессе 16 при продавливании шихты через фильерную пластину 9 с конусообразными отверстиями. При выходе из пресса гранулированная шихта приспособлениями 10 равномерно распределяется, по ширине ленты конвейера 15, сушилки 14 и обдувается воздухом из воздуховода 11 с помощью центробежного вентилятора 12. Сушилка обогревается газовой горелкой 13. Высушенные гранулы конвейером или элеватором подаются в приемные бункеры загрузчиков печи или на затаривание.
|
Рис. 16.14. Схема гранулирования шихты методом экструзии |

Известен ряд технологических схем, используемых для компактирования шихты на прессе с гладкими валками. На установке для компактирования (рис. 16.15) исходная порошковая шихта поступает в промежуточный бункер 1 с вибратором 3 и предохранительной сеткой от попадания в загрузочный бункер пресса инородных включений. Затем шихта дозатором 2 подается в загрузочный бункер с подпрессовывателем 4. Образующаяся плитка и просыпь поступают на ленточный конвейер 6 и элеватором 9 направляются на вибрационный двухситовой грохот 8. За время пребывания плиток на ленте конвейера 6 они охлаждаются и упрочняются. На грохоте 8 плитки разделяются на крупную, товарную фракцию и просыпь. При использовании одно ситового грохота деление компактированной шихты осуществляется на две фракции – плитки и просыпь. Образующаяся просыпь возвращается на повторное компактирование в пресс 5. Готовый продукт ленточным конвейером 7 подается в бункер-накопитель 10 с шибером 11, из которого компактированная шихта транспортируется к месту загрузки или на склад. В установке предусмотрена кран-балка 12 для ремонтных работ оборудования.
В рассматриваемых схемах прессованный продукт получается в виде плитки высокой плотности, которая затем дробится и делится на фракции. Таким образом, данный метод грануляции шихты состоит из трех основных стадий: механического уплотнения, дробления и классификации, что отличает его от других методов гранулирования.
|
Рис. 16.15. Схема установки для компактирования шихты |

Таким образом, прессование позволяет получить продукт с заданными технологическими свойствами и исключить из процесса операцию сушки.
К недостаткам метода прессования следует отнести сравнительно высокую энергоемкость и повышенный износ рабочих поверхностей, особенно в случае уплотнения шихт, в состав которых входят абразивные материалы.
При выборе способа уплотнения (гранулирования) и условий его проведения необходимо учитывать природу дисперсного материала, характер физико-химических явлений сопровождающих уплотнение, требования, предъявляемые к качеству гранул и многое другое.
Гранулирование позволяет значительно улучшить технологические свойства дисперсных материалов и успешно решать вопросы охраны окружающей среды.