

3 Перечислите способы сортировки и штабелевки круглых лесоматериалов и конструктивные особенности применяемого оборудования.
Способы:
- рядовой способ (вручную, длина сортимента до 2 м)
- пачками (механизированный процесс)
- плотный способ (многослойный ряд с тонкими прокладками)
- пакетный способ (в разные пакеты в зависимости от диаметра деревьев, с прокладками)
- пучками (V – до 50 м3).
При сортировке – ленточные конвейеры с поперечным и продольным перемещении бревна.
При штабелевке – консольно-козловые краны, башенно-стреловые краны, мобильные установки (погрузчик -штабелер ПЛ-5).
15Классификация дстп
1. По способу прессования:
-плоское прессование(расположение частиц параллельно поверхности плиты)
-экструзионное прессование (расположение частиц перпендикулярно)
2. По конструкции (однослойное, трехслойное, многослойное)
3. По виду используемой древесины ( из отходов, из спец изготовленной стружки)
Технология производства:
1. Из отходов
-изготовление щепы (дисковые, барабанные, молотковые рубительные машины)
- изготовление стружки (дисковые, барабанные, центробежные стружечные станки)
- изготовление резанной измельчённой стружки ( молотковые, лопастные, зубчато ситовые, дисковые мельницы)
2 Из деловой древесины - изготовление резанной измельчённой стружки ( молотковые, лопастные, зубчато ситовые, дисковые мельницы)
Рубительные машины: дисковые, барабанные, дробилки (ДОС-1, ДОП-1)
В рубительных машинах используется эффект самозатягивания древесины. Это позволяет обеспечить геликоидальная конструкция ножевого диска. Режущие элементы установлены по спирали.
Стружечные станки: дисковые, барабанные, центробежные.
Стружечные станки дискового и барабанного типов перерабатывают деловую древесину. Барабанные стружечные станки (ДС-8). Сырьё предварительно загружается в корпус станка и цепным транспортёром, по стальным склизам подаётся на ножевой барабан. В нижней его части установлен опорный контор нож, зазор относительно которого позволяет управлять толщиной стружки.
Оборудование для вторичного измельчения стружки (ударного и размольного принципа действия) У группе ударного действия относятся молотковые дробилки, зубчато – ситовые мельницы.
9. Изложите методику построения компоновочно-кинематической схемы захватного устройства лесной машины. Для каких случаев строится ккс захвата?
Д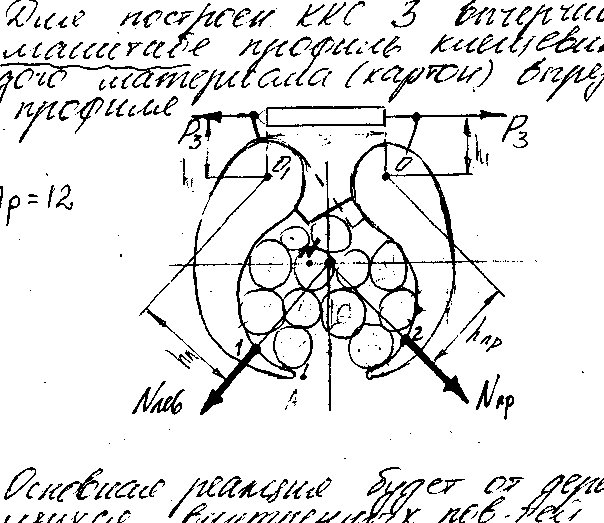 ля
построения ККС захвата вычерчиваем в
масштабе профиль клещевины из твёрдого
материала(картон) вырезаем 2 профиля.
ля
построения ККС захвата вычерчиваем в
масштабе профиль клещевины из твёрдого
материала(картон) вырезаем 2 профиля.
Основная реакция будет от деревьев касающихся внутренних поверхностей клещевин в 3-й и 4-й четвертях захвата.
Nлев и Nправ силы рекции действующие на лев и прав клещевины захвата при сжимающем действии ГЦ с усилием P3 .
Рассмотрим равновесие клещевины захвата под действием приложенных сил.
Для правой клещевины:
![]()
![]()
![]()
Для левой:
![]()
Билет №16
13. (Клищенко), Какие клеи применяются в ремонтной практике? Из каких компонентов состоит эпоксидные клеи и область его применения?
В ремонтном производстве применяются различные клеевые составы типа БФ, ВС-10Т, ВС-350, ПУ-2, ВК-5, KJIH-1, К-153, 88Н для заделки трещин в баках аккумуляторов, приклеивания фрикционных накладок муфт сцепления и колодок тормозов, заделки трещин и пробоин в головках блока и водяной рубашке двигателей внутреннего сгорания, пробоин и отверстий в топливных баках, восстановления различной арматуры и т.д. Наиболее широкое применение в практике ремонтных предприятий нашли клеи марок ВС-10Т, ВС-350 и эпоксидный клей.
Процесс склеивания требует соблюдения определенной технологии: подготовки поверхностей, приготовления и нанесения клея, сушки, контроля качества и окончательной обработай. Во всех случаях поверхности склеивания должны быть тщательно очищены от загрязнений механическим способом и обезжирены различными органическими растворителями. Клей наносят пульверизатором, кистью, шпателем и другими приспособлениями.
Клеи типа БФ представляют собой спиртовые растворы термореактивных полимеров. Наибольшее распространение получили клеи БФ-2, БФ-4 и БФ-6. Назначение клеев БФ-2 и БФ-4 такое же, как клея ВС- 10Т. Клей БФ-4 дает менее теплостойкое соединение, но более эластичен, чем БФ-2. Клей БФ-6 применяют для склеивания тканей, фетра, резины и других эластичных материалов. . Для обеспечения прочности шва склеивания поверхности прижимают при помощи струбцин, стяжек и оставляют прижатыми на все время отверждения клеевого шва.
Клей ВС-10Т представляет собой раствор синтетических смол в органических растворителях и применяется дня склеивания металла, стекло- текстолитов и других материалов. Наиболее эффективно его применение для приклеивания фрикционных накладок к колодкам тормозов и дискам сцепления.
Технологический процесс приклеивания фрикционных накладок (колодок) состоит из следующих основных операций:1
зачистки поверхностей склеивания металлической щеткой, наждачной бумагой, шлифовальным кругом;
обезжиривания поверхностей бензином, ацетоном, уайт-спиритом и выдержки на воздухе в течение 5-10 мин. до полного улетучивания растворителя;
нанесения клея на подготовленные поверхности ровным слоем толщиной 0,1-0,2 мм и выдержки на воздухе при температуре 18 - 20 °С в течение 15-20 мин (операцию повторяют два раза);
установки накладок или колодок в зажимное приспособление (удельное давление сжатия 0,2-0,3 МПа) и термообработки, клеевого соединения при температуре (180±10) °С в течение 1-1,5 ч;
охлаждения деталей на воздухе до температуры 20 - 30 °С (производится в зажатом состоянии) и освобождения из зажимного приспособления; контроля качества приклеивания и дефектовки клеевого шва.
Для определения дефектов (трещины, раковины, пористость и т. п.) применяют вибродефектоскопию, акустический, ультразвуковой методы и др.
Клей ВС-350 многокомпонентный, применяется для склеивания деталей из стали, дюралюминия, стеклотекстолита, пенопластов для приклеивания фрикционных накладок и колодок.
Эпоксидный клей. Главным связующим компонентом клея является эпоксидная смола. Наиболее широкое применение получила смола марки ЭД-6. Для приготовления эпоксидного клея (пасты) на 100 весовых частей эпоксидной смолы берется 15-18 весовых частей пластификатора, наполнителя - 50-150, отвердителя - 7-9. Пластификатором обычно служит слегка желтоватая маслянистая жидкость - дибутилфталат. С добавлением ее повышаются эластичность и ударная прочность отвержденного состава. В качестве наполнителя применяются стальные и чугунные порошки, алюминиевая пудра, графит, портландцемент. Введение наполнителей способствует улучшению механических свойств состава, уменьшению осадки и текучести, повышению способности материала поглощать удары и вибрацию. Для отверждения эпоксидной смолы наибольшее распространение на практике получил полиэтиленполиамин - вязкая маслянистая жидкость разных оттенков (от светло-желтого до темно-бурого). Он превращает эпоксидные составы из жидкого или тестообразного состояния в необратимое твердое вещество.
Эпоксидный клей применяется для восстановления внутренних и наружных изношенных поверхностей деталей, резьбовых сопряжений, для закрепления установленных ремонтных втулок, а также для заделки трещин и пробоин в блоках цилиндров, головках блока, корпусах коробок передач и др. Для эпоксидных клеев характерны высокая механическая прочность и стойкость к действию масел и топлива.
Клей 88Н. Для склеивания резины и приклеивания резины к металлу, дереву и другим материалам применяются резиновые клеи. Для практического применения удобен самовулканизирующий клей 88Н.