

5.Станки продольно-фрезерной группы: фуговальные, рейсмусовые, четырехсторонние. Назначение, функциональные схемы, основные параметры.
На продольно-фрезерных станках с помощью вращающихся ножевых головок и валов обрабатывают заготовки для создания базовых поверхностей и в размер с двух или четырех сторон. Начальной операцией является создание базовой поверхности на одной или двух смежных сторонах заготовки. Она выполняется на фуговальных станках. Затем следует обработка в размер по толщине или ширине на рейсмусовых станках снятием слоя древесины с противоположной от базовой стороны заготовки. Если заготовки не имеют коробления или отклонения от формы, возможно совмещение этих операций на одном станке-четырехстороннем-продольно-фрезерном.
К станкам продольно-фрезерной группы относятся: фуговальные, рейсмусовые, четырехсторонние.
Фуговальные станки- предназначены для создания одной или двух базовых поверхностей за один проход. Они могут быть с ручной и механизированной подачей; одно- или двусторонние.
На двусторонних станках перпендикулярно продольной оси ножевого вала устанавливается вертикальный кромкофуговальный шпиндель. Механизм подачи может быть вальцового или конвейерного типа. На станине станка имеются столы, из которых передний стол длиннее заднего, что обеспечивает более точное фугование. Столы устанавливают так, чтобы задний стол находился на уровне выступающих режущих кромок ножей вала, а передний - ниже на толщину снимаемой стружки.
Основные параметры:
Полезная рабочая ширина, мм |
|
Общая длина рабочих столов, мм |
|
Диаметр строгального вала, мм |
|
Максимальный съем за один проход, мм |
8 |
Мощность двигателя, кВт |
|
Скорость вращения строгального вала, об/мин |
|
Рейсмусовые станки- предназначены для плоскостного фрезерования одной или двух противоположных сторон заготовки с целью обработки ее в размер.
Различают односторонние рейсмусовые станки и двусторонние рейсмусовые станки.
Односторонние рейсмусовые станки имеют один ножевой вал для снятия материала с верху заготовки. Двусторонние рейсмусовые станки имеют дополнительный ножевой вал на рабочем столе.
Базирование заготовки осуществляется по рабочему столу, и, если необходимо, боковыми роликами или планкой. Заготовка удерживается вальцами. Подача либо ручная, либо с помощью вальцов.
Основные параметры: Типовая максимальная ширина обрабатываемых заготовок, толщина мм; диаметр ножевых валов мм, скорость вращения валов об/мин. Мощность электрического двигателя Вт.
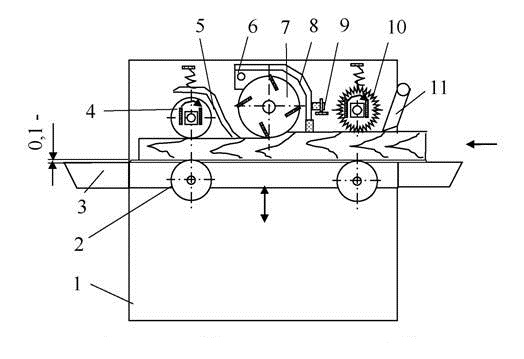
Рейсмусовые станки работаю т по типовой технологической схеме, которая приведена на рисунке. На станине 1 станка установлен стол 3 с подающими вальцами 2, а также когтевая завеса 11, подпружиненные подающие вальцы рифленый 10 и гладкий 4 и ножевой вал 7. Валец 10 выполнен секционным, состоящим из нескольких подпружиненных колец на общем вале. Стол 3 при настройке на заданную толщину обрабатываемой детали может подниматься или опускаться с помощью винтов. Привод винтов может быть ручным и механическим.
Четырехсторонние станки- предназначены для осуществления плоской и профильной обработки прямолинейных заготовок с четырех сторон в размер за один проход. Станки этой группы в зависимости от ширины фрезерования подразделяют на легкие для обработки профильных мебельных и столярных деталей шириной до 160мм, среднее для обработки столярных плоских и профильных деталей шириной до 250мм, и тяжелые для обработки погонажных изделий и пиломатериалов массового выпуска шириной о 650мм.
Основные параметры: Наибольшие размеры обработки (ширина, толщина), число ножевых головок, диаметр ножевых головок, частота вращения ножевых головок, суммарная мощность электродвигателей.
Билет 14