

Общая продолжительность цикла
•tц (с) = tохл + tмаш + tпауз
•tц определяет производительность
•tохл составляет до 80% от tц
•tохл можно рассчитать по формуле (пример):
где h; - половина толщины изделия, м;
α - коэффициент температуропроводности полимера, м2/с Ти- температура в центре изделия в момент извлечения Тм и Тф- температура материала (литья) и формы
21
ТЕМПЕРАТУРА РАСПЛАВА Тр (или Тм)
Для аморфных полимеров: |
|
|
• |
Тмин = Т тек + (15-20) оС |
(Для ПС 195 оС) |
или Тст + 100 оС |
(Для ПС 200 оС) |
|
• |
Тмакс = Т дестр – (15-20) оС |
(Для ПС 240 оС) |
• |
Для кристаллических полимеров: |
|
• |
Тмин = Т пл + (15-20) оС |
(Для ПА-6 230 оС) |
• |
Тмакс = Т дестр – (15-20) оС |
(Для ПА-6 260 оС) |
В интервале (Тмин – Тмакс) температура уточняется по вязкости расплава, которая должна быть ≈ 5*10 3 Па*с
(см. кривую вязкости) при скорости сдвига ≈ 10 3 с-1.
22
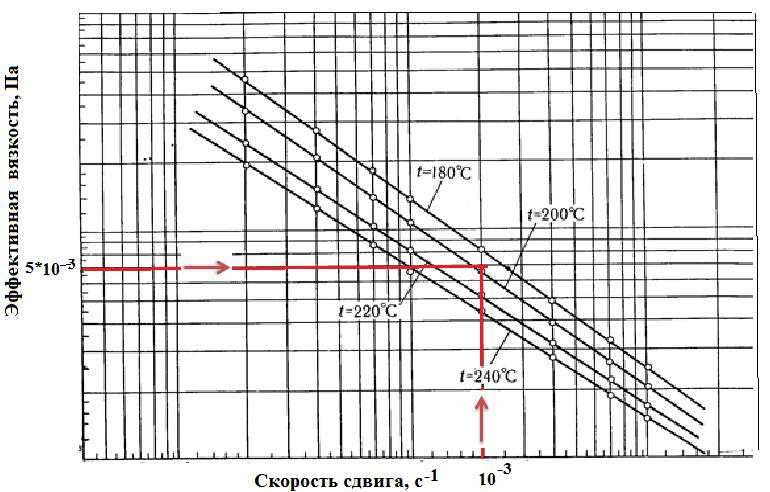
Схема уточнения Тр по вязкости и скорости сдвига
23
24

25
26

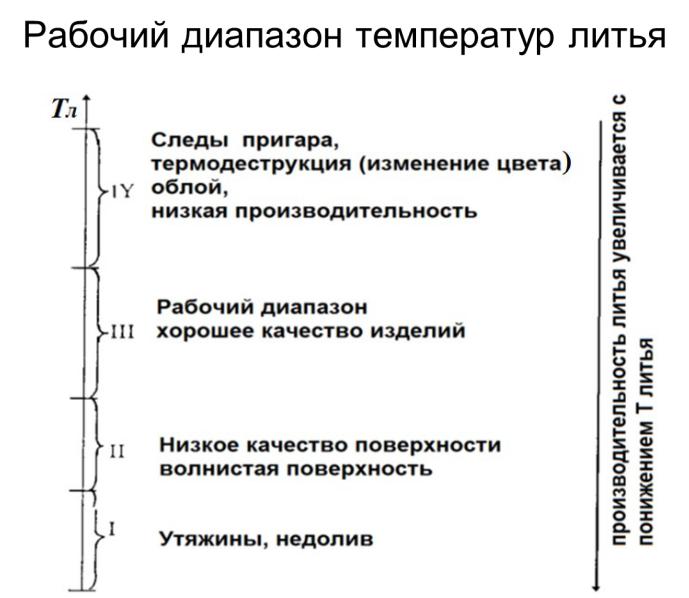
Превышение температуры литья
Пониженная температура литья
СТАДИЯ ЗАПОЛНЕНИЯ ФОРМЫ:
Впрыск расплава + Заполнение формующей полости
Технологические параметры впрыска
Объем дозы расплава (Vвпр), см3 или вес дозы расплава, г
Объемная скорость впрыска (Q), см3/с
Вес отливки G (в г) определяют по формуле:
G = ρ23 С *Vизд23 С * n = ρТр * VиздТр *n
Вес отливки G и ход шнека Н связаны прямо пропорциональной зависимостью: G *К = Н*Sш * ρТр ,
где К = 1,2 - 1,25, а Sш - площадь сечения наконечника шнека.
n – число гнезд в форме
Ход шнека : Н = ( G*k / (Sш * ρТр) или H = 1.27 G · k / D2 · ρТр (см)
(Ход шнека должен быть таким, чтобы после впрыска оставалась «подушка» = 3 - 5% подготовленного объема расплава, для полной передачи давления в фому)
Температура формы (Тф), о С |
|
|
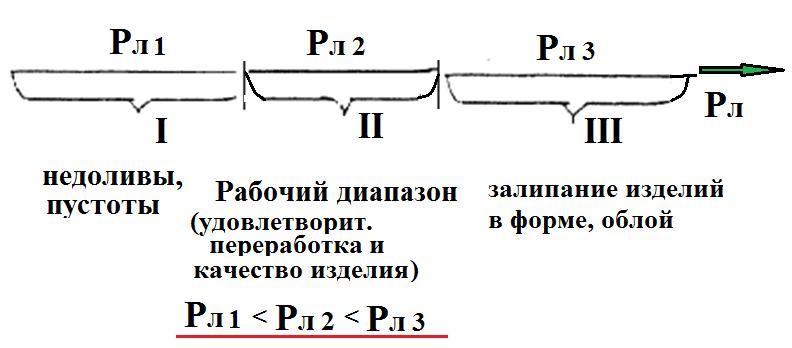
Давление литья (Рл), кг/см2 , или бар, или МПа |
28 |
|
Давление в формующей полости (Рф), кгс/см2 , или бар, или МПа |
||
|

29

СХЕМЫ ДВИЖЕНИЯ РАСПЛАВА ПРИ ЗАПОЛНЕНИИ ФОРМЫ
_
30
31

32
Давление литья Рл ≥ (Σ∆ Рл.с. + ∆ Рф) + Рф Рф давление в форме на стадии выдержки, определяет
плотность полимера в изделии (кг/см2, бар или МПа)
Давление литья Рл = f (вязкостных свойств полимера, конфигурации и размеров изделия, площади сечения и формы литников)
33

34

35