

5.11. Базирование заготовок по коническим поверхностям и установочные элементы приспособлений
Специфические особенности имеет ориентировка в пространстве конических заготовок.
При установке заготовки по наружной или внутренней длинной конической поверхности с небольшой конусностью, например, в конусном отверстии шпинделя станка или на конической оправке, заготовка лишается пяти степеней свободы (перемещения вдоль всех трех осей координат и поворотов вокруг двух осей системы координат), так как длинная коническая поверхность является одновременно двойной направляющей и опорной базой (рис.8 ,а). Остается только одна степень свободы – возможность поворота вокруг собственной оси. Для ориентирования заготовки в угловом положении относительно ее оси требуется еще одна опорная база под штифт или шпонку.
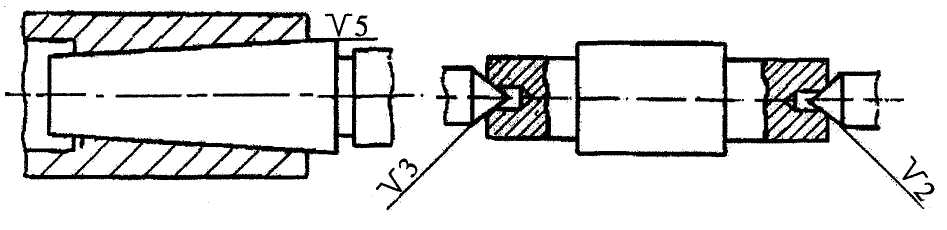
Рис. 8. Схемы базирования заготовки по коническим поверхностям:
а – втулка на конической оправке; б – вала по центровым отверстиям в центрах станка
При базировании заготовки по короткой конической поверхности с относительно большим углом конуса (как это имеет место при установке заготовки в центрах) условия базирования значительно меняются. Коническая поверхность короткого центрового отверстия (рис. 8, б) не в состоянии осуществлять функции направления оси заготовки, и ее возможности ограничиваются выполнением функции центрирования, а в некоторых случаях дополняются выполнением функции опорной базы.
Левое (переднее) центровое отверстие, соприкасающееся с неподвижным в осевом направлении центром передней бабки, выполняет функции центрирования и определяет положение заготовки в осевом направлении. Оно является одновременно двойной опорной и опорной базой и лишает заготовку трех степеней свободы (перемещения вдоль трех осей координат).
Функция правого (заднего) центрового отверстия , соприкасающегося с подвижным в осевом направлении центром задней бабки, ограничена осуществлением центрирования. Эта поверхность является двойной опорной базой, дополнительно лишающей заготовку двух степеней свободы (поворотов вокруг осей Y и Z системы координат).
Если при центрировании необходимо задать заготовке также точное угловое положение и лишить ее шестой степени свободы, используется вторая опорная база.
5.12. Базирование заготовок по плоскости и отверстиям и установочные элементы приспособлений
В практике обработки деталей машин на станках нередко используются схемы базирования по плоскости и отверстиям с применением установочных пальцев. Наиболее часто встречаются два случая базирования: по отверстию и перпендикулярной к его оси плоскости и по двум отверстиям с параллельными осями и перпендикулярной к ним плоскости.
При базировании заготовки по отверстию и плоскости возможны два случая:
а) основной базой поверхностью является отверстие;
б) основной базой поверхностью является плоскость.
На рис. 9,а приведена схема базирования заготовки на высоком цилиндрическом жестком пальце. Основной двойной направляющей базой несущей четыре опорные точки, является отверстие, плоскость (торец), а опорная база несет одну точку. У детали оставлена одна степень свободы – возможность вращаться вокруг пальца. Нетрудно видеть, что эта схема аналогична схеме базирования на оправке (рис. 6).
а) б)
Рис. 9. Схемы базирования заготовки по отверстию и плоскости: а – по длинному цилиндрическому отверстию на высоком цилиндрическом пальце; б – по короткому отверстию на коротком цилиндрическом пальце
Если технологической базой является плоскость – установочная база несущая в этом случав три опорные точки, установочный палец должен быть низким и нести лишь две точки (рис. 9,б). При необходимости задать заготовке точное угловое положение дополнительно используется опорная база.
Установка заготовки на два цилиндрических отверстия с параллельными осями и перпендикулярную к ним плоскость применяется при обработке заготовок типа плит, крышек, корпусов, картеров и т.п. (рис. 10). При такой схеме базирования технологической базой является плоскость – установочная база, несущая три опорные точки. Отверстия сопрягаются с двумя низкими пальцами, один из которых имеет цилиндрическую, а другой (срезанный) – ромбическую форму (последнее позволяет увеличить допуск на межцентровое расстояние между базирующими отверстиями заготовок). Отверстие, сопряженное с цилиндрическим пальцем, двойная опорная база несет две опорные точки, а сопряженные с ромбическим пальцем опорная база – одну.
Рис. 10. Схемы базирования и закрепления заготовки по плоскости и двум цилиндрическим отверстиям на двух цилиндрических пальцах
(полном и срезанном)