

4.2. Учпу Маяк600
УЧПУ Маяк600 относится к многопроцессорным системам класса CNC. Структурная схема УЧПУ представлена на рис. 4.4, а внешний вид – на рис. 4.5. УЧПУ предназначено для управления технологическим оборудованием и позволяет управлять 8 следящими приводами подач. Основные технические характеристики приведены в табл. 4.1.
Таблица 4.1. Основные технические характеристики УЧПУ Маяк600
Наименование параметра |
Величина |
1. Тип процессора |
IBM PC совместимый одноплатный промышленный компьютер |
2. Тип и емкость памяти, Кбайт: FLASH диск ОЗУ ОЗУ энергонезависимое |
8192 8192 64 |
3. Задание перемещений |
Абсолютное, в приращениях |
4. Максимальное перемещение, задаваемое в одном кадре, мм: |
9999,999 |
5. Дискретность задания перемещений, мм |
0,001 |
6. Диапазон скоростей рабочих подач, мм/мин |
1-24000 |
7. Диапазон коррекций скоростей подач, % |
0 – 200 |
8. Параметры модулей приводов: число каналов в модуле диапазон выходных сигналов ЦАП, В разрядность ЦАП выходной ток, мА, не более датчики положения |
4 0 ± 10 12 + знаковый разряд 5 Индукционные преобразователи или ВЕ178 |
9. Параметры выходных сигналов (открытый коллекторный выход): напряжение, В с током не более 0,2А |
24 (+10%, минус 15%)
|
10. Параметры входных сигналов ток, мА, номинальный напряжение, В |
10 24 (+10%, минус 15%) |
11. Максимальное число связей с электрооборудованием станка для одного блока ввода-вывода входы выходы |
48 32 |

Рис. 4.4. Структурная схема УЧПУ Маяк600
УЧПУ состоит из двух функциональных блоков: блока управления (БУ) и пульта оператора. Оба блока выполнены на базе одноплатных промышленных компьютеров.
Блок
управления
выполнен в виде шасси, в которое
устанавливаются блок включения, модуль
процессорный и 5 модулей связи с
технологическим оборудованием (рис.
4.6):
модули приводов, модули ввода/вывода,
модуль адаптивного управления. Возможность
работы с различными комбинациями модулей
позволяет оптим ально
сконфигурировать УЧПУ применительно
к управлению конкретным технологическим
оборудованием.
ально
сконфигурировать УЧПУ применительно
к управлению конкретным технологическим
оборудованием.
Модуль процессорный (МП) состоит из одноплатного IBM PC совместимого промышленного компьютера, конвертора RS232C/RS485, адаптера PC/104, энергонезависимого ОЗУ. Компьютер БУ управляет УЧПУ по программе базового программного обеспечения, хранящейся в электронном Flash диске, там же находятся управляющая программа, программа управления электроавтоматикой станка (программа привязки), данные корректоров и параметров станка.
При включении УЧПУ осуществляется его начальное тестирование и загрузка операционной системы. Затем может быть запущена на исполнение управляющая программа.
В
Рис.
4.6.
Расположение модулей в БУ
Процессорный модуль имеет несколько параллельных и последовательных интерфейсов для связи с периферией: RS232C, RS485, FDD, LPT, Keyboard, Ethernet.
Интерфейс RS485 формируется конвертором RS-232/RS-485, который осуществляет преобразование и гальваническую развязку интерфейсов. Канал RS-485 может использоваться для связи УЧПУ с внешними устройствами.
Компьютер связан с модулями через шину РС/104, представляющую собой промышленную версию шины ISA. Адаптер РС/104 выполняет согласование электрических и временных характеристик каналов РС/104 и системного УЧПУ.
Системный канал объединяет разъемы Х1-Х6 блока управления, к которым подключаются модули УЧПУ.
Модуль приводов преобразует выдаваемые процессором коды в сигналы управления приводами (4 канала ЦАП с выходными напряжениями 0±.10 В), а также осуществляет преобразование сигналов обратной связи по положению в цифровые коды и передаёт эти коды в процессор. В качестве датчиков обратных связей по положению могут использоваться индукционные преобразователи (линейные индуктосины, сельсины, резольверы, вращающиеся трансформаторы) с модулем ЦАП-5И и фотоэлектрические импульсные преобразователи ВЕ178 с модулем ЦАП-5ФЭ.
Модули ввода/вывода БВВ 48/32 используется для связи с электроавтоматикой станка. Каждый модуль имеет 32 выхода и 48 входов. Алгоритм обработки входных сигналов и формирования выходных команд задается с помощью программы привязки.
Блок АЦП выполняет оцифровку и ввод в компьютер БУ аналоговых сигналов с датчиков адаптивного управления.
Пульт оператора содержит цветную панель LCD с экраном 10" или видеомонитор с экраном 9", одноплатный компьютер, плату клавиатуры, накопитель на гибком магнитном диске НГМД, источник питания.
Пульт оператора обеспечивает взаимодействие оператора с системой. Через разъем "NET" одноплатный компьютер пульта связан с процессором блока управления. Связь осуществляется по сети Ethernet (рис. 1). При этом устройства могут связываться как напрямую, так и с помощью сетевого коммутатора.
На пульте расположены цифровые, символьные клавиши, а также клавиши включения и выключения сети (рис. 4.7).
В идеомонитор
пульта оператора обеспечивает индикацию
текстовой и буквенно-цифровой информации
в соответствии с алгоритмом функционирования
программного обеспечения устройства
и компьютера пульта. Пример экрана
видеомонитора в режиме автомат показан
на
рис. 4.8.
идеомонитор
пульта оператора обеспечивает индикацию
текстовой и буквенно-цифровой информации
в соответствии с алгоритмом функционирования
программного обеспечения устройства
и компьютера пульта. Пример экрана
видеомонитора в режиме автомат показан
на
рис. 4.8.
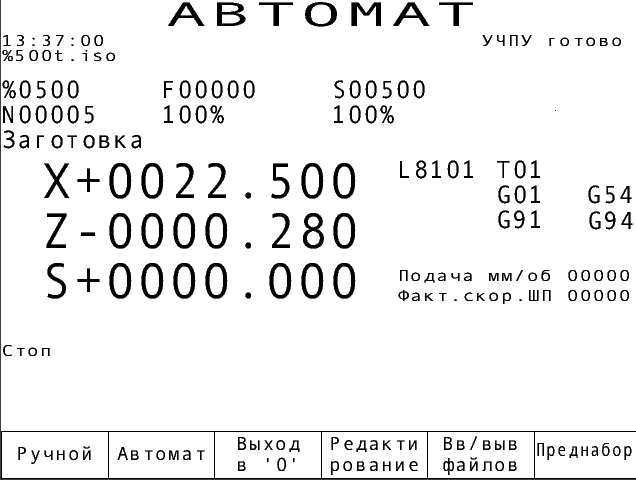
Рис. 4.8. Пример страницы индикации в режиме "Автомат" с меню режимов
Базовое программное обеспечение позволяет реализовать следующие функции:
отработку управляющей программы с заданного кадра;
возможность отработки программы с любого кадра с автоматическим определением начальных условий (исходной точки и G-функций);
покадровую отработку, пропуск кадров;
ускоренную отработку управляющих программ;
технологический останов и безусловный останов (М1, М0);
проверку отработки УП при блокированных осях или в графическом режиме;
управление станком в ручном режиме, в т.ч. от электронного маховика;
диагностику при включении и во время работы;
формирование сообщений об ошибках (ошибки при подготовке кадров, ошибки оператора, ошибки диагностики системы и станка). Ведение журнала работы с сохранением времени появления сообщений и ошибок;
редактирование, подготовку УП одновременно с отработкой;
ручной ввод данных;
возможность отработки управляющих программ объемом 30 Мбайт и более;
ввод и вывод управляющих программ, параметров на дискету (встроенный НГМД 3,5"), на персональный компьютер (Ethernet 10BASE-T), встроенный Flash-диск;
формат файловой системы УЧПУ совместим с форматом MS-D0S;
компенсацию погрешности ходового винта;
компенсацию люфтов;
компенсацию дрейфа приводов;
установку программных ограничителей;
задание размеров с десятичной точкой в абсолютной или относительной системе координат;
программирование в полярных координатах;
зеркальную отработку и поворот осей;
коррекцию на длину и радиус инструмента;
пять смещений системы координат заготовки относительно станочной системы координат;
дополнительное смещение нуля (G92);
работу с подпрограммами и переменными;
условные и безусловный переходы;
операторы присвоения;
арифметические и логические операции;
тригонометрические функции;
работу с измерительными головками;
винтовую и круговую интерполяцию;
линейную интерполяцию по всем осям одновременно;
непрерывные оси вращения;
постоянные циклы (сверление, расточка, нарезание резьбы);
возможность программирования циклов пользователя (добавление дополнительных G-функций);
возможность включения нескольких функций G и М в кадре.
Устройство ЧПУ в режиме "Автомат" обеспечивает управление станком в соответствии с управляющей программой и программой электроавтоматики.
Управляющая программа записывается в энергонезависимое ОЗУ. При небольшом объеме программа может вводиться в память с клавиатуры пульта оператора. Программа большого объема вводится с дисковода или из ЭВМ через разъем RS232C блока ПРЦ-6.
Программа электроавтоматики станка обеспечивает привязку базового программного обеспечения к конкретной модели станка. Разрабатывается предприятием-изготовителем станка или, по договоренности, разработчиком устройства ЧПУ. Программа обеспечивает управление электрооборудованием станка в соответствии с алгоритмом его функционирования. Составляется на языке функциональных программ. Записывается в ППЗУ в отведенную для нее область памяти.
После включения питания выполняется программа диагностики, при которой запускаются резидентные тесты процессора, проверяется наличие всех блоков устройства, связанных с каналом процессора, наличие памяти для управляющих программ, контрольная сумма программного обеспечения, хранящегося в ППЗУ, проверяется память корректоров, параметров и управляющих программ в энергонезависимом ОЗУ. При отсутствии неисправностей на экране пульта оператора высвечивается объем энергонезависимого ОЗУ, затем изображение, соответствующее режиму "Автомат". Устройство через блок БВВ 48/32 выдает на станок сигнал готовности ГОТ ЧПУ.